1.本实用新型属于检测辅助器具的技术领域,具体涉及一种电池壳体疲劳寿命测试夹具。
背景技术:
2.在动力电池中,硬壳电池壳体与顶盖通常采用激光焊接技术进行连接。当硬壳电池随着充放电循环次数的增加时,一方面,硬壳电池的卷芯会逐渐膨胀,硬壳电池的卷芯膨胀后会使电池的厚度增加,使壳体大面受到一个循环波动并逐渐增加的应力,同时,相应的壳体与顶盖的激光焊接结构同样受到一个电池厚度方向的循环波动的应力;另一方面,电池的电化学反应产气同样使硬壳电池的激光焊接结构受到一个逐渐增加的循环载荷。可见,上述循环应力长期共同作用于硬壳电池的激光焊接结构会引起焊接处疲劳,焊接强度降低,可能发生焊缝提前开裂的安全风险。
3.然而,现有的硬壳电池的壳体激光焊接结构疲劳寿命测试夹具的结构适应性差,没有考虑在硬壳电池的壳体激光焊接结构疲劳寿命测试过程中对电池顶盖、侧面亦会产生应力作用,从而导致电池顶盖、侧面产生变形的情况,所以,这样的测试夹具和测试方法不仅会对硬壳电池的壳体激光焊接结构的疲劳寿命产生较大的影响,还会使测试的结果不准。
4.有鉴于此,确有必要提供一种解决上述问题的技术方案。
技术实现要素:
5.本实用新型的目的在于:针对现有技术的不足,提供了一种电池壳体疲劳寿命测试夹具,其能够解决电池顶盖与侧面发生较大的变形影响焊接结构受力的问题,保障了电池壳体的疲劳寿命测试安全可靠和准确高效,促进了电池模组受力评估的真实性。
6.为了实现上述目的,本实用新型采用如下技术方案:
7.一种电池壳体疲劳寿命测试夹具,包括:
8.上夹具,用于覆盖电池的顶盖;
9.侧夹具,用于覆盖所述电池的侧面;
10.下夹具,用于承托所述电池的底部;
11.所述上夹具或所述侧夹具开设有用于连通所述电池内部的气孔;
12.所述上夹具通过所述侧夹具连接于所述下夹具,以使所述上夹具、所述侧夹具和所述下夹具共同限位夹紧所述电池,所述电池为硬壳电池。
13.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述上夹具、所述侧夹具和所述下夹具之间的连接方式包括:卡接、插接、扣接、螺接、榫接、铰接、旋接或铆接,所述上夹具、所述侧夹具和所述下夹具之间可拆卸连接。
14.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述侧夹具设置有限位通道,所述上夹具和所述下夹具分别设置有连通于所述限位通道的限位孔,所
述限位孔设置有连接于所述限位通道的固定杆,所述固定杆与所述限位通道的连接方式包括:卡接、插接、扣接、螺接、榫接、旋接或铆接。
15.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述上夹具和所述下夹具分别设置有限位通道,所述侧夹具设置有连通于所述限位通道的限位孔,所述限位孔设置有连接于所述限位通道的固定杆,所述固定杆与所述限位通道的连接方式包括:卡接、插接、扣接、螺接、榫接、旋接或铆接。
16.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述侧夹具的侧部为平面,所述侧部用于覆盖所述电池的侧面,所述侧夹具的侧部与所述电池的侧面对应设置。
17.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述侧夹具的数量为1~4个,每个所述侧夹具分别设置于所述上夹具和所述下夹具之间。
18.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述上夹具的底部设置有凹槽或凹坑,所述凹槽或所述凹坑用于容置所述电池的极柱。
19.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述上夹具、所述侧夹具和所述下夹具的材料均为金属或热固性塑料。
