1.本公开属于显示领域,具体涉及一种电路板和显示装置。
背景技术:
2.电路板具有定位孔,定位孔用于定位元器件。定位孔的周围具有焊盘,焊盘上印刷有焊膏层,焊膏层用于将焊盘与元器件焊接。为提高焊接强度,焊膏层的面积通常大于焊盘的面积,即焊膏层能够将焊盘完全覆盖。
3.在焊接过程中,焊膏层中的助焊剂容易从定位孔渗透到电路板的另一面,从而使得电路板的另一面残留大量的助焊剂;助焊剂残留容易影响另一面的焊膏印刷,进而造成另一面元器件的短路和空焊,从而降低电路板的品质。电路板品质降低会影响显示装置的显示效果和可靠性。
技术实现要素:
4.本公开的目的在于提供一种电路板和显示装置,能够减少焊接过程中从定位孔渗透至电路板另一面的助焊剂,从而提高电路板的品质。
5.本公开第一方面提供了一种电路板,包括:基板,所述基板具有相对的第一面和第二面;定位孔,所述定位孔贯穿所述第一面和所述第二面;第一焊盘,所述第一焊盘位于所述第一面,并位于所述定位孔周围;所述第一焊盘包括第一区域和第二区域,所述第二区域位于所述第一区域远离所述定位孔的一侧;焊膏层,所述焊膏层至少覆盖部分所述第二区域,并露出所述第一区域。
6.在本公开的一种示例性实施例中,所述焊膏层包括主体部以及凸出于所述主体部的引导部;所述引导部覆盖至少部分所述第二区域,所述主体部覆盖部分所述第一面且与所述第一焊盘在所述第一面的正投影不重叠。
7.在本公开的一种示例性实施例中,在与所述引导部的凸出方向相垂直的方向上:所述引导部与所述第一焊盘的宽度相同;或者,所述引导部的宽度小于所述第一焊盘的宽度,且所述引导部与所述第一焊盘的两侧的间距相等。
8.在本公开的一种示例性实施例中,在与所述引导部的凸出方向相垂直的方向上:所述主体部与所述第一焊盘的宽度相等;或者,所述主体部的宽度大于所述第一焊盘的宽度,且所述主体部与所述第一焊盘的间距相等。
9.在本公开的一种示例性实施例中,所述焊膏层包括相连的主体部和引导部;所述引导部覆盖至少部分所述第二区域,所述主体部覆盖部分所述第一面且与所述第一焊盘在所述第一面的正投影不重叠;其中,
10.所述主体部具有第一内凹区域,所述第一焊盘的所述第二区域位于所述第一内凹区域;且所述引导部至少占据部分所述第一内凹区域。
11.在本公开的一种示例性实施例中,所述引导部占据整个所述第一内凹区域;或者,所述引导部占据部分所述第一内凹区域,且所述引导部具有第二内凹区域或内部间隔区
域。
12.在本公开的一种示例性实施例中,所述焊膏层与所述定位孔的中心的最小距离为2mm~3mm。
13.在本公开的一种示例性实施例中,所述第一区域的面积大于或等于所述第二区域的面积。
14.在本公开的一种示例性实施例中,所述第二面具有第二焊盘,且所述第二焊盘位于所述定位孔周围。
15.本公开第二方面提供了一种显示装置,包括:如前任一项所述的电路板;发光结构,所述发光结构与所述电路板的所述第二面电连接;底壳,所述底壳位于所述电路板的所述第一面;连接器,所述连接器位于所述底壳和所述电路板之间,并连接所述底壳和所述电路板;所述连接器具有焊脚,所述焊脚焊接在所述第一焊盘上。
16.本公开方案的有益效果:
17.本公开方案能够减少焊接过程中从定位孔渗透至电路板另一面的助焊剂,避免助焊剂影响电路板另一面的元器件的焊接效果,从而提高电路板的品质。
18.另外,当上述电路板应用在显示装置中时,能够提升显示装置的可制造性、可靠性以及显示效果。
19.本公开的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本公开的实践而习得。
20.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
21.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
