1.本发明涉及轴承几何精度检测领域,具体涉及一种特大型轴承套圈宽度变动量的检测装置及方法。
背景技术:
2.特大型轴承套圈宽度公差比较大,通常采用外径千分尺、卡尺进行绝对尺寸的测量;但套圈两端面是后道工序的加工基准,因而对宽度变动量的精度要求也比较高。
3.特大型轴承套圈的宽度通常采用外径千分尺或卡尺进行检测,由于产品规格较大,测量时需要进行单点多次量,有时还需多人配合,对测量人员的技术水平和熟练度有较高要求,同时测量环境有限,导致测量极不方便,存在测量误差大和测量效率低的弊端,因此,对套圈宽度参数进行连续精确检测就显得尤为重要。
技术实现要素:
4.为解决上述技术问题,本发明提出一种特大型轴承套圈宽度变动量的检测装置及方法,以实现特大型轴承套圈宽度尺寸精度的连续测量,保证特大型轴承套圈的后续加工精度和成品的可靠性,从而提高特大型轴承的使用寿命。
5.本发明为完成上述目的采取以下技术方案:
6.一种特大型轴承套圈宽度变动量的检测装置,检测装置具有由立式支架和底座构成的t型架,其中立式支架的底面与底座宽度中心线垂直相交,同时立式支架上设置有竖向设置的条形槽ⅰ,并在所述的条形槽ⅰ内安装有表架,且所述的表架可沿所述的条形槽上下移动;所述的表架上设置有安装测量仪表的长条形槽;所述的底座上具有两个对称分布在底座宽度中心线两端的条形槽ⅱ和设置在底座宽度中心线上的条形槽ⅲ;两个所述的条形槽ⅱ内均安装有辅助定位支柱;所述辅助定位支柱的高度大于等于被测套圈的宽度1/3;所述的条形槽ⅲ内安装有固定测量支点,并用固定螺母锁紧,所述的固定测量支点与测量仪表的连线垂直于底座,并构成两点法尺寸测量的两个测量点。
7.所述的测量仪表为圆形千分表。
8.利用一种特大型轴承套圈宽度变动量的检测装置进行检测的方法,其具体步骤如|:
9.步骤一、首先根据被测套圈宽度选择适用规格的高度块;
10.步骤二、将两个辅助定位支柱安装在t型架底座的两个条形槽ⅱ内并用固定螺母锁紧,两个辅助定位支柱的高度大于等于被测套圈的宽度1/3;
11.步骤三、将固定测量支点安装在t型架底座的条形槽ⅲ内,根据被测套圈的端面宽度,调节固定测量支点的位置并用固定螺母锁紧;
12.步骤四、根据被测套圈的宽度,调节表架在t型架立柱环形槽内的位置;
13.步骤五、将测量仪表安装在表架上,调节仪表位置使其与固定测量支点的连线垂直于t型架底座;
14.步骤六、用高度块将组装好的检测装置的测量仪表对零;
15.步骤七、将对好表的检测装置放在被测套圈上;
16.1)测量外圈宽度
17.将两个辅助定位支柱分别与被测外圈的外径表面良好接触,同时,固定测量支点和仪表测头分别与套圈端面良好接触;记被测外圈宽度的公称尺寸为c,则被测外圈单一宽度偏差为δ
cs
,被测外圈宽度变动量为v
cs
、被测外圈平均宽度偏差δ
cm
的测量与计算方法如下:
18.沿着被测外圈外径表面和端面缓慢匀速转动检测装置一周以上,测量仪表在被测外圈端面上任一点处的示值变化量即为被测套圈单一宽度偏差δ
cs
;
19.记录测量仪表的最大与最小示值变化量即δ
csmax
和δ
csmin
,则
20.被测外圈宽度的变动量为v
cs
=δ
csmax-δ
csmin
;
21.被测外圈平均宽度偏差为
22.2)测量内圈宽度
23.将两个辅助定位支柱分别与被测内圈的内径表面良好接触,同时,固定测量支点和仪表测头分别与套圈端面良好接触;记被测内圈宽度的公称尺寸为b,则被测内圈单一宽度偏差为δ
bs
、被测内圈宽度变动量为v
bs
、被测内圈平均宽度偏差δ
bm
的测量与计算方法如下:
24.沿着被测内圈内径表面和端面缓慢匀速转动检测装置一周以上,测量仪表在被测内圈端面上任一点处的示值变化量即为被测内圈单一宽度偏差δ
bs
;
25.记录测量仪表的最大与最小示值变化量即δ
bsmax
和δ
bsmin
,则
26.被测内圈宽度变动量为v
bs
=δ
bsmax-δ
bsmin
;
27.被测内圈平均宽度偏差为
28.本发明提出的一种特大型轴承套圈宽度变动量的检测装置,采用上述技术方案实现了特大型轴承套圈宽度尺寸精度的连续测量,使特大型套圈宽度偏差和变动量得到精确测量与控制,最终确保特大型轴承成品的精度。
附图说明
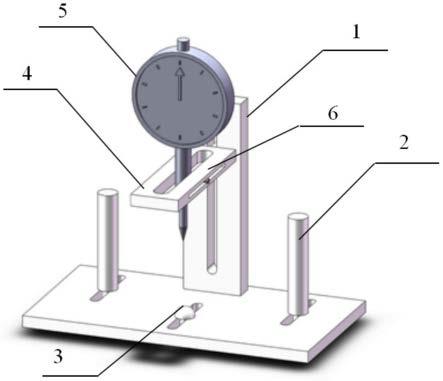
