1.本实用新型涉及一种弯管机。
背景技术:
2.工业制造领域有越来越多的工艺步骤由机械替代人工执行,基本上能够实现半自动化。这与近些年机器替人的政策导向密不可分,总体上加快了工业化、也加深了工业化。柴油机上使用的油管生产行业属于劳动密集型行业,生产过程中工艺步骤多、劳动强度大。尤其是将笔直的半成品油管弯曲的作业,不仅劳动强度大、作业精度要求高,所以在完全有人工操作的情况下弯管作业的工作效率极低。目前,已经通过数控的弯管机实现了全自动弯管作业,只需要人工负责上料、卸料的操作,其它弯曲管料的操作则由弯管机上完成。从整个生产工艺来看,弯管机虽然解决了弯管步骤的自动化问题,但在给弯管机安装上待加工的管料的步骤仍然未实现自动化。上料阶段,工人与设备之间距离非常近,存在一定的安全隐患,尤其是误操作情况下没法避免工人受伤的风险。因此,现有的生产过程中在上料环节存在劳动强度大、安全隐患高的问题。
技术实现要素:
3.本实用新型要解决的技术问题是如何通过自动化设备完成给弯管机上料,由此得到一种匹配上料功能的弯管机。
4.为解决上述技术问题,本实用新型采用如下技术方案:该弯管机包括推送部件、弯管部件,所述推送部件设有在笔直路径上可往复直线运动的夹具,所述弯管部件位于夹具的运动方向上,所述弯管机设有供料部件,所述供料部件包括升降平移搬运组件和步进式输送组件,所述升降平移搬运组件上设有气爪,所述步进式输送组件包括成组输送单元、单个输送单元、横向平移单元、机架,所述横向平移单元包括支撑板ⅰ和平移气缸,所述支撑板ⅰ通过导轨活动安装在机架上,所述平移气缸安装在机架上,所述平移气缸的活塞杆与支撑板ⅰ连接并且平移气缸驱动支撑板ⅰ在机架上做水平方向上的直线往复运动,所述机架上至少设有两块平行分布的支撑板ⅰ,所述支撑板ⅰ上设有等间距分布的凹槽ⅰ和等间距分布的凹槽ⅱ,等间距分布的凹槽ⅰ和等间距分布的凹槽ⅱ在支撑板ⅰ上连续分布,所述成组输送单元包括支撑板ⅱ、抬升气缸ⅰ,所述抬升气缸ⅰ安装在机架上,所述支撑板ⅱ安装在抬升气缸ⅰ的活塞杆上并且抬升气缸ⅰ驱动支撑板ⅱ在竖直方向上直线往复运动,所述机架上设有两块平行分布的支撑板ⅱ,所述支撑板ⅰ平行于支撑板ⅱ,所述支撑板ⅱ都位于支撑板ⅰ之间并且支撑板ⅱ位于支撑板ⅰ上设有凹槽ⅰ的部位之间,所述支撑板ⅱ上设有等间距分布的凹槽ⅲ,所述凹槽ⅲ的横截面与凹槽ⅰ的横截面都为等腰三角形,所述单个输送单元包括支撑板ⅲ、抬升气缸ⅱ,所述抬升气缸ⅱ安装在机架上,所述支撑板ⅲ安装在抬升气缸ⅱ的活塞杆上并且抬升气缸ⅱ驱动支撑板ⅲ在竖直方向上直线往复运动,所述机架上设有两块平行分布的支撑板ⅲ,所述支撑板ⅰ平行于支撑板ⅲ,所述支撑板ⅲ都位于支撑板ⅰ之间并且支撑板ⅲ位于支撑板ⅰ上设有凹槽ⅱ的部位之间,所述支撑板ⅲ上设有等间距分布的凹槽
ⅳ
,所述凹槽ⅳ的横截面与凹槽ⅱ的横截面都为直角三角形,所述凹槽ⅰ的开口宽度、凹槽ⅱ的开口宽度、凹槽ⅲ的开口宽度、凹槽ⅳ的开口宽度都相同,所述支撑板ⅱ上的凹槽ⅲ的间距与支撑板ⅰ上的凹槽ⅰ的间距相同,所述支撑板ⅲ上的凹槽ⅳ的间距与支撑板ⅰ上的凹槽ⅱ的间距相同,所述凹槽ⅰ与凹槽ⅲ之间矩阵排列,所述凹槽ⅱ与凹槽ⅳ之间错位排列,所述气爪的运动范围伸入到凹槽ⅱ之间区域以及夹具的前方。
