1.本实用新型属于胶合板自动组坯领域,具体地说,尤其涉及一种方板全自动组坯生产线。
背景技术:
2.胶合板在加工时,需要将单板涂胶后进行组坯,然后再进行热压加工。以4*4尺胶合板为例,其单板在涂胶时需要顺着纹理进行涂胶,若逆着纹理,单板会发生弯曲无法涂胶。而在进行组坯时,为提高胶合板强度,要求相邻两单板的纹理需要交错设置,因此在组坯时,胶合板中的基数板或偶数板相对于其它单板需要先进行90
°
旋转再组坯。目前,主要通过人工搬运单板进行组坯,工作效率低,工人劳动强度大,且产品质量无法保证。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种方板全自动组坯生产线,其通过机器代替人工进行方板组坯,全程无需要人员操作,组坯效率高,大大降低人工成本,且组坯后的产品质量大大提高。
4.所述的方板全自动组坯生产线,包括机械手,机械手上设有吸盘抓手,机械手的一侧或两侧设有单板自动转运装置,单板自动转运装置一侧设有顶板自动转运装置;所述单板自动转运装置包括从前向后依次设置的地辊台一、升降台一、单板转运台一、单板涂胶机和自动找正平台一,升降台一与单板转运台一的一侧设有与之相配合的吸盘式上板机一;顶板自动转运装置包括从前向后依次设置的地辊台二、升降台二和自动找正平台二,升降台二和自动找正平台二的一侧设有与之相配合吸盘式上板机二,机械手与自动找正平台一和自动找正平台二配合。
5.优选地,所述自动找正平台一和自动找正平台二均包括支架,支架上设有多组传动辊,传动辊与支架转动连接,相邻两传动辊之间设有间隙,间隙内设有可升降的找正机构,找正机构与传动辊运动方向垂直,支架上设有与传动辊相配合的纵向限位板,支架一侧设有与找正机构相配合的横向限位板。
6.优选地,所述找正机构包括内框架,内框架设置于支架底部,内框架上部设有两个相对应的传动轮,内框架下部设有动力机构一,动力机构一的输出端通过传动组件与两个传动轮转动连接,内框架底部与支架之间设有升降机构,升降机构与支架固定连接,升降机构的伸出端与内框架底部固定连接。
7.优选地,所述内框架底部与支架之间设有相配合的直线导轨和直线轴承,直线导轨与内框架底部固定连接,直线轴承与支架固定连接。
8.优选地,所述传动组件包括与内框架下部转动连接的中间轴,中间轴一端设有中间链轮,中间轴另一端设有带轮,动力机构一的输出端设有传动链轮,传动链轮通过链条与中间链轮连接,带轮通过传动带与两个传动轮连接,带轮与任一传动轮之间设有张紧轮。
9.优选地,所述吸盘抓手包括吸盘座,吸盘座顶部与机械手上的旋转电机转动连接,
吸盘座的四边分别设有限位挡板和可伸缩抓手,限位挡板与吸盘座固定连接,可伸缩抓手与伸缩机构的伸缩端固定连接,伸缩机构固定于吸盘座上。
10.优选地,所述吸盘座上固定有可伸缩的压紧机构,压紧机构的伸出端设有压紧爪。
11.优选地,所述吸盘式上板机一和吸盘式上板机二均包括机架,机架上设有滑轨和滑板,滑板底部设有与滑轨相配合的滑块,机架一侧设有齿条,滑板上固定有动力机构三,动力机构三的输出端设有与齿条相啮合的齿轮,滑板上固定有上板架,上板架通过伸缩组件连接有吸盘架,吸盘架上设有吸盘。
12.优选地,所述顶板自动转运装置一侧设有转出机构,转出机构包括升降台三和一组以上的地辊台三,升降台三与机械手配合。
13.优选地,所述单板自动转运装置、顶板自动转运装置和转出机构上分别设有多个传感器。
14.与现有技术相比,本实用新型的有益效果是:
15.1、本实用新型采用一组或两组单板自动转运装置与顶板自动转运装置配合,通过带有吸盘抓手的机械手自动抓取涂胶单板和顶板,实现胶合板自动组坯,大大提高了工作效率;
