1.本发明涉及电池组件包装设备技术领域,特别涉及一种太阳能电池边框贴片机。
背景技术:
2.太阳能电池组件为方形板结构,中间有玻璃材质的电池板,电池板外周通过金属材质保护包装,太阳能电池组件在转运时,将多张电池板叠放而后装车,叠放运输时颠簸容易引起电池板破碎或磨损,为了减轻电池板运输过程中损坏的几率,在电池板叠放前将电池板的外边框位置包裹纸质或泡沫材质的外包层后再摞放,即可减小电池板摞放运输途中由于颠簸造成电池板损坏的几率。
3.然而,就目前电池板包层安装方式而言,需要手工将纸质包层或泡沫减震层在电池板边框上固定,手工操作效率较低,且固定后外包层容易脱落。
技术实现要素:
4.有鉴于此,本发明提供一种太阳能电池边框贴片机,其具有自动贴片作用,通过传送机构对太阳能电池组件转移并固定,再通过自动贴片机构将具有一定厚度和弹性的贴片粘贴在太阳能电池组件边框表面,从而减轻相邻两电池板之间在运输途中的磨损和碰撞,降低运输途中造成的损失,提高工作效率和减震层安装的牢固性。
5.本发明提供了一种太阳能电池边框贴片机,具体包括机架;所述机架的内部通过螺栓固定连接有进给传送机构;所述归正机构设在机架的内部,且归正机构包括有归正梁体、双向牵引组件、归正推板和定紧气缸;所述归正梁体固定连接在机架的内部,且归正梁体上方滑动连接两处归正推板;所述双向牵引组件安装在机架的内部,且双向牵引组件固定连接两处归正推板的下表面;所述横向运载梁体安装在机架内;所述贴片机构固定连接在横向运载梁体的下表面两侧,且贴片机构包括有压紧轮组、贴片架、剪带机构和放卷机构;所述贴片架固定连接在横向运载梁体的下表面。
6.可选地,所述机架包括有电池板进口、电池板出口、侧导向轨和控制面板,电池板进口开设在机架的左侧;电池板出口开设在机架的右侧;侧导向轨设有两处,两处侧导向轨通过螺栓分别连接在机架的两内侧壁上;控制面板固定连接在机架的前方,且控制面板通过电性连接线连接进给传送机构、归正机构、横向运载梁体和贴片机构。
7.可选地,所述归正梁体的上表面通过螺栓固定连接有归正导轨,且归正导轨的两侧设有滑槽。
8.可选地,所述双向牵引组件包括有传动带轮、牵引电机和牵引同步带;传动带轮设有两处,两处传动带轮均通过轴承转动连接在机架的内载板上;牵引电机固定连接在机架的内载板上,且牵引电机的输出轴固定连接并驱动前侧的传动带轮;牵引同步带为齿形带,且牵引同步带连接两处传动带轮。
9.可选地,所述归正推板包括有推板导向块、归正夹轮和定紧夹板,推板导向块通过螺钉固定连接在归正推板的下表面上,且推板导向块的内侧设有导向方槽;归正夹轮通过
轴承转动连接在归正推板的上表面;定紧夹板固定连接在归正推板的下表面上。
10.可选地,所述定紧气缸固定连接在归正推板的内侧表面上,且定紧气缸包括有定紧顶板,定紧顶板固定连接在定紧气缸的输出轴上。
11.可选地,所述压紧轮组固定连接在贴片架上,压紧轮组包括有有主压架、第一气缸、辅助压架和第二气缸,第一气缸的输出端固定连接主压架,主压架的下方转动连接有主压轮,第二气缸的输出端固定连接辅助压架,辅助压架下端转动连接有辅助压轮。
12.可选地,所述剪带机构设在贴片架的后表面上,且剪带机构包括有剪带推进气缸,剪带推进气缸固定连接在剪带机构里侧表面上,且剪带推进气缸输出端固定连接气动剪刀。
13.可选地,所述放卷机构包括有放带器和贴片带卷,放带器固定连接在主压架上,贴片带卷设在贴片架的外侧表面上。
14.有益效果
15.根据本发明的各实施例的太阳能电池边框贴片机,与传统太阳能电池组件包层装配方式相比,其具有自动贴片作用,通过传送机构对太阳能电池组件转移并固定,再通过自动贴片机构将具有一定厚度和弹性的贴片粘贴在太阳能电池组件边框表面,从而减轻相邻两电池板之间在运输途中的磨损和碰撞,降低运输途中造成的损失,提高工作效率和减震层安装的牢固性。