5.推送部件位于输送部件的输送方向,输送部件的作用在于存储管料和以单根方式输出管料。管料在步进式输送组件上先是以多根为一组的方式在成组输送单元所在位置的上方成组输送且输送过程为步进式运动,当成组的管料被置于单个输送单元所在位置的上方输送时管料以一根接着一根的方式靠近气爪并被气爪带走。升降平移搬运组件上的气爪最终将管料置于推送部件上,完成上料操作。在该技术方案中管料先是成组输送接着单根输送,这样不仅可以减少能耗、关键在于能够降低对升降平移搬运组件在工作精度方面的要求,使升降平移搬运组件仅仅保持少数几个极端位置即可参与工作;排除了气爪夹取与上料位置逐一远离的位置上的管料,那样的话需要设置多个气爪停止的位置,这对于软件编程和结构设计来说都会来复杂化的问题。在管料都朝着一个固定位置逐一进入后,气爪只需要在一个固定位置停止即可,再将上料工位设置为另一个停止位置,那样可以简化结构、简化程序,从而确保升降平移搬运组件能够稳定可靠地长期运转。
6.步进式输送组件的存储功能集中体现在成组输送单元所在位置的上方即支撑板ⅰ上设有凹槽ⅰ的部位处,步进式输送组件的以单根方式输出管料的功能集中体现在单个输送单元所在位置的上方即支撑板ⅰ上设有凹槽ⅱ的部位处。在综合衡量存储功能和以单根方式输出管料的功能在步进式输送组件中的占比时,发现在保持以单根方式输出管料的功能的前提下强化存储功能后,在上料阶段工人接触弯管机的时间大幅减少、步进式输送组件工作所需能耗也有明显降低。由此,本技术方案中所述支撑板ⅰ上设有凹槽ⅰ的部位的长度大于支撑板ⅰ上设有凹槽ⅱ的部位的长度。这样就强化了存储功能。为了更好地识别管料的输出位置、增加在调整过程中的便利程度,与凹槽ⅰ相邻的一个凹槽ⅱ的宽度大于其它凹槽ⅱ的宽度,凹槽ⅰ的数量为凹槽ⅱ的数量的整数倍,那样就可以在肉眼可辨的情况下进行成组输送作业的调试工作、以及气爪夹取管料作业的调试工作。
7.在本技术方案中升降平移搬运组件具有立体空间搬运的能力,具体的,所述升降平移搬运组件包括纵向平移单元、升降直线单元、横向平移单元和气爪,所述横向平移单元安装在纵向平移单元上并且纵向平移单元驱动横向平移单元在水平方向上做直线往复运动,所述升降直线单元安装在横向平移单元上并且横向平移单元驱动升降直线单元在水平方向上做直线往复运动,所述气爪安装在升降直线单元上并且升降直线单元驱动气爪在竖直方向做直线往复运动,所述气爪在升降直线单元上的直线往复运动的方向垂直于升降直线单元在横向平移单元上的直线往复运动的方向,所述升降直线单元在横向平移单元上的直线往复运动的方向、气爪在升降直线单元上的直线往复运动的方向都垂直于横向平移单元在纵向平移单元上的直线往复运动的方向。如此结构,可以减少搬运路径的长度,以最短的搬运路径完成管料转移;另外,可以基于较短的搬运路径获得较高的工作效率,促使上料操作的效率进一步得到提高。
8.本实用新型采用上述技术方案:弯管机通过配置上料功能,实现了替代人工方式进行自动化上料操作,降低人员劳动强度、提高作业的安全性、提高上料作业的工作效率。
附图说明
9.下面结合附图和具体实施方式对本实用新型作进一步具体说明。
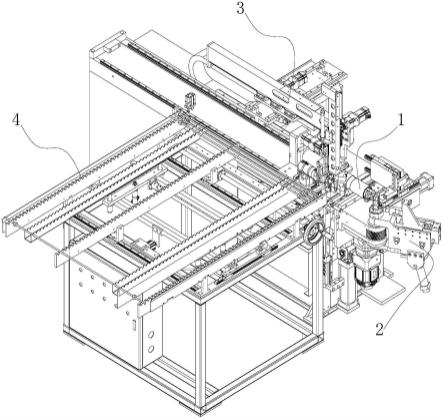
