1.本实用新型属于浇注模具技术领域,涉及一种行星轮轴承外圆锡基合金重力浇注模具。
背景技术:
2.滑动轴承一般分为径向滑动轴承、推力滑动轴承和行星轮轴承,径向滑动轴承的结构是在优质碳素结构钢基体内孔上浇注锡基合金层,浇注工艺一般为离心浇注,在离心浇注机上完成,浇注质量容易控制。推力滑动轴承锡基合金层设计在端面,行星轮轴承锡基合金层设计在外圆上,无法用离心铸造的方式完成,浇注工艺为重力浇注。
3.行星轮轴承锡基合金层浇注后,合金内部与表面质量主要是通过浇注模具结构来保证,目前普遍采用的是简易的重力浇注工装,但用其浇注锡基合金层后,外圆合金层与内部优质碳素结构钢基体的结合力较低,而且,合金自身也会有缩松、夹杂、气孔等浇注缺陷,无法满足重要产品锡基合金的浇注质量要求。
技术实现要素:
4.本实用新型的目的是提供一种行星轮轴承外圆锡基合金重力浇注模具,解决了现有重力浇注工装浇注的行星轮轴承外圆锡基合金层中浇注缺陷较多,锡基合金与碳素结构钢基体结合力较低的问题。
5.本实用新型所采用的技术方案是,一种行星轮轴承外圆锡基合金重力浇注模具,包括圆筒状的模具本体,模具本体底部设置有浇注底板,模具本体相对两侧壁内部设置有斜浇道,斜浇道顶部设置有浇口,侧面设置有水平浇道,水平浇道贯穿模具本体内壁。
6.其中,斜浇道与竖直方向的夹角为8~12
°
。
7.斜浇道侧面设置有至少三个水平浇道。
8.水平浇道的宽度为3mm~5mm。
9.浇口相对两侧壁之间夹角为120
°
。
10.浇注底板中心开设有出水通道。
11.模具本体内壁底部设置有凹槽。
12.本实用新型的有益效果是,通过斜浇道可有效减少合金液因飞溅而产生氧化渣,宽度为3mm~5mm的水平浇道具有过滤氧化渣及稳流的作用,能有效减少氧化渣进入碳素结构钢基体与模具本体的中间空腔,也可以有效控制合金液体充型时气体的逸出,从而提高了行星轮轴承外圆合金层性能,圆筒状的模具本体可以在浇注时采用内孔冷却,保证了锡基合金由行星轮轴承内部的碳素结构钢基体表面至模具本体内壁的凝固顺序,从而提高行星轮轴承外圆合金层与内部碳素结构钢基体的结合强度。
附图说明
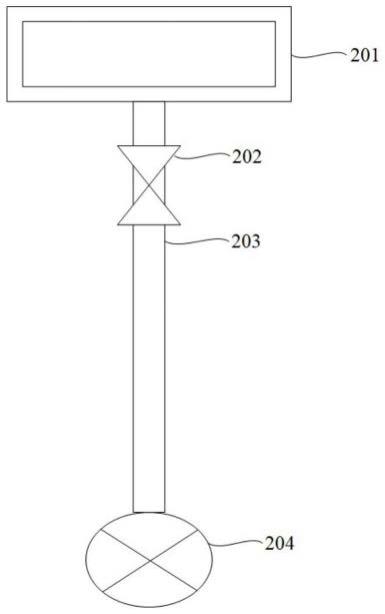
13.图1是本实用新型一种行星轮轴承外圆锡基合金重力浇注模具的结构示意图;
14.图2是本实用新型一种行星轮轴承外圆锡基合金重力浇注模具的俯视结构示意图;
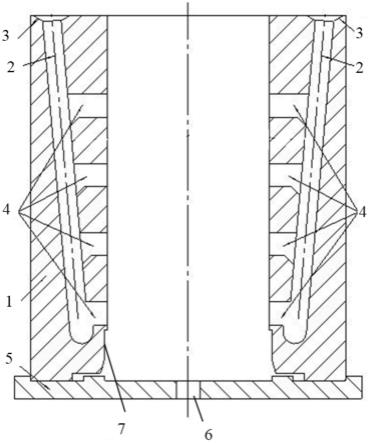
15.图3是本实用新型一种行星轮轴承外圆锡基合金重力浇注模具的剖视图;
16.图4是本实用新型一种行星轮轴承外圆锡基合金重力浇注模具的使用状态示意图。
17.图中,1.模具本体,2.斜浇道,3.浇口,4.水平浇道,5.浇注底板,6.出水通道,7.凹槽,8.碳素结构钢基体,9.冷却水管。
具体实施方式
18.下面结合附图和具体实施方式对本实用新型进行详细说明。
19.本实用新型一种行星轮轴承外圆锡基合金重力浇注模具,参照图1和图2,包括圆筒状的模具本体1,模具本体1底部设置有浇注底板5,浇注底板5中心开设有圆形的出水通道6,模具本体1相对两侧壁内部设置有斜浇道2,斜浇道2顶部设置有浇口3,侧面设置有水平浇道4,水平浇道4贯穿模具本体1内壁。模具本体1内壁底部设置有凹槽7,便于与行星轮轴承内部碳素结构钢基体相嵌合。
