1.本实用新型涉及电池生产领域,具体地说是一种焊带牵引装置及串焊机。
背景技术:
2.多栅太阳能电池片的栅线通常在2至6栅,即每个电池片的单面并排采用2至6根定长焊带,随着对电池片的光电转换效率的要求提高,市场上出现了栅线更多的密栅电池片。栅线上放置的焊带需要由串焊机的焊带牵引装置将焊带从焊带盘上拉出,并且裁切成预定长度后铺放在电池片的主栅线上。
3.传统的焊带牵引装置仅仅能够将焊带放置在电池片的主栅线上,其存在的问题在于:铺设在电池片上的焊带难以形成与主栅线的紧密贴合,焊带头部容易水平偏移或向上翘起,从而偏离主栅线,最终影响焊接效果。
技术实现要素:
4.针对现有的焊带牵引装置存在的上述技术缺陷,本实用新型第一方面提供了一种焊带牵引装置,其技术方案如下:
5.一种焊带牵引装置,包括安装支架、牵引组件、定位板及压针组件,其中:
6.牵引组件设置在安装支架上,牵引组件包括若干个夹爪,每个夹爪均夹紧一根焊带并将焊带铺放在电池片上;
7.定位板滑动连接在安装支架上,定位板的底部设置有若干焊带定位槽,定位板朝向电池片滑动至定位位置时,各焊带定位槽分别容置一根由夹爪夹紧的焊带,以将焊带定位在电池片上;
8.压针组件包括压针安装板及安装在压针安装板上的若干与若干定位槽一一对应的压针,压针安装板滑动连接在安装支架上,压针安装板朝向电池片滑动至压紧位置时,各压针分别将被对应的定位槽容置的焊带压紧至电池片上。
9.本实用新型提供的焊带牵引装置,其设置有定位板和压针组件,通过定位板和压针组件的配合,本实用新型能够将牵引组件铺设在电池片上的焊带定位、压紧至电池片上的主栅线上,防止焊带水平偏移及向上翘起偏离栅线,从而保证焊接效果。
10.在一些实施例中,压针安装板位于定位板的上方,各焊带定位槽的上方均设有贯穿定位板并与焊带定位槽连通的压针通孔;压针安装板朝向电池片滑动至压紧位置时,各压针均经对应的压针通孔向下穿入至焊带定位槽内,以压紧被定位槽容置的焊带。
11.通过将压针安装板设置在定位板的上方,并在焊带定位槽的上方对应设置压针通孔,保证压针安装板上的压针下压时,能够精确地压紧在被对应的定位槽容置的焊带上。
12.在一些实施例中,定位板的底部两端分别设置有第一避让槽和第二避让槽,焊带定位槽均设置在第一避让槽和所述第二避让槽之间;定位板朝向电池片滑动至定位位置时,电池片的第一侧边位于第一避让槽的避让位,电池片的与第一侧边相对的第二侧边位于第二避让槽的避让位。
13.通过在定位板的底部两端设置第一避让槽和第二避让槽,实现了对电池片的两个相对侧边的避让,防止电池片的两个相对侧边被压损。
14.在一些实施例中,定位板的位于第一避让槽和第二避让槽之间的底部中间段处于第一水平面上,定位板的位于第一避让槽的外侧及第二避让槽的外侧的底部两侧段处于第二水平面上,第一水平面高于第二水平面;定位板朝向电池片滑动至定位位置时,定位板的底部两侧段压靠在承载电池片及焊带的承载机构上,定位板的底部中间段贴近电池片。
15.通过将定位板的底部设置为中间高、两边低的结构,使得定位板在实施对焊带的定位时,定位板的底部与电池片之间保留间隙,如此,防止定位板过度下压损坏电池片。
16.在一些实施例中,压针安装板上设置有压针安装孔,压针安装孔内设置有弹簧,压针的上端穿接在压针安装孔内并抵靠弹簧,压针的下端向下延伸出压针安装孔。
17.通过设置压针安装孔并在压针安装孔内设置弹簧,实现了压针对焊带的弹性压紧,其一方面能够保证压紧力度,另一方面防止压针压损电池片。
18.在一些实施例中,压针安装孔自上而下贯穿压针安装板,压针安装孔包括孔径较大的上安装孔段及孔径较小的下安装孔段;压针安装板的顶部安装有可移除的挡板,挡板覆盖上安装孔段的上端开口;压针的上端形成有直径大于下安装孔段的孔径的限位部,限位部位于上安装孔段内;弹簧设置在上安装孔段内,弹簧的上端抵靠在挡板上,弹簧的下端抵靠在压针的上端端面上。