10.图1为本实用新型一种弯管机的立体图;
11.图2为本实用新型一种弯管机的步进式输送组件工作示意图ⅰ;
12.图3为本实用新型一种弯管机的步进式输送组件工作示意图ⅱ;
13.图4为本实用新型一种弯管机的步进式输送组件工作示意图ⅲ;
14.图5为本实用新型一种弯管机的步进式输送组件工作示意图ⅳ;
15.图6为本实用新型一种弯管机的步进式输送组件工作示意图
ⅴ
;
16.图7为本实用新型一种弯管机的步进式输送组件工作示意图ⅵ;
17.图8为本实用新型一种弯管机的步进式输送组件工作示意图ⅶ。
具体实施方式
18.如图1所述,弯管机设有推送部件1、弯管部件2和供料部件。
19.供料部件用于一根接着一根地输出管料给推送部件1。推送部件1设有在笔直路径上可往复直线运动的夹具,弯管部件2位于夹具的运动方向上,夹具夹住管料并将管料置于弯管部件2中。弯管部件2用于弯曲管料、使管料弯曲呈所需的结构。
20.该供料部件包括升降平移搬运组件3和步进式输送组件4。
21.升降平移搬运组件3包括纵向平移单元、升降直线单元、横向平移单元和气爪。
22.纵向平移单元包括底座ⅰ、载物台ⅰ、气缸。底座ⅰ固定安装在推送部件1上,载物台ⅰ通过导轨以滑动方式安装在底座ⅰ顶部,载物台ⅰ在底座ⅰ上可以做直线滑动运动。气缸的缸体固定安装在底座ⅰ上,气缸的活塞杆与载物台ⅰ连接,气缸的活塞杆伸缩后可以驱动载物台ⅰ运动。载物台ⅰ在底座ⅰ上的运动方向为水平方向并且该方向平行于步进式输送组件4的输送方向,气缸的活塞杆伸缩后便可驱动载物台ⅰ做直线往复运动。
23.横向平移单元包括底座ⅱ、载物台ⅱ、电机。底座ⅱ固定安装在纵向平移单元的载物台ⅰ上。横向平移单的载物台ⅱ通过导轨以滑动方式安装在底座ⅱ顶部,载物台ⅱ在底座ⅱ上可以做直线滑动运动。电机固定安装在底座ⅱ上,电机的输出轴上设有齿轮,载物台ⅱ上设有齿条,齿轮与齿条啮合,电机启动后即可驱动载物台ⅱ运动。载物台ⅱ在底座ⅱ上的运动方向为水平方向,电机正反转后便可驱动载物台ⅱ做直线往复运动。
24.升降直线单元包括载物台ⅲ、电机,载物台ⅲ通过导轨以滑动方式安装在载物台ⅱ上,电机固定安装在载物台ⅱ上,电机的输出轴上设有齿轮,载物台ⅲ上设有齿条,齿轮与齿条啮合,电机启动后即可驱动载物台ⅲ运动。载物台ⅲ在载物台ⅱ上的运动方向为竖直方向,电机正反转后便可驱动载物台ⅲ做直线往复运动。气爪固定安装在载物台ⅲ上。
25.纵向平移单元可带动可驱动横向平移单元在水平方向上做直线往复运动,该水平运动方向记为x。横向平移单元可驱动升降直线单元在水平方向上做直线往复运动,该水平运动方向记为z。升降直线单元驱动气爪在竖直方向做直线往复运动,该竖直运动方向记为y。运动方向x垂直运动方向z;运动方向x和运动方向z都为水平方向,故而都与运动方向y垂直,即升降直线单元在横向平移单元上的直线往复运动的方向、气爪在升降直线单元上的直线往复运动的方向都垂直于横向平移单元在纵向平移单元上的直线往复运动的方向。所以,气爪在纵向平移单元、升降直线单元、横向平移单元共同驱动下可以在立体空间内运
动。气爪的运动范围可以伸入到夹具的前方,以便将夹具上的管料装配到推送部件1上。