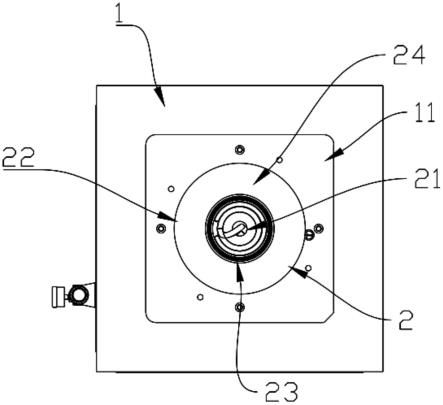
22.图1示出了本公开实施例一所述的电路板的第一面的俯视图;
23.图2示出了本公开实施例一所述的电路板的第二面的俯视图;
24.图3示出了本公开实施例一所述的电路板中的焊膏层的第一种放大图;
25.图4示出了本公开实施例一所述的电路板中的焊膏层的第二种放大图;
26.图5示出了本公开实施例一所述的电路板中的焊膏层的第三种放大图;
27.图6示出了本公开实施例一所述的钢网的俯视图;
28.图7示出了本公开实施例二所述的电路板中的焊膏层的第一种放大图;
29.图8示出了本公开实施例二所述的电路板中的焊膏层的第二种放大图;
30.图9示出了本公开实施例二所述的电路板中的焊膏层的第三种放大图;
31.图10示出了本公开实施例二所述的电路板中的焊膏层的第四种放大图;
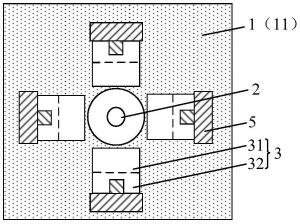
32.图11示出了本公开实施例三所述的显示装置的侧视图。
33.附图标记说明:
34.1、基板;11、第一面;12、第二面;10、电路板;2、定位孔;3、第一焊盘;31、第一区域;
32、第二区域;4、第二焊盘;5、焊膏层;51、引导部;52、主体部;6、钢网;61、网孔区;62、非网孔区;7、网孔;8、连接器;91、发光结构;92、底壳。
具体实施方式
35.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本公开将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。
36.在本公开中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本公开的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
37.此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施例中。在下面的描述中,提供许多具体细节从而给出对本公开的实施例的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而没有特定细节中的一个或更多,或者可以采用其它的方法、组元、装置、步骤等。在其它情况下,不详细示出或描述公知方法、装置、实现或者操作以避免模糊本公开的各方面。
38.实施例一
39.如图1-5所示,本实施例提供一种电路板。电路板可以与发光结构等部件组合成一个完整的产品装置。
40.具体地,电路板包括:基板1,基板1可以为氧化铝、氮化铝陶瓷等陶瓷电路板,还可以为聚酰亚胺等树脂基板。
41.如图1-图2所示,基板1具有相对的第一面11和第二面12。第一面11和第二面12可以设置线路和元器件。
42.电路板还包括:定位孔2,定位孔2贯穿第一面11和第二面12。定位孔2可以作为表面贴装的元器件的定位。举例而言,定位孔2可以用于定位连接器8(参考图11)。
43.如图1所示,电路板还包括:第一焊盘3,第一焊盘3位于第一面11,并位于定位孔2周围。即,第一焊盘3用于焊接被定位孔2定位的元器件,因而,第一焊盘3靠近定位孔2。第一焊盘3可以与定位孔2抵接,也可以与定位孔2略有间隔。进一步地,元器件可以具有焊脚,焊脚与第一焊盘3焊接,进而将元器件固定在第一面11上。
44.第一焊盘3包括相对的第一区域31和第二区域32,第二区域32位于第一区域31远离定位孔2的一侧。换句话说,第一区域31与定位孔2的间距小于第二区域32与定位孔2的间距。
45.第一焊盘3的形状可以根据元器件的焊脚形状进行调整。本实施例中,第一焊盘3的形状为矩形。相应的,第一区域31和第二区域32为共有一个边的两个矩形,但不限于此,只要保证第一区域31比第二区域32更靠近定位孔2即可。