16.此外,通过进给传送机构和机架的作用,在机架右侧的电池板进口和左侧的电池板出口之间设有进给传送机构,进给传送机构主体为传送带结构,通过内置的驱动件带动进给传送机构动作,使进入电池板进口的太阳能电池组件在进给传送机构的带动下向右侧移动,通过控制面板的plc控制系统自动控制设备整体驱动机构的动作,进行自动化生产。
17.此外,通过归正机构的作用,电池板到达预定位置后,进给传送机构停止动作,牵引电机驱动传动带轮逆时针转动,带动牵引同步带动作,通过两端的定紧夹板和牵引同步带之间固定连接,前侧的定紧夹板通过螺栓固定连接在传动带轮右侧的带体上,后侧的定紧夹板通过螺栓固定连接在传动带轮左侧的带体上,因此牵引同步带逆时针转动可以同时带动两处归正推板同时向中间靠拢,当两处归正推板向中间靠拢时,通过前方和后方的归正夹轮对太阳能电池组件进行正位,通过归正夹轮将电池板推动在中间并夹紧,控制定紧气缸向上推动定紧顶板,使定紧顶板对电池板进一步定位。
18.此外,通过第一气缸和第二气缸分别实现对主压架和辅助压架推动,有利于分别控制主压架和辅助压架的压紧动作,配合贴片动作的实现,放带器设在主压架上,通过放带器将贴片带体设置在主压轮的下方,便于进行带体压紧粘贴,气动剪刀在剪带推进气缸的推动下实现位移,并通过气动控制进行剪切动作,实现对贴片带的剪切。
附图说明
19.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
20.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
21.在附图中:
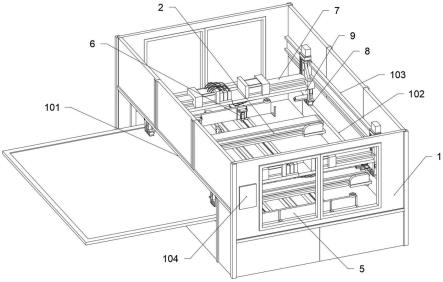
22.图1示出了根据本发明的实施例的电池板贴片装置的整体结构的示意图;
23.图2示出了根据本发明的实施例机架内部的示意图;
24.图3示出了根据本发明的实施例图1的俯视示意图;
25.图4示出了根据本发明的实施例归正机构的示意图;
26.图5示出了根据本发明的实施例横向运载梁体的示意图;
27.图6示出了根据本发明的实施例贴片机构贴片前的示意图;
28.图7示出了根据本发明的实施例贴片机构贴片中的示意图。
29.图8示出了根据本发明的实施例贴片机构贴片复位后的示意图。
30.图9示出了根据本发明的实施例剪带机构的示意图。
31.图10示出了根据本发明的实施例图4的a处局部放大示意图。
32.附图标记列表
33.1、机架;101、电池板进口;102、电池板出口;103、侧导向轨;104、控制面板;2、进给传送机构;3、归正梁体;301、归正导轨;4、双向牵引组件;401、牵引电机;402、传动带轮;403、牵引同步带;5、归正推板;501、推板导向块;502、归正夹轮;503、定紧夹板;6、定紧气缸;601、定紧顶板;7、横向运载梁体;8、压紧轮组;801、主压架;8011、第一气缸;8012、主压轮;802、辅助压架;8021、第二气缸;8022、辅助压轮;9、贴片架;10、剪带机构;1001、剪带推进气缸;1002、气动剪刀;11、放带器;1101、贴片带卷。
具体实施方式
34.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
35.实施例:请参考图1至图10:
36.本发明提出了一种太阳能电池边框贴片机,包括机架1;机架1的内部通过螺栓固定连接有进给传送机构2;归正机构设在机架1的内部,且归正机构包括有归正梁体3、双向牵引组件4、归正推板5和定紧气缸6;归正梁体3固定连接在机架1的内部,且归正梁体3上方滑动连接两处归正推板5,如图4所示,归正梁体3的上表面通过螺栓固定连接有归正导轨301,且归正导轨301的两侧设有滑槽;归正梁体3设有两处,归正梁体3和归正导轨301连接,归正导轨301起到导向作用,归正导轨301上滑动连接推板导向块501,起到对推板导向块501移动的导向作用,实现归正推板5平稳匀速直线运动;双向牵引组件4安装在机架1的内部,且双向牵引组件4固定连接两处归正推板5的下表面;横向运载梁体7安装在机架1内;贴片机构固定连接在横向运载梁体7的下表面两侧,且贴片机构包括有压紧轮组8、贴片架9、剪带机构10和放卷机构;贴片架9固定连接在横向运载梁体7的下表面。
37.此外,根据本发明的实施例,如图2所示,电池板进口101开设在机架1的左侧;电池板出口102开设在机架1的右侧;侧导向轨103设有两处,两处侧导向轨103通过螺栓分别连接在机架1的两内侧壁上;控制面板104固定连接在机架1的前方,且控制面板104通过电性连接线连接进给传送机构2、归正机构、横向运载梁体7和贴片机构;在机架1右侧的电池板进口101和左侧的电池板出口102之间设有进给传送机构2,进给传送机构2主体为传送带结构,通过内置的驱动件带动进给传送机构2动作,使进入电池板进口101的太阳能电池组件在进给传送机构2的带动下向右侧移动,通过控制面板104的plc控制系统自动控制设备整
体驱动机构的动作,进行自动化生产。
38.此外,根据本发明的实施例,如图4所示,传动带轮402设有两处,两处传动带轮402均通过轴承转动连接在机架1的内载板上;牵引电机401固定连接在机架1的内载板上,且牵引电机401的输出轴固定连接并驱动前侧的传动带轮402;牵引同步带403为齿形带,且牵引同步带403连接两处传动带轮402;当电池板到达预定位置后,进给传送机构2停止动作,牵引电机401驱动传动带轮402逆时针转动,带动牵引同步带403动作,通过两端的定紧夹板503和牵引同步带403之间固定连接,前侧的定紧夹板503通过螺栓固定连接在传动带轮402右侧的带体上,后侧的定紧夹板503通过螺栓固定连接在传动带轮402左侧的带体上,因此牵引同步带403逆时针转动可以同时带动两处归正推板5同时向中间靠拢,相反的,牵引同步带403顺时针转动可同时带动两处归正推板5向外侧移动。
39.此外,根据本发明的实施例,如图4所示,推板导向块501通过螺钉固定连接在归正推板5的下表面上,且推板导向块501的内侧设有导向方槽;归正夹轮502通过轴承转动连接在归正推板5的上表面;定紧夹板503固定连接在归正推板5的下表面上;当两处归正推板5向中间靠拢时,通过前方和后方的归正夹轮502对太阳能电池组件进行正位,通过归正夹轮502将电池板推动在中间并夹紧;定紧气缸6固定连接在归正推板5的内侧表面上,且定紧气缸6包括有定紧顶板601,定紧顶板601固定连接在定紧气缸6的输出轴上;当归正夹轮502将电池板推动在中间并夹紧后,控制定紧气缸6向上推动定紧顶板601,使定紧顶板601对电池板进一步定位。
40.此外,根据本发明的实施例,如图6所示,压紧轮组8固定连接在贴片架9上,第一气缸8011的输出端固定连接主压架801,主压架801的下方转动连接有主压轮8012,第二气缸8021的输出端固定连接辅助压架802,辅助压架802下端转动连接有辅助压轮8022;通过第一气缸8011和第二气缸8021分别实现对主压架801和辅助压架802推动,有利于分别控制主压架801和辅助压架802的压紧动作。