29.图1为本发明的结构立体图。
30.图2本发明的正视图。
31.图3本发明的外圈测量示意图。
32.图4本发明的内圈测量示意图。
33.图中:1、t型架,2、辅助定位支柱,3、固定测量支点,4、表架,5、测量仪表,6、锁紧螺钉,7、固定螺母。
具体实施方式
34.结合附图对本发明加以详细说明。
35.如图1~图4所示,一种特大型轴承套圈宽度变动量的检测装置包括1、t型架,2、辅
助定位支柱,3、固定测量支点,4、表架,5、测量仪表,6、锁紧螺钉,7、固定螺母。
36.利用上述装置的检测方法描述如下:
37.步骤一、首先根据被测套圈宽度选择适用规格的高度块;
38.步骤二、将两个辅助定位支柱安装在t型架底座的两个环形槽内并用固定螺母锁紧,两个立柱的高度大于等于被测套圈的宽度1/3;
39.步骤三、将固定测量支点安装在t型架底座的环形槽上,根据被测套圈的宽度,调节固定测量支点的位置并用固定螺母锁紧;
40.步骤四、根据被测套圈的宽度,调节表架在t型架立柱环形槽内的位置;
41.步骤五、将测量仪表安装在表架上,调节仪表位置使其与固定测量支点的连线垂直于t型架底座;
42.步骤六、用高度块将组装好检测装置的测量仪表对零;
43.步骤七、将对好表的检测装置放在被测套圈上;
44.3)测量外圈宽度
45.将两个辅助定位支柱分别与被测外圈的外径表面良好接触,同时,固定测量支点和仪表测头分别与套圈端面良好接触;记被测外圈宽度的公称尺寸为c,则被测外圈单一宽度偏差为δ
cs
,被测外圈宽度变动量为v
cs
、被测外圈平均宽度偏差δ
cm
的测量与计算方法如下:
46.沿着被测外圈外径表面和端面缓慢匀速转动检测装置一周以上,测量仪表在被测外圈端面上任一点处的示值变化量即为被测外圈单一宽度偏差δ
cs
;
47.记录测量仪表的最大与最小示值变化量即δ
csmax
和δ
csmin
,则
48.被测外圈宽度的变动量为v
cs
=δ
csmax-δ
csmin
;
49.被测外圈平均宽度偏差为
50.以风电用调心滚子轴承fd-240/950-xx为例,其技术参数为外圈宽度c=412mm,偏差为[-0.3,-0.5]mm。
[0051]
按上述外圈宽度测量方法,使用千分表测得δ
csmax
=-0.3mm,δ
csmin
=-0.35mm,则通过相关计算可得:
[0052]
该轴承外圈宽度的变动量为
[0053]vcs
=δ
csmax-δ
csmin
=-0.3-(-0.35)=0.05mm;
[0054]
该轴承外圈平均宽度偏差为
[0055][0056]
4)测量内圈宽度
[0057]
将两个辅助定位支柱分别与被测内圈的内径表面良好接触,同时,固定测量支点和仪表测头分别与套圈端面良好接触;记被测内圈宽度的公称尺寸为b,则被测内圈单一宽度偏差为δ
bs
、被测内圈宽度变动量为v
bs
、被测内圈平均宽度偏差δ
bm
的测量与计算方法如下:
[0058]
沿着被测内圈内径表面和端面缓慢匀速转动检测装置一周以上,测量仪表在被测内圈端面上任一点处的示值变化量即为被测内圈单一宽度偏差δ
bs
;
[0059]
记录测量仪表的最大与最小示值变化量即δ
bsmax
和δ
bsmin
,则
[0060]
被测内圈宽度变动量为v
bs
=δ
bsmax-δ
bsmin
;
[0061]
被测内圈平均宽度偏差为
[0062]
以风电用调心滚子轴承fd-240/950-xx为例,其技术参数为内圈宽度b=412mm,偏差为[-0.3,-0.5]mm。
[0063]
按上述内圈宽度测量方法测得δ
bsmax
=-0.35mm,δ
bsmin
=-0.4mm,则通过相关计算可得:
[0064]
该轴承内圈宽度的变动量为
[0065]vbs
=δ
bsmax-δ
bsmin
=-0.35-(-0.4)=0.05mm;
[0066]
该轴承内圈平均宽度偏差为
[0067][0068]
该检测装置结构简单,使用便捷,利用了两点法尺寸测量原理,通过对检测数据进行简单计算,即可精确得到被测套圈宽度尺寸精度值,降低了采用外径千分尺和卡尺进行检测的测量误差,保证了特大型轴承套圈的加工精度和成品的可靠性。
[0069]
本发明未详述部分为现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。