26.步进式输送组件4包括成组输送单元、单个输送单元、横向平移单元、机架。成组输送单元、单个输送单元、横向平移单元都安装在机架上。
27.横向平移单元包括支撑板ⅰ5和平移气缸6,支撑板ⅰ5通过导轨活动安装在机架上,平移气缸6的缸体固定安装在机架上,平移气缸6的活塞杆与支撑板ⅰ5连接并且平移气缸6驱动支撑板ⅰ5在机架上做水平方向上的直线往复运动。机架上设有两块平行分布的支撑板ⅰ5,每块支撑板ⅰ5都有对应的一个平移气缸6;两块支撑板ⅰ5同步同向运动。支撑板ⅰ5的长度较长,推送部件1在支撑板ⅰ5长度的延伸方向上。支撑板ⅰ5上设有等间距分布的凹槽ⅰ7和等间距分布的凹槽ⅱ8,凹槽ⅰ7连续分布在支撑板ⅰ5的一部分、凹槽ⅱ8连续分布在支撑板ⅰ5的另一部分,所以等间距分布的凹槽ⅰ7和等间距分布的凹槽ⅱ8在支撑板ⅰ5上连续分布。其中,紧挨着凹槽ⅰ7的一个凹槽ⅱ8的开口宽度大于其它凹槽ⅱ8的宽度。如图2所示,初始状态下,平移气缸6收缩,支撑板ⅰ5位于远离推送部件1的该侧。
28.成组输送单元包括支撑板ⅱ9、抬升气缸ⅰ10。抬升气缸ⅰ10的缸体安装在机架上,支撑板ⅱ9安装在抬升气缸ⅰ10的活塞杆上并且抬升气缸ⅰ10驱动支撑板ⅱ9在竖直方向上直线往复运动,支撑板ⅱ9上还设有导柱,导柱与机架上导套滑动连接而起到导向作用。机架上设有两块平行分布的支撑板ⅱ9,支撑板ⅰ5平行于支撑板ⅱ9,两块支撑板ⅱ9都位于支撑板ⅰ5之间并且支撑板ⅱ9位于支撑板ⅰ5上设有凹槽ⅰ7的部位之间。支撑板ⅱ9上设有等间距分布的凹槽ⅲ11,凹槽ⅲ11的横截面与凹槽ⅰ7的横截面都为等腰三角形。如图2所示,初始状态下抬升气缸ⅰ10收缩,支撑板ⅱ9的高度小于支撑板ⅰ5的高度。
29.单个输送单元包括支撑板ⅲ12、抬升气缸ⅱ13。抬升气缸ⅱ13的缸体安装在机架上,支撑板ⅲ12安装在抬升气缸ⅱ13的活塞杆上并且抬升气缸ⅱ13驱动支撑板ⅲ12在竖直方向上直线往复运动,支撑板ⅲ12上还设有导柱,导柱与机架上导套滑动连接而起到导向作用。机架上设有两块平行分布的支撑板ⅲ12,支撑板ⅰ5平行于支撑板ⅲ12,支撑板ⅲ12都位于支撑板ⅰ5之间并且支撑板ⅲ12位于支撑板ⅰ5上设有凹槽ⅱ8的部位之间。支撑板ⅲ12上设有等间距分布的凹槽ⅳ14,凹槽ⅳ14的横截面与凹槽ⅱ8的横截面都为直角三角形。凹槽ⅰ7的开口宽度、凹槽ⅱ8的开口宽度、凹槽ⅲ11的开口宽度、凹槽ⅳ14的开口宽度都相同;支撑板ⅱ9上的凹槽ⅲ11的间距与支撑板ⅰ5上的凹槽ⅰ7的间距相同,支撑板ⅲ12上的凹槽ⅳ14的间距与支撑板ⅰ5上的凹槽ⅱ8的间距相同。如图2所示,初始状态下抬升气缸ⅱ13收缩,支撑板ⅲ12的高度小于支撑板ⅰ5的高度。
30.凹槽ⅰ7与凹槽ⅲ11之间矩阵排列,这样管料才能同时嵌入在凹槽ⅰ7、凹槽ⅲ11中;凹槽ⅱ8与凹槽ⅳ14之间错位排列,任意一个凹槽ⅱ8的底部位置正对相邻的两个凹槽ⅳ14的底部之间的位置,管料在凹槽ⅱ8、凹槽ⅳ14之间只能落入其中一个。气爪的运动范围可以伸入到位于支撑板ⅰ5的端部的凹槽ⅱ8之间区域。
31.支撑板ⅰ5上设有凹槽ⅰ7的部位的长度大于支撑板ⅰ5上设有凹槽ⅱ8的部位的长度,这就使得支撑板ⅰ5在凹槽ⅰ7可以放置多根管料。另外,凹槽ⅰ7的数量为凹槽ⅱ8的数量的整数倍,凹槽ⅳ14的数量、凹槽ⅲ11的数量都与凹槽ⅱ8的数量相同。