20.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述气孔连接有气管,所述气管用于从所述气孔往所述电池的内部施加气体压强。
21.作为本实用新型所述的一种电池壳体疲劳寿命测试夹具的一种改进,所述气管连接有气泵,所述气泵通过所述气管从所述气孔往所述电池的内部施加不同的循环气体压强。
22.本实用新型的有益效果在于:本实用新型包括上夹具、侧夹具和下夹具,上夹具用于覆盖电池的顶盖,侧夹具用于覆盖电池的侧面,下夹具用于承托电池的底部,上夹具或侧夹具开设有用于连通电池内部的气孔,上夹具通过侧夹具连接于下夹具,以使上夹具、侧夹具和下夹具共同限位夹紧电池,其中,上夹具固定约束了电池顶盖,侧夹具固定约束了电池侧面,下夹具固定约束了电池底部,即从三个方向固定电池并真实模拟了电池在模组中的受力状态,在通过气孔对电池内部施加气体压强时,上夹具、侧夹具和下夹具有效地避免了气体压强对电池顶盖、侧面产生应力作用,防止了电池顶盖、侧面产生变形的现象,保障了电池壳体激光焊接结构的疲劳寿命测试准确可靠,同时,其测试结果能够更真实地反映电池壳体与顶盖的激光焊接结构在电池模组的约束下的疲劳寿命情况,更有利于电池安全可靠性的评估。
附图说明
23.下面将参考附图来描述本实用新型示例性实施方式的特征、优点和技术效果。
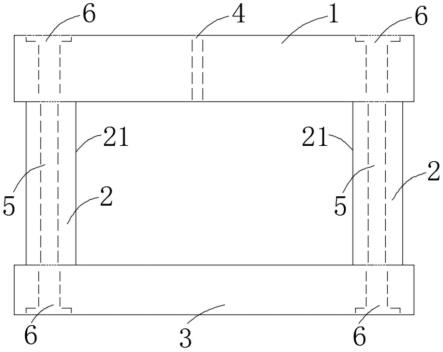
24.图1为本实用新型实施方式一的上夹具、侧夹具和下夹具的结构示意图。
25.图2为本实用新型实施方式一的上夹具、侧夹具、下夹具和固定杆的装配示意图。
26.图3为本实用新型实施方式一的上夹具、侧夹具、下夹具和气泵的结构示意图。
27.图4为本实用新型实施方式一的电池的立体结构图。
28.图5为本实用新型实施方式一的电池的结构示意图。
29.图6为本实用新型实施方式二的电池的立体结构图。
30.图7为本实用新型实施方式二的上夹具、侧夹具和下夹具的结构示意图。
31.图8为本实用新型实施方式三的上夹具、侧夹具、下夹具和固定杆的装配示意图。
32.其中,附图标记说明如下:
33.1-上夹具;2-侧夹具;3-下夹具;4-气孔;5-限位通道;6-限位孔;7-固定杆;8-凹槽;10-电池;11-顶盖;12-侧面;13-底部;14-极柱;15-大面;21-侧部;40-气管;41-气泵。
具体实施方式
34.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
35.在实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
36.现有的硬壳电池的壳体激光焊接结构疲劳寿命测试夹具的结构适应性和稳定性差,没有考虑在硬壳电池的壳体激光焊接结构疲劳寿命测试过程中对电池顶盖、侧面亦会产生应力作用,从而导致电池顶盖、侧面产生变形的情况,本技术通过改良测试夹具的结构进而防止了电池顶盖、侧面产生变形的现象,保障了电池壳体激光焊接结构的疲劳寿命测试准确可靠。
37.以下结合附图1~8和多个实施方式对本实用新型作进一步详细说明,但不作为对本实用新型的限定。
38.实施方式一
39.一种电池壳体疲劳寿命测试夹具,如图1~5所示,包括:
40.上夹具1,用于覆盖电池10的顶盖11;
41.侧夹具2,用于覆盖电池10的侧面12;
42.下夹具3,用于承托电池10的底部13;
43.上夹具1或侧夹具2开设有用于连通电池10内部的气孔4;
44.上夹具1通过侧夹具2连接于下夹具3,以使上夹具1、侧夹具2和下夹具3共同限位夹紧电池10,其中,电池10为硬壳电池,该硬壳电池的壳体与顶盖11采用激光焊接技术进行连接,在测试时,上夹具1固定约束电池10的顶盖11,侧夹具2固定约束电池10的侧面12,下夹具3固定约束电池10的底部13,即从三个方向固定电池10并真实模拟了电池10在模组中的受力状态。