20.斜浇道2与竖直方向的夹角为10
°
,斜浇道的设计减少了合金液因飞溅而产生氧化渣。浇口3相对两侧壁之间夹角为120
°
。斜浇道2侧面设置有四个水平浇道4,水平浇道4的宽度为4mm,便于过滤掉合金液中氧化渣,也具有稳流的作用(参见图3)。
21.使用本实用新型行星轮轴承外圆锡基合金重力浇注模具时,参照图4,先将预热后的行星轮轴承内部的碳素结构钢基体8放置在浇注底板5上,使碳素结构钢基体的圆心与出水通道6的圆心相重合,在碳素结构钢基体中间插入冷却水管9,冷却水管一端连着自来水阀,另一端正对出水通道6;然后将模具本体1套在碳素结构钢基体外部,使模具本体1的轴心线与碳素结构钢基体的轴心线相重合,碳素结构钢基体侧壁底部凸出部分嵌入在凹槽7中,将锡基合金熔液从浇口3浇入,锡基合金熔液顺着两个斜浇道2进入水平浇道4,经水平浇道4流至碳素结构钢基体与模具本体的中间空腔中,合金液由下向上充型,有助于合金液中气体的逸出,最后开启与冷却水管相连的自来水阀进行冷却,内孔冷却保证了锡基合金由行星轮轴承内部的碳素结构钢基体表面至模具本体内壁的凝固顺序。
技术特征:
1.一种行星轮轴承外圆锡基合金重力浇注模具,其特征在于,包括圆筒状的模具本体(1),模具本体(1)底部设置有浇注底板(5),模具本体(1)相对两侧壁内部设置有斜浇道(2),斜浇道(2)顶部设置有浇口(3),侧面设置有水平浇道(4),水平浇道(4)贯穿模具本体(1)内壁。2.根据权利要求1所述的一种行星轮轴承外圆锡基合金重力浇注模具,其特征在于,所述斜浇道(2)与竖直方向的夹角为8~12
°
。3.根据权利要求1所述的一种行星轮轴承外圆锡基合金重力浇注模具,其特征在于,所述斜浇道(2)侧面设置有至少三个水平浇道(4)。4.根据权利要求3所述的一种行星轮轴承外圆锡基合金重力浇注模具,其特征在于,所述水平浇道(4)的宽度为3mm~5mm。5.根据权利要求1所述的一种行星轮轴承外圆锡基合金重力浇注模具,其特征在于,所述浇口(3)相对两侧壁之间夹角为120
°
。6.根据权利要求1所述的一种行星轮轴承外圆锡基合金重力浇注模具,其特征在于,所述浇注底板(5)中心开设有出水通道(6)。7.根据权利要求1所述的一种行星轮轴承外圆锡基合金重力浇注模具,其特征在于,所述模具本体(1)内壁底部设置有凹槽(7)。
技术总结
本实用新型公开了一种行星轮轴承外圆锡基合金重力浇注模具,包括圆筒状的模具本体,模具本体底部设置有浇注底板,模具本体相对两侧壁内部设置有斜浇道,斜浇道顶部设置有浇口,侧面设置有水平浇道,水平浇道贯穿模具本体内壁。本实用新型通过斜浇道可有效减少合金液因飞溅而产生氧化渣,水平浇道具有过滤氧化渣及稳流的作用,也可以有效控制合金液体充型时气体的逸出,从而提高了行星轮轴承外圆合金层性能,圆筒状的模具本体可以在浇注时采用内孔冷却,保证了锡基合金由行星轮轴承内部的碳素结构钢基体表面至模具本体内壁的凝固顺序,从而提高行星轮轴承外圆合金层与内部碳素结构钢基体的结合强度。构钢基体的结合强度。构钢基体的结合强度。
技术研发人员:薛飞 南飞艳 周林 李军庆 张朋 王大伟 高司龙 吕旭东 屈凤
受保护的技术使用者:中国船舶重工集团公司第十二研究所
技术研发日:2021.12.01
技术公布日:2022/6/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。