19.通过在压针安装板的顶部安装可移除的挡板,并对压针安装孔、压针的结构进行设置,一方面实现了对压针的安装、限位,另一方面方便了对弹簧、压针的维护。
20.在一些实施例中,安装支架的第一端上设置有第一滑轨和第一气缸,安装支架的第二端上设置有第二滑轨和第二气缸,其中:定位板的第一端滑动安装在第一滑轨上且连接第一气缸的驱动端,定位板的第二端滑动安装在第二滑轨上且连接第二气缸的驱动端;第一气缸和第二气缸驱动定位板沿第一滑轨、第二滑轨滑动。
21.通过在安装支架的两端分别设置滑轨和气缸,实现了对定位板的沿竖直方向的驱动。
22.在一些实施例中,安装支架的第一端上设置有第三滑轨和第三气缸,安装支架的第二端上设置有第四滑轨和第四气缸,其中:压针安装板的第一端滑动安装在第三滑轨上且连接第三气缸的驱动端,压针安装板的第二端滑动安装在第四滑轨上且连接第四气缸的驱动端;第三气缸和第四气缸共同驱动压针安装板沿第三滑轨、第四滑轨滑动。
23.通过在安装支架的两端分别设置滑轨和气缸,实现了对压针安装板的沿竖直方向的驱动。
24.在一些实施例中,焊带牵引装置还包括移动机构,安装支架连接在移动机构的驱动端上,移动机构驱动安装支架移动。
25.移动机构带动牵引组件、定位板及压针组件移动,从而使得牵引组件能够将焊带牵引至电池片上。
26.本实用新型的第二方面提供了一种串焊机,其技术方案如下:
27.一种串焊机,包括如权利要求1至9任一项的焊带牵引装置、焊带裁切装置、电池片上料装置、焊带供料装置、焊接输送装置、工装搬运装置及焊接装置,其中:
28.焊带供料装置向焊带牵引装置提供焊带;
29.焊带牵引装置的牵引组件从焊带供料装置上夹取焊带首端并牵引出预定长度,焊带裁切装置将焊带切断,切下的焊带段包括正面焊带段与背面焊带段,焊带牵引装置将预定长度的焊带段牵引至一张电池片处,使焊带段的正面焊带段搭放至该电池片上,背面焊带段平铺在焊接输送装置上;
30.焊带牵引装置的定位板组件将焊带首端定位在该电池片上,焊带牵引装置的牵引组件释放被夹持的焊带首端,焊带牵引装置的压针组件进一步压紧被定位在该电池片上的焊带首端;
31.电池片上料装置向背面焊带段放置另一张电池片;
32.工装搬运装置将工装放置到定位在电池片上的正面焊带段上;
33.焊接输送装置将叠放好的工装、电池片和焊带段朝向焊接装置处运输;
34.焊接装置将叠放在一起的电池片和焊带段焊接成电池串。通过串焊机中各个装置的相互配合,实现电池串的自动化精确焊接,降低了人工成本,且提高了生产效率。
附图说明
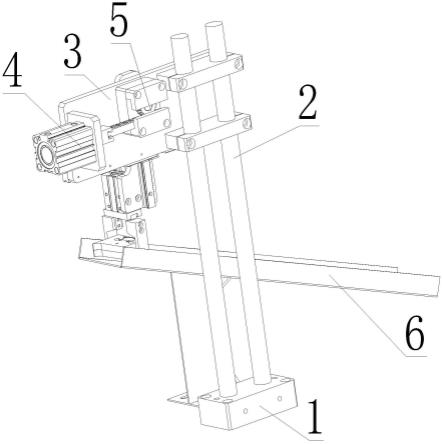
35.图1为本实用新型提供的焊带牵引装置在一个视角下的结构示意图;
36.图2为本实用新型提供的焊带牵引装置在另一个视角下的结构示意图;
37.图3为本实用新型中的定位板的结构示意图;
38.图4为本实用新型中的压针组件的结构示意图;
39.图5为本实用新型中的定位板的局部放大结构示意图;
40.图6为本实用新型中的压针组件的局部放大结构示意图;
41.图1至图6中包括:
42.安装支架1:第一滑轨11、第二滑轨12、第三滑轨13、第四滑轨14;
43.牵引组件2:夹爪21;
44.定位板3:焊带定位槽31、压针通孔32、第一避让槽33、所述第二避让槽34;
45.压针组件4:压针安装板41、压针42、弹簧43、挡板44、限位部421。
具体实施方式
46.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
47.传统的焊带牵引装置仅仅能够将焊带放置在电池片的主栅线上,其存在的问题在于,铺设在电池片上的焊带难以形成与主栅线的紧密贴合,焊带容易水平偏移或向上翘起,从而偏离主栅线,最终影响焊接效果。
48.鉴于此,本实用新型提供了一种焊带牵引装置,如图1至图4所示,本实用新型提供的焊带牵引装置包括安装支架1、牵引组件2、定位板3、压针组件4及移动机构(图未示出),其中:
49.牵引组件2固定安装在移动机构的驱动端上,被移动机构带动移动。牵引组件2包括若干个夹爪21,每个夹爪21均夹紧一根焊带并将焊带叠放在电池片上。可选的,夹爪的数量设置为与电池片上的主栅线的数量相等,即,每个夹爪21将一根焊带对应叠放至电池片上的一条主栅线上。
50.定位板3滑动连接在安装支架1上,定位板3的底部设置有若干焊带定位槽31,定位板3朝向电池片滑动至定位位置时,各焊带定位槽31分别容置一根被夹爪21夹紧的焊带,以将焊带定位在电池片上。如此,各焊带均被定位在对应的主栅线上,从而防止焊带发生水平偏移。可选的,焊带定位槽31的宽度可以略小于焊带宽度,每一个焊带定位槽31能够将每一条焊带直接压紧在电池片上;或者焊带定位槽31的宽度略大于或等于焊带的宽度,至少能够限定焊带在水平方向上的不发生偏移。
51.压针组件4包括压针安装板41及安装在压针安装板41上的若干与若干定位槽31一一对应的压针42,压针安装板41滑动连接在安装支架1上,压针安装板41朝向电池片滑动至压紧位置时,各压针42分别将被对应的焊带定位槽31容置的焊带压紧至电池片上。如此,各焊带均被压紧至对应的主栅线上,从而防止焊带向上翘起。
52.可见,通过牵引组件2、定位板3及压针组件4的配合,本实用新型提供的焊带牵引装置能够将焊带定位、压紧至电池片的主栅线上,从而防止焊带水平偏移、向上翘起,最终保证了焊带对齐,从而保证工装准确将焊带压紧于预定位置,最终提高焊接效果。
53.可选的,压针安装板41位于定位板3的上方,各焊带定位槽31的上方均设有贯穿定位板3并与焊带定位槽31连通的压针通孔32。压针安装板41朝向电池片滑动至压紧位置时,各压针42均经对应的压针通孔32向下穿入至焊带定位槽31内,以压紧被定位槽31容置的焊带。如此,能够保证压针安装板41下压时,其上的各压针42能够精确地压紧在被对应的定位槽31容置的焊带上。
54.如本领域技术人员所知,电池片的侧边位置处较脆弱,受压后很容易破碎,造成整串报废。因此,如图3和图5所示,可选的,定位板3的底部的两端分别设置有第一避让槽33和第二避让槽34,焊带定位槽31均设置在第一避让槽33和所述第二避让槽34之间。
55.通过对第一避让槽33和第二避让槽34之间的间距进行设置,可以实现,当定位板3朝向电池片滑动至定位位置时,电池片的第一侧边位于第一避让槽33的避让位,电池片的与第一侧边相对的第二侧边则位于第二避让槽34的避让位。如此,实现了定位板3对电池片的两个相对侧边的避让,防止电池片的两个相对侧边被定位板3压损。
56.可选的,定位板3的位于第一避让槽33和第二避让槽34之间的底部中间段处于第一水平面上,定位板3的位于第一避让槽33的外侧及第二避让槽34的外侧的底部两侧段处于第二水平面上,第一水平面高于第二水平面。即,定位板3的底部被设置成中间高、两边低的结构,定位槽31均位于较高的底部中间段上。
57.通过设置第一水平面和第二水平面之间产生高度差,即定位板3的底部中间段和底部两侧段的高度差设置为略大于一张电池片厚度与一根焊带宽度(或直径)的厚度的总和。即能够实现,定位板3朝向电池片滑动至定位位置时,定位板3的底部两侧段压靠在承载电池片的承载机构(如电池片焊接输送机构或焊机平台)上,定位板3的底部中间段则贴近电池片以实施对焊带的压紧定位。如此,能够实现,定位板3实施对焊带的定位时,定位板3的底部与电池片之间保持有间隙,防止定位板3直接压靠在电池片上,对电池片造成压损。
58.如图6所示,可选的,压针安装板41上设置有压针安装孔,压针安装孔内设置有弹簧43,压针42的上端穿接在压针安装孔内并抵靠弹簧43,压针42的下端向下延伸出压针安装孔。通过设置压针安装孔并在压针安装孔内设置弹簧43,实现了压针42对焊带的弹性压紧,其一方面能够保证压针42对焊带的压紧力度,另一方面防止压针42施压过大,压损电池
片。