16.2、带有吸盘抓手的机械手可根据程序自动旋转,将两基数板或两两偶数板之间的单板旋转90
°
,使相邻两单板的纹理呈交错状态,从而提高胶合板的强度;
17.3、吸盘抓手通过四个可伸缩抓手,抓取涂胶单板和顶板,工作效率高,且不会刮花涂胶;
18.4、增设自动找正平台,通过纵向限位板与传动辊配合,使单板在向前运行过程中,可自动进行纵向找正,并增设可升降的找正机构,将单板顶起,并通过传动组件将单板向支架一侧的横向限位板方向移动,使单板经横向限位板进行横向找正,从而实现单板精准组坯,大大提高胶合板的组坯质量。
附图说明
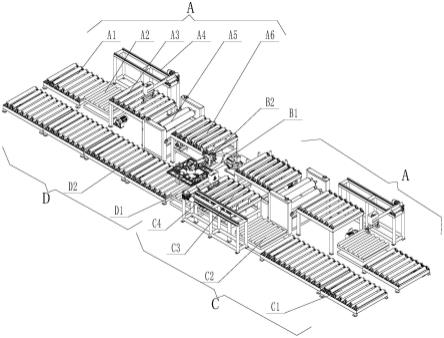
19.图1为本实用新型的结构示意图;
20.图2为自动找正平台的结构示意图;
21.图3为自动找正平台的主视图;
22.图4为图3中a-a向剖视图;
23.图5为自动找正平台的俯视图;
24.图6为图5中b-b向剖视示意图;
25.图7为自动找正平台中凸轮升降机构的使用状态参考图;
26.图8为吸盘抓手的结构示意图;
27.图9为吸盘式上板机的结构示意图。
28.图中,a、单板自动转运装置;a1、地辊台一;a2、升降台一;a3、单板转运台一;a4、吸盘式上板机一;a5、单板涂胶机;a6、自动找正平台一;b、机械手;b1、吸盘抓手;b2、吸盘座;b3、可伸缩抓手;b4、限位挡板;b5、伸缩机构;b6、法兰盘;b7、压紧爪;b8、压紧机构;c、顶板自动转运装置;c1、地辊台二;c2、升降台二;c3、自动找正平台二;c4、吸盘式上板机二;d、转出机构;d1、升降台三;d2、地辊台三;1、支架;2、动力机构二; 3、主动链轮;4、传动辊;5、从
动链轮;6、找正机构;6.1、内框架;6.2、升降机构;6.3、直线轴承;6.4、直线导轨;6.5、动力机构一;6.6、中间轴;6.7、张紧轮;6.8、传动轮;6.9、凸轮;6.10;7、横向限位板;8、纵向限位板;9、光电感应传感器一;10、光电感应传感器二;11、机架;12、滑轨;13、动力机构三;14、滑板;15、滑块;16、上板架;17、伸缩组件;18、吸盘架;19、吸盘。
具体实施方式
29.下面结合附图对本实用新型作进一步说明:
30.实施例一:方板全自动组坯生产线,包括机械手b,机械手b上设有吸盘抓手b1,机械手b的一侧或两侧设有单板自动转运装置a,单板自动转运装置a一侧设有顶板自动转运装置c;所述单板自动转运装置a包括从前向后依次设置的地辊台一a1、升降台一a2、单板转运台一a3、单板涂胶机a5和自动找正平台一a6,升降台一a2与单板转运台一a3的一侧设有与之相配合的吸盘式上板机一a4;顶板自动转运装置c包括从前向后依次设置的地辊台二 c1、升降台二c2和自动找正平台二c3,升降台二c2和自动找正平台二c3的一侧设有与之相配合吸盘式上板机二c4,机械手b与自动找正平台一a6和自动找正平台二c3配合
31.成摞的单板通过单板自动转运装置a上的地辊台一a1自动运送至升降台一a2上,并通过吸盘式上板机一a4吸取单张板进入单板涂胶机a5进行自动涂胶,涂胶后的单板通过自动找正平台一a6进行自动找正;与此同时,成摞的顶板通过顶板自动转运装置c上的地辊台二c1自动运送至升降台二c2,并通过吸盘式上板机二c4吸取单张顶板放在自动找正平台二c3 进行自动找正;机械手b通过吸盘抓手b1抓取上述单板进行组坯,机械手b再次抓取单板时,需将单板旋转90
°
并放置在上一张单板上,如此循环工作,直到最后机械手b抓取顶板放置在最上面一张单板上,完成组坯工作。
32.其中,地辊台、升降台、单板转运台、单板涂胶机和吸盘式上板机为现有技术,升降台选用带滚轮的剪刀式升降台,方便板材转运。