46.电路板还包括:焊膏层5。焊膏层5可以为锡膏,其具体成分包括:合金粉和助焊剂。合金粉可以为锡粉,合金粉用于完成元器件与基板1之间的机械和电气连接。助焊剂可以为松香或树脂,助焊剂有利于控制锡膏的流动性;还能够清除第一焊盘3表面和锡膏的氧化物,提高焊接性能;还能够降低焊接表面张力,提供稳固的粘着力。
47.在回流焊接的过程中,焊膏层5被加热到熔点时,合金粉熔化,元器件和第一焊盘3连在一起,冷却后形成永久连接的焊点。以锡膏为例,加热过程主要包括两个阶段:锡膏在150℃受热时发生坍塌性扩散;锡膏在217℃至温度顶点再到217℃过程中发生润湿性扩散。即焊膏层5内的合金粉和助焊剂均会发生扩散。
48.如图1所示,焊膏层5至少覆盖部分第二区域32,并露出第一区域31。即焊膏层5并未完全覆盖第一焊盘3,且焊膏层5与定位孔2具有一定的距离。
49.相比于焊膏层5完全覆盖第一焊盘3,本方案中,焊膏层5未完全覆盖第一焊盘3,即焊膏层5与第一焊盘3的接触面积更小,因此,助焊剂扩散至定位孔2的含量更少;且本方案中,焊膏层5位于远离定位孔2的第二区域32,即焊膏层5与定位孔2之间的间距更大,因此,焊膏层5中的助焊剂扩散至定位孔2的路径变长,扩散难度提高。基于此,本方案有利于减少从定位孔2渗透至第二面12的助焊剂,从而降低助焊剂对第二面12的污染程度,进而有利于提高电路板的品质。
50.本实施例中,如图2所示,第二面12具有第二焊盘4,第二焊盘4位于定位孔2周围。可以理解的是,若助焊剂通过定位孔2渗透至第二面12,则助焊剂可能会污染第二焊盘4。因此,本实施例通过增加焊膏层5与定位孔2的间距,以及缩小焊膏层5与第一焊盘3的接触面积,还有利于避免对第二焊盘4造成污染。第二焊盘4的洁净度提高,能够避免影响第二焊盘4的焊膏印刷工艺,进而避免与第二焊盘4焊接的元器件发生虚焊和短路等问题。
51.继续参考图1,本实施例中,第一区域31的面积大于或等于第二区域32的面积。相应的,未被焊膏层5覆盖的第一焊盘3的面积大于或等于被焊膏层5覆盖的第一焊盘3的面积。如此,有利于进一步减小焊膏层5与第一焊盘3的接触面积,进而避免焊膏层5中的助焊剂沿着定位孔2渗透至第二面12。
52.本实施例中,焊膏层5覆盖了部分第二区域32。即,焊膏层5与第一焊盘3具有较小的接触面积。在其他例子中,焊膏层5也可以覆盖整个第二区域32,只要保证焊膏层5不覆盖第一区域31即可。
53.本实施例中,除第一焊盘3外,焊膏层5还覆盖第二区域32周围的部分第一面11。如此,有利于保证焊膏层5整体具有较大的体积,进而提高焊接强度。
54.本实施例中,焊膏层5与定位孔2的中心的最小距离c为2mm~3mm,比如可以为2.36mm、2.55mm或2.83mm。当最小距离保持在上述范围时,能够保证助焊剂难以渗透至第二面12。
55.以下将对焊膏层5的形状及位置进行详细说明。
56.如图3-图5所示,焊膏层5包括主体部51以及凸出于主体部51的引导部52;引导部52覆盖至少部分第二区域32,主体部51覆盖部分第一面11且与第一焊盘3在第一面11的正投影不重叠。
57.即,引导部52位于第一焊盘3的第二区域32,而主体部51位于第一焊盘3以外的第一面11,且主体部51与第二区域32邻接。本实施例中,第二区域32位于第一焊盘3远离定位孔2的一侧。
58.值得说明的是,主体部51和引导部52不是焊膏层5独立的两个部分,这二者是相连的,并且能够在同一工艺步骤中形成。
59.在焊接的过程中,引导部52能够将主体部51中的合金成分向第一焊盘3和元器件
的焊脚上牵引,最终实现第一焊盘3与元器件焊脚的焊接。换句话说,引导部52能够降低合金成分从焊点排出的程度,以提高合金成分的利用率,进而提高焊接强度。