59.继续参考图6所示,可选的,压针安装孔自上而下贯穿压针安装板41,压针安装孔包括孔径较大的上安装孔段及孔径较小的下安装孔段。压针安装板41的顶部安装有可移除的挡板44,挡板44覆盖上安装孔段的上端开口。压针42的上端形成有直径大于下安装孔段的孔径的限位部421,限位部421位于上安装孔段内。弹簧43设置在上安装孔段内,弹簧的上端抵靠在挡板44上,弹簧43的下端抵靠在压针42的上端端面上。
60.通过在压针安装板41的顶部安装可移除的挡板44,并对压针安装孔、压针42的结构进行上述设置,一方面,实现了对压针42的安装及限位,另一方面,则方便了对弹簧43及压针42的维护。
61.可选的,压针安装板41的顶部设置有螺孔,挡板44经螺钉螺接在压针安装板41的顶部。
62.如图1和图2所示,可选的,安装支架1的第一端上设置有第一滑轨11和第一气缸,安装支架1的第二端上设置有第二滑轨12和第二气缸,其中:定位板3的第一端滑动安装在第一滑轨11上且连接第一气缸的驱动端,定位板3的第二端滑动安装在第二滑轨12上且连接第二气缸的驱动端。第一气缸和第二气缸同时驱动定位板沿第一滑轨11、第二滑轨12滑动,从而实现对定位板3的升降驱动。
63.继续参考图1和图2所示,安装支架1的第一端上还设置有第三滑轨13和第三气缸,安装支架1的第二端上设置有第四滑轨14和第四气缸。其中:压针安装板41的第一端滑动安装在第三滑轨13上且连接第三气缸的驱动端,压针安装板41的第二端滑动安装在第四滑轨14上且连接第四气缸的驱动端。第三气缸和第四气缸驱动压针安装板41沿第三滑轨13、第四滑轨14滑动,从而实现对压针安装板的升降驱动。
64.可选的,本实用新型的焊带牵引装置还包括移动机构,安装支架1连接在移动机构的驱动端上,移动机构驱动安装支架移动,从而带动牵引组件2、定位板3及压针组件4移动。
65.本实用新型还提供了一种串焊机,其包括上述任一项所述的焊带牵引装置,以及焊带裁切装置、电池片上料装置、焊带供料装置、焊接输送装置及焊接装置,串焊机的串焊过程如下:
66.焊带供料装置向焊带牵引装置提供焊带;
67.焊带牵引装置的牵引组件从焊带供料装置上夹取焊带首端并牵引出预定长度,随后焊带裁切装置将这段已牵引出预定长度的焊带段切下,切下的焊带段包括正面焊带段与背面焊带段,焊带牵引装置将该焊带段继续牵引至一张电池片(该电池片已压住上一段焊带段的背面焊带段)处,使焊带段的正面焊带段搭放至该电池片上,背面焊带段平铺在焊接输送装置(或其他用于承载焊带及电池片的部件)上;
68.焊带牵引装置的定位板组件将焊带首端定位在该电池片上,焊带牵引装置的牵引组件释放被夹持的焊带首端,焊带牵引装置的压针组件进一步压紧被定位在该电池片上的焊带首端;
69.电池片上料装置向背面焊带段放置另一张电池片;
70.工装搬运装置将工装放置到定位在电池片上的正面焊带段上;
71.焊接输送装置将叠放好的工装、电池片和焊带段朝向焊接装置处运输;焊接装置将叠放在一起的电池片和焊带段焊接成电池串。
72.至此,完成了当前焊带和电池片的叠放。可选的,此时,可将压紧工装搬运至正面焊带段上压紧焊带。
73.重复执行上述步骤,不断完成电池片、焊带以及工装的叠放。
74.接着,焊接输送装置将叠放好的电池片和焊带朝向焊接装置输送,由焊接装置将叠放在一起的电池片和焊带段焊接成电池串。
75.出于节省机台内空间、放置物料精度等考量,可以采用机器人辅助电池片上料装置、工装搬运装置分别放置电池片以及工装。
76.以上提供了焊带牵引、叠放压紧及最终焊串的基本过程,可见,通过串焊机中各个装置的相互配合,实现电池串的自动化焊接,降低了人工成本,且提高了生产效率及产品品质。
77.上文对本实用新型进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本实用新型的真实精神和范围的前提下做出所有改变都应该属于本实用新型的保护范围。本实用新型所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。