33.实施例二:如图1所示,机械手b的两侧分别设有单板自动转运装置a,如图2所示,自动找正平台一a6和自动找正平台二c3均包括支架1,支架1上设有多组传动辊4,传动辊 4与支架1转动连接,传动辊4的传动轴一侧设有从动链轮5,支架1上设有动力机构二2,动力机构二2选用电机,动力机构二2的输出轴上设有主动链轮3,主动链轮3通过链条与任一从动链轮5连接,相邻两从动链轮5通过链条连接。动力机构二2可带动多个传动辊4 转动,相邻两传动辊4之间设有间隙,间隙内设有可升降的找正机构6,找正机构6与传动辊4运动方向垂直,支架1上设有与传动辊4相配合的纵向限位板8,支架1一侧设有与找正机构6相配合的横向限位板7。为保证找正效果,横向限位板7和纵向限位板8不少于两个,通过传动辊4与纵向限位板8配合,可对单板或顶板进行纵向自动找正;通过找正机构 6与横向限位板7配合,可对单板或顶板进行横向自动找正。纵向限位板8处安装有光电感应传感器一9,光电感应传感器一9与动力机构二2连接;横向限位板7处安装有光电感应传感器二10,光电感应传感器一9和光电感应传感器二10的上端不超出传动辊4最高点。
34.如图3至图5所示,找正机构6包括内框架6.1,内框架6.1设置于支架1底部,内框架6.1上部设有两个相对应的传动轮6.8,内框架6.1下部设有动力机构一6.5,动力机构一 6.5的输出端通过传动组件与两个传动轮6.8转动连接,内框架6.1底部与支架1之间设有升降机构6.2,光电感应传感器二10与升降机构6.2连接,升降机构6.2的伸出端与内框架 6.1
底部固定连接,升降机构6.2采用剪刀式升降机构,剪刀式升降机构为现有技术,市面有售。
35.传动组件包括与内框架6.1下部转动连接的中间轴6.6,中间轴6.6一端设有中间链轮,中间轴6.6另一端设有带轮,动力机构一6.5的输出端设有传动链轮,传动链轮通过链条与中间链轮连接,带轮通过传动带与两个传动轮6.8连接,带轮与任一传动轮6.8之间设有张紧轮6.7。动力机构一6.5可带动传动带转动,张紧轮6.7可保证传动带的张紧力,避免传动带打滑。
36.如图8所示,吸盘抓手b1包括吸盘座b2,吸盘座b2顶部通过法兰盘b6与机械手b上的旋转电机转动连接,吸盘座b2的四边分别设有限位挡板b4和可伸缩抓手b3,限位挡板b4 与吸盘座b2的四边固定连接,可伸缩抓手b3与伸缩机构b5的伸缩端固定连接,伸缩机构 b5选用气缸,伸缩机构b5固定于吸盘座b2上,吸盘座b2上固定有可伸缩的压紧机构b8,压紧机构b8选用微型气缸,压紧机构b8的伸出端设有压紧爪b7,压紧爪b7下端呈锯齿状结构,锯齿状结构可避免刮花涂胶。
37.如图9所示,吸盘式上板机一a4和吸盘式上板机二c4均包括机架11,机架11上设有滑轨12和滑板14,滑板14底部设有与滑轨12相配合的滑块15,机架11一侧设有齿条,滑板14上固定有动力机构三13,动力机构三13的输出端设有与齿条相啮合的齿轮,滑板14 上固定有上板架16,上板架16通过伸缩组件17和导向杆连接有吸盘架18,吸盘架18上设有吸盘19;其它与实施例一相同。
38.实施例三:如图4至图6所示,找正机构6的内框架6.1底部与支架1之间设有相配合的直线导轨6.4和直线轴承6.3,升降机构6.2选用伸缩气缸,升降机构6.2与支架1固定连接,直线导轨6.4与内框架6.1底部固定连接,直线轴承6.3与支架1固定连接。本实施例中直线导轨6.4和直线轴承6.3为四组,四组直线导轨6.4和直线轴承6.3分别安装于内框架6.1下部的四角处,从而提高了找正机构6升降时的稳定性;顶板自动转运装置c一侧设有转出机构d,转出机构d包括升降台三d1和一组以上的地辊台三d2,升降台三d1与机械手b配合;其他与实施例二相同。