60.本实施例中,在与引导部52的凸出方向相垂直的方向y上,主体部51的宽度大于第一焊盘3的宽度,且主体部51与第一焊盘3的两侧的间距(b=b’)相等。可以理解的是,由于引导部52的面积较小,增大主体部51的宽度,能够保证锡膏层5中具有充足的合金成分,从而保证焊接的牢固性。在其他例子中,主体部51的宽度也可以等于第一焊盘3的宽度。
61.另外,还可以通过增加焊膏层5在垂直于第一面11的方向上的厚度,来保证锡膏层5中具有充足的合金成分,进而保证焊接强度。
62.如图3和图4所示,引导部52可以为一整块焊膏,如此,有利于简化引导部52的形成工艺。如图5所示,引导部52也可以为两块或两块以上相互间隔的焊膏,从而有利于提高焊膏分布的均匀性,进而有利于元器件与第一焊盘3形成良好的接触。
63.需要注意的是,本实施例中,在引导部52的凸出方向x上,引导部52与第一焊盘3的中心线在第一面11的正投影重合。也就是说,在引导部52的凸出方向x上,引导部52在第一焊盘3上居中分布。因此,在焊接的过程中,引导部52中的合金成分向周围扩散的程度更为均匀,能够提高元器件与第一焊盘3的粘着力。具体地,主要包括如下两个示例:
64.示例一,如图3和图5所示,在与引导部52的凸出方向相垂直的方向y上:引导部52的宽度小于第一焊盘3的宽度,且引导部52与第一焊盘3的两侧的间距相等(a=a’)。可以理解的是,前述“第一焊盘3的两侧”在引导部52的凸出方向x上延伸。
65.示例二,如图4所示,在与引导部52的凸出方向相垂直的方向y上,引导部52与第一焊盘3的宽度相同,且引导部52与主体部51两侧的间距相同。
66.以下将对焊膏层5的形成方法进行说明。
67.如图6所示,焊膏层5可以利用通过钢网6形成。钢网包括网孔区61和非网孔区62。其中,网孔区61具有贯穿的网孔7。
68.焊膏层5的形成步骤如下:将钢网6设置在第一面11上,并进行对位,以使网孔7的位置与第一焊盘3的位置对应;在钢网6上涂覆焊膏,以使部分焊膏填充网孔7;利用刮刀刮掉钢网6上表面的其余焊膏,从而保留位于网孔7内的焊膏;去除钢网6,保留的焊膏作为焊膏层5。
69.即,网孔7的形状与焊膏层5的形状相同。为实现焊膏层的形状和位置的变化,可以对钢网的设计进行优化。如此,在不增加制造成本,不影响产品功能的前提下,能解决助焊剂渗透的问题。
70.为了增加焊接力,本方案可以在改变网孔7形状和焊膏的印刷位置同时,把网孔区61的钢网的厚度增加,从而实现焊膏层5厚度的增加。
71.综上所述,本实施例中,引导部52与定位孔2的距离较远,且引导部52与第一焊盘3的接触面积较小,从而有利于避免助焊剂扩散至定位孔2,并通过定位孔2渗透至第二面12;如此,无需人工清洁第二面12,就能提高第二面12的洁净度,进而保证第二面12元器件的焊接效果,以提高电路板的良率。
72.此外,引导部52凸出于主体部51,引导部52能够起到牵引主体部51中的焊接成分的作用,进而保证元器件与第一焊盘3的焊接牢固性。
73.此外,本方案仅对钢网的开口数据以及钢网制做工艺进行变更,基板1、焊膏层5的
材料、元器件等都无需改变,即可达到上述效果。
74.实施例二
75.如图7-图10所示,本实施例提供一种电路板,本实施例与实施例一的电路板大致相同,主要区别在于:本实施例中,主体部51具有第一内凹区域,且引导部52至少占据部分第一内凹区域。本实施例与实施例一相同或相似的部分请参考实施例一的详细说明,在此不再赘述。
76.焊膏层5包括相连的主体部51和引导部52;引导部52覆盖至少部分第二区域32,主体部51覆盖部分第一面11且与第一焊盘3在第一面11的正投影不重叠。
77.其中,主体部51具有第一内凹区域,且第一焊盘4的第二区域位于第一内凹区域。换句话说,主体部51与第二区域32的三条侧边相邻接,从而围成了第一内凹区域,且引导部52至少占据部分第一内凹区域。