41.此外,根据本发明的实施例,如图8所示,放带器11固定连接在主压架801上,贴片带卷1101设在贴片架9的外侧表面上;放带器11设在主压架801上,通过放带器11将贴片带体设置在主压轮8012的下方,便于进行带体压紧粘贴;在贴片机构进行工作时,首先,如附图8所示,主压架801和辅助压架802呈收缩状态,当电池板正位后,通过第一气缸8011和第二气缸8021同时对主压架801和辅助压架802推动,使主压轮8012和辅助压轮8022同时解除电池板边框的表面,并通过主压轮8012将贴片带体压紧在边框表面上,将带有一定粘性的贴片带体与边框粘合,如附图6的状态所示,横向运载梁体7向主压架801所在的方向移动,即通过辅助压轮8022的作用将贴片带体再次滚压,而后第一气缸8011收缩,如附图7所示,剪带机构10设在贴片架9的后表面上,且剪带机构10包括有剪带推进气缸1001,剪带推进气缸1001固定连接在剪带机构10里侧表面上,且剪带推进气缸1001输出端固定连接气动剪刀1002;气动剪刀1002在剪带推进气缸1001的推动下实现位移,并通过气动控制进行剪切动作,实现对贴片带的剪切,同时剪带机构10的剪带推进气缸1001将气动剪刀1002向带体推动,并控制气动剪刀1002剪切动作,将主压轮8012和辅助压轮8022之间的带体切断,而后横向运载梁体7继续向主压轮8012的方向移动一定距离后,带动辅助压轮8022压紧贴片带体的末端,而后第二气缸8021收缩,实现复位。
42.本实施例的具体使用方式与作用:本发明中,首先,通过进给传送机构2动作,使太
阳能电池组件传送进入电池板进口101后持续向右侧移动,当电池板到达预定位置后,进给传送机构2停止动作,牵引电机401驱动传动带轮402逆时针转动,带动牵引同步带403动作,通过两端的定紧夹板503和牵引同步带403之间固定连接,前侧的定紧夹板503通过螺栓固定连接在传动带轮402右侧的带体上,后侧的定紧夹板503通过螺栓固定连接在传动带轮402左侧的带体上,因此牵引同步带403逆时针转动可以同时带动两处归正推板5同时向中间靠拢,两处归正推板5向中间靠拢时,通过前方和后方的归正夹轮502对太阳能电池组件进行正位,通过归正夹轮502将电池板推动在中间并夹紧,归正夹轮502将电池板推动在中间并夹紧后,控制定紧气缸6向上推动定紧顶板601,使定紧顶板601对电池板进一步定位,在贴片机构进行工作时,主压架801和辅助压架802呈收缩状态,当电池板正位后,通过第一气缸8011和第二气缸8021同时对主压架801和辅助压架802推动,使主压轮8012和辅助压轮8022同时解除电池板边框的表面,并通过主压轮8012将贴片带体压紧在边框表面上,将带有一定粘性的贴片带体与边框粘合,横向运载梁体7向主压架801所在的方向移动,即通过辅助压轮8022的作用将贴片带体再次滚压,而后第一气缸8011收缩,同时剪带机构10的剪带推进气缸1001将气动剪刀1002向带体推动,并控制气动剪刀1002剪切动作,将主压轮8012和辅助压轮8022之间的带体切断,而后横向运载梁体7继续向主压轮8012的方向移动一定距离后,带动辅助压轮8022压紧贴片带体的末端,而后第二气缸8021收缩,实现复位,而后定紧气缸6收缩,牵引电机401反向转动,通过进给传送机构2将电池板从电池板出口102的位置传送出,完成太阳能电池组件的贴片。
43.最后,需要说明的是,本发明在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关系等,同样适用于其他构件/其他成对的构件。
44.以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。