39.实施例四:如图7所示,升降机构6.2选用凸轮升降机构,凸轮升降机构包括两个凸轮6.9,凸轮6.9通过轴承及轴承座与支架1固定连接,凸轮6.9与导向轮6.10相配合,导向轮6.10与内框架6.1转动连接,相配合的直线导轨6.4和直线轴承6.3安装于内框架6.1与支架1之间;其他与实施例三相同。
40.本实用新型在安装时,单板自动转运装置a、顶板自动转运装置c和转出机构d上分别设有多个传感器,具体的说,地辊台一a1的前、后两端分别安装光电传感器,地辊台二c1 和地辊台三d2的前、中、后端分别安装光电传感器;单板转运台一a3上安装对射传感器,对射传感器用于感应升降台一a3最上端的单板,单板转运台一a3的前、后两端分别安装光电传感器,用于控制吸盘式上板机一a4吸取单板;自动找正平台二c3前端安装对射传感器,对射传感器用于感应升降台二c2最上端的顶板,自动找正平台二c3的前、后两端分别安装光电传感器,用于控制吸盘式上板机二c4吸取顶板。
41.本实用新型在使用时,成摞的单板通过叉车送入地辊台一a1,地辊台一a1前端的光电传感器感应到单板后,启动地辊台一a1的电机带动单板前进,直到单板进入升降台一a2后,地辊台一a1后端的光电传感器感应不到单板后,启动升降台一a2上升,当单板转运台一a3 上的对射传感器感应至升降台一a2最上层的单板后,对射传感器控制升降台一a2停
止上升,并启动吸盘式上板机一a4上的动力机构三13带动上板架16和吸盘19移动至升降台一a2上方,此过程由动力机构三13的行程确定,然后伸缩组件17带动吸盘19吸取单板,并通过动力机构三13将单板转运至单板转运台一a3,单板转运台一a3前端的光电传感器感应到单板后,单板转运台一a3的电机启动,带动单板进入单板涂胶机a5进入涂胶,单板转运台一a3 后端的光电传感器感应不到单板,吸盘式上板机一a4继续吸取单板。
42.单板涂胶机a5与自动找正平台一a6同步启动,动力机构二2带动传动辊4转动,涂胶后的单板经传动辊4转动向前移动,当涂胶单板碰触纵向限位板8时,随着传动辊4继续转动,涂胶单板进行纵向自动找正,此时光电感应传感器一9感应到涂胶单板后,经延迟控制动力机构二2停止转动,并启动升降机构6.2上升,升降机构6.2带动整个找正机构6上升,使两个传动轮6.8及传动带高出传动辊4,从而将传动辊4上的涂胶单板顶起,经延时继电器延时后,自动启动动力机构一6.5,动力机构一6.5带动传动带转动,将涂胶单板向横向限位板7一侧移动,当涂胶单板碰触到横向限位板7时,随着传动带继续转动,涂胶单板自动进行横向找正,经延时后,动力机构一6.5停止、升降机构6.2带动找正机构6回位,完成涂胶单板找正工作。
43.与此同时,成摞的顶板通过地辊台二c1转运至升降台二c2,原理同上,区别在于,地辊台二c1中部的光电传感器感应到顶板后,启动第二个地辊台二c1上的电机运动,直到顶板找正后待用。
44.机械手b通过控制伸缩机构b5和可伸缩抓手b3抓取一侧单板自动转运装置a上的涂胶单板,限位挡板b4可对涂胶单板进行四边限位,同时压紧机构b8控制压紧爪b7伸出,避免涂胶单板移位,机械手b将涂胶单板放置于升降台三d1上,然后机械手b抓取另一侧单板自动转运装置a上的涂胶单板,并旋转90
°
后再放置于上一张涂胶单板上,通过机械手b使相邻两涂胶单板纹理交错,待胶合板中所有涂胶单板组坯完成,机械手b抓取顶板放置于最上面的涂胶单板上,从而完成一张胶合板的组坯。机械手b继续循环工作,直到升降台三d1上放置一定高度的胶合板后,再通过地辊台三d2将胶合板全部运走。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。