78.以下将对引导部52的形状和位置进行举例说明。
79.如图7-图8所示,引导部52占据整个第一内凹区域。
80.具体地,如图7所示,引导部52刚好占据第一内凹区域。即,引导部52朝向定位孔2的侧面与主体部51朝向定位孔2的侧面齐平。也就是说,整个焊膏层5的俯视形状为矩形。由于焊膏层5的形状较为简单,因而有利于简化制作工艺。
81.如图8所示,引导部52不仅占据整个第一内凹区域,且部分引导部52还凸出于第一内凹区域。即引导部52的俯视形状为“凸”字型,整个焊膏层5的俯视形状也为“凸”字型。如此,有利于加强引导部52的牵引作用,使得主体部51内的合金成分朝向元器件的焊脚爬升,进而提高焊接的牢固性。
82.如图9-图10所示,引导部52占据部分第一内凹区域。另一部分内凹区域未被覆盖。
83.具体地,如图9所示,引导部52具有第二内凹区域。即引导部52的俯视形状为“凹”字型,整个焊膏层5的俯视形状也为“凹”字型。
84.如图10所示,引导部52具有内部间隔区域。即,引导部52包括两块间隔的焊膏,两块焊膏分别与第一焊盘3的两个侧边邻接。
85.可以理解的是,上述例子为示意的说明。焊膏层5还可以具有其他的位置和形状。只要焊膏层5满足至少位于第二区域32,并露出所述第一区域31;以及位于第二区域32周围的部分第一面11即可。
86.综上所述,本实施例也能实现增加焊膏层5与定位孔2的距离,并且减小引导部52与第一焊盘3的接触面积;从而有利于避免助焊剂通过定位孔2渗透至第二面12,进而提高电路板的可靠性。
87.实施例三
88.如图11所示,本实施例提供一种显示装置,显示装置包括:如前述实施例所述的电路板10;以及,发光结构91、底壳92和连接器8。本实施例与前述实施例相同或相似的部分请参考前述实施例的详细说明。
89.其中,发光结构91与电路板10的第二面12电连接。具体地,发光结构91焊接在第二面12的第二焊盘4(参考图2)上。发光结构91与电路板10用于构成显示面板。发光结构91可以为led灯珠,相应的,本实施例的显示装置可以为led显示装置,第二焊盘4可为led焊盘。
90.底壳92用于支撑并保护电路板10和发光结构91。底壳92位于电路板10的第一面
11。
91.连接器8位于底壳92和电路板10之间,并连接底壳92和电路板10。即,连接器8在显示装置中主要起到部件之间的衔接,支撑、固定等作用。连接器8还具有焊脚,焊脚焊接在第一焊盘3(参考图1)上;
92.连接器8可以为金属连接器,比如铜柱。铜柱底部可以具有定位柱,定位柱与定位孔2对应设计对应,用于固定和定位铜柱。
93.基于此,前述实施例的电路板10应用在显示装置上时,可提升焊接的可靠性,同时避免影响led焊盘的锡膏印刷,从而提高发光结构91的良品率。发光结构91的良品率提高,能够避免用户在使用显示装置时发生灯珠连亮、灯珠不亮、铜柱周边显示色团差异等问题。
94.在本说明书的描述中,参考术语“一些实施例”、“示例地”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本公开的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
95.尽管上面已经示出和描述了本公开的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本公开的限制,本领域的普通技术人员在本公开的范围内可以对上述实施例进行变化、修改、替换和变型,故但凡依本公开的权利要求和说明书所做的变化或修饰,皆应属于本公开专利涵盖的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。