45.在现有技术中,现有的对壳体激光焊接结构疲劳寿命的测试方法,一般是采用二片装夹具固定电池10的大面15(模拟电池10的大面15在模组中的受力状态),再往电池10的内部施加循环压强,直至焊接结构开裂,进而获得焊接结构疲劳寿命。
46.而在本技术的测试夹具中,采用本技术的测试夹具进行测试的过程中,上夹具1、侧夹具2和下夹具3从三个方向固定了电池10并真实模拟了电池10在模组中的受力状态,当通过气孔4对电池10的内部施加气体压强时,上夹具1、侧夹具2和下夹具3有效地避免了气体压强对电池10的顶盖11、侧面12产生应力作用,防止了电池10的顶盖11、侧面12产生变形的现象,保障了电池10的壳体激光焊接结构的疲劳寿命测试准确可靠,可准确地获得激光焊接结构的疲劳寿命s-n曲线。
47.优选地,上夹具1、侧夹具2和下夹具3之间的连接方式包括:卡接、插接、扣接、螺接、榫接、铰接、旋接或铆接,上夹具1、侧夹具2和下夹具3之间可拆卸连接。
48.优选地,侧夹具2设置有限位通道5,上夹具1和下夹具3分别设置有连通于限位通道5的限位孔6,限位孔6设置有连接于限位通道5的固定杆7,其中,固定杆7与限位通道5的连接方式包括:卡接、插接、扣接、螺接、榫接、旋接或铆接,并且,固定杆7可以采用带螺纹的螺丝杆,固定杆7能够有效固定上夹具1、下夹具3和侧夹具2,当上夹具1和下夹具3分别固定电池10的顶盖11与底部13时,侧夹具2固定电池10的侧面12,同时,各夹具之间再用螺丝杆紧固,从而能够有效地保障和提高测试夹具的夹合稳定性。
49.优选地,侧夹具2的侧部21为平面,侧夹具2的侧部21用于覆盖电池10的侧面12,同时,侧夹具2的侧部21的形状与电池10的侧面12的形状对应匹配。
50.优选地,侧夹具2的数量为1~4个,每个侧夹具2分别设置于上夹具1和下夹具3之间。
51.优选地,上夹具1、侧夹具2和下夹具3的材料均为金属或热固性塑料,从而有效地保障和提高了测试夹具的夹合稳定性。
52.优选地,气孔4连接有气管40,气管40用于从气孔4往电池10的内部施加气体压强,并且,气管40连接有气泵41,气泵41通过气管40从气孔4往电池10的内部施加不同的循环气体压强,在测试时,保障气管40至电池10内部的气密性良好,直至焊接结构在不同的循环气体压强的作用下开裂,即可获得激光焊接结构的疲劳寿命s-n曲线。
53.实施方式二
54.与实施方式一不同的是:如图6~7所示,本实施方式的上夹具1的底部设置有凹槽8,凹槽8用于容置电池10的极柱14,从而防止了测试夹具损伤电池10的极柱14,保障了测试夹具对电池10的顶盖11、侧面12和底部13的夹持稳定牢固。
55.本实施方式的其他结构均与实施方式一相同,这里不再赘述。
56.实施方式三
57.与实施方式一不同的是:如图8所示,本实施方式的上夹具1和下夹具3分别设置有限位通道5,侧夹具2设置有连通于限位通道5的限位孔6,限位孔6设置有连接于限位通道5的固定杆7,其中,固定杆7与限位通道5的连接方式包括:卡接、插接、扣接、螺接、榫接、旋接或铆接,并且,固定杆7可以采用带螺纹的螺丝杆,固定杆7能够有效固定上夹具1、下夹具3和侧夹具2,当上夹具1和下夹具3分别固定电池10的顶盖11与底部13时,侧夹具2固定电池10的侧面12,同时,各夹具之间再用螺丝杆紧固,从而能够有效地保障和提高测试夹具的夹合稳定性。
58.本实施方式的其他结构均与实施方式一相同,这里不再赘述。
59.显然,本实用新型的夹具能够在往电池内部通入气体压强时,避免了电池顶盖与
侧面发生较大变形而影响焊接结构受力状态,真实地模拟了电池在模组中受力状态,保障了电池壳体的疲劳寿命测试安全可靠和准确高效,促进了电池模组受力评估的真实性。
60.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所作出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。