32.如图2所示,使用时,向支撑板ⅰ5上放置管料,管料为笔直状,每根管料两端都为嵌入到处于水平方向的两个凹槽ⅰ7内;接着,平移气缸6伸出,推动支撑板ⅰ5朝着推送部件1所在位置运动,这样管料的空间位置得到变化、更靠近推送部件1所在位置,如图3所示。成组
输送单元上的抬升气缸ⅰ10抬起支撑板ⅱ9,直至管料嵌入到凹槽ⅲ11内、管料脱离支撑板ⅰ5。与此同时,单个输送单元也会进入作业状态,与成组输送单元同步运动,如图4所示。单个输送单元的支撑板ⅲ12由抬升气缸ⅱ13驱动而上升。两个凹槽ⅳ14之间的尖状部位伸入凹槽ⅰ7的底部,管料横截面为圆形,在两个凹槽ⅳ14之间的尖状部位支撑管料底部的一侧且偏离于最底部的部位、依靠管料自身重力而顺势朝着推送部件1所在位置的方向滑入凹槽ⅳ14内,此后,管料脱离支撑板ⅰ5而处于支撑板ⅲ12上。
33.如图5所示,横向平移单元的平移气缸6收缩,支撑板ⅰ5恢复到初始状态;接着,抬升气缸ⅰ10放下支撑板ⅱ9,直至管料回到凹槽ⅰ7内,管料脱离支撑板ⅱ9而恢复到初始状态;与此同时,支撑板ⅰ5设有凹槽ⅱ8的部位刚好位于支撑板ⅲ12下方,支撑板ⅲ12下降后两个凹槽ⅱ8之间的尖状部位支撑管料底部的一侧且偏离于最底部的部位、依靠管料自身重力而顺势朝着推送部件1所在位置的方向滑入凹槽ⅱ8内,这样管料脱离支撑板ⅲ12而处于支撑板ⅰ5的凹槽ⅱ8内。如图6所示,此时,管料在支撑板ⅰ5上的相对位置已经发生改变,变得更靠近推送部件1所在位置。在此过程中,管料输送前行以多根为一组,每次步进式运动都能成组输送多根管料。此时,刚好有一根管料被置于位于支撑板ⅰ5的端部的凹槽ⅱ8内时,气爪运动至此并抓取管料送到夹具所在位置。
34.成组输送单元向支撑板ⅰ5的凹槽ⅱ8内转移进入多根管料后,成组输送单元在凹槽ⅱ8内的管料未完全输出前不会将管料转移进入凹槽ⅱ8内。接下来进入单个输送单元逐一输送管料的阶段。如图7所示,管料进入凹槽ⅱ8内后支撑板ⅰ5处于靠近推送部件1的位置,凹槽ⅱ8与凹槽ⅳ14之间保持错位排列的位置关系,单个输送单元的支撑板ⅲ12由抬升气缸ⅱ13驱动而做升降运动。支撑板ⅲ12上升后,两个凹槽ⅳ14之间的尖状部位伸入凹槽ⅱ8的底部,管料横截面为圆形,在两个凹槽ⅳ14之间的尖状部位支撑管料底部的一侧且偏离于最底部的部位、依靠管料自身重力而顺势朝着推送部件1所在位置的方向滑入凹槽ⅳ14内,此后,管料脱离支撑板ⅰ5而处于支撑板ⅲ12上。如图8所示,当支撑板ⅲ12下降时,两个凹槽ⅱ8之间的尖状部位支撑管料底部的一侧且偏离于最底部的部位、依靠管料自身重力而顺势朝着推送部件1所在位置的方向滑入凹槽ⅱ8内,这样管料脱离支撑板ⅲ12而处于支撑板ⅰ5上。通过上述操作后管料前行了一个凹槽ⅱ8的宽度的距离。支撑板ⅲ12在升降过程中驱动位于凹槽ⅱ8内的管料同步前行以一个凹槽ⅱ8的宽度的距离。每当管料被置于位于支撑板ⅰ5的端部的凹槽ⅱ8内时,气爪运动至此并抓取管料送到夹具所在位置,直至完成处于凹槽ⅱ8内的管料的自动上料操作后在成组转移管料到凹槽ⅱ8内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
