1.本实用新型涉及一种上漆装置,特别是一种扁线电机发卡式漆包线用上漆装置。
背景技术:
2.新能源汽车电机为了追求高功率、小体积、高转矩和高转速的工作性能,目前多采用发卡式的漆包扁线代替传统的漆包圆线进行绕线形成定子绕组;但在对扁铜线进行绕线中,其表面绝缘层容易因折弯造成损坏并产生缺口或破面,从而需要扁铜线表面的绝缘层具有更高的附着稳定性。另一方面,发卡式漆包扁线在绕组过程中需要将其焊接端的表面绝缘层剥离后进行焊接,而焊接产生的高温则容易导致边缘处绝缘层的发黑和剥离,从而降低扁铜线的绝缘效果。而在厂家的反复试验后,目前的绝缘材料中240级芳族聚酰亚胺漆被证实能够满足漆包扁线在附着性和耐高温性上的要求。
3.但在漆包扁线的上漆过程中,聚酰亚胺在交联固化时会产生水分子,而常规漆包炉为了提高热能的利用率和节约能源,其炉膛内的热风普遍采用循环输送和持续加热的方式处理;这就导致了交联固化形成的水分子会在热风内富集,而当水蒸气达到一定浓度,会使固化后的聚酰亚胺重新反应形成聚酰胺酸降解生成物,从而使漆膜表面出现气泡粒子,漆膜附着力和弹性下降,大幅降低漆膜的附着力和稳定性。
4.因此,现有对漆包扁线的上漆方法存在漆膜强度和附着稳定性差的问题。
技术实现要素:
5.本实用新型的目的在于,提供一种扁线电机发卡式漆包线用上漆装置。它能够有效提高聚酰亚胺漆在附着后的漆膜强度和附着稳定性。
6.本实用新型的技术方案:扁线电机发卡式漆包线用上漆装置,包括炉膛,炉膛的两侧分别经进风口和出风口连接有循环风管,循环风管内沿气流方向依次设有第一加热管、进气通道、除湿机构和第二加热管。
7.前述的扁线电机发卡式漆包线用上漆装置中,所述除湿机构内填充有高温干燥剂,除湿机构一侧的循环风管上设有干燥剂更换口。
8.前述的扁线电机发卡式漆包线用上漆装置中,所述循环风管内设有并排的两个除湿通道,每个除湿通道内均设有除湿机构和进气通道,进气通道在远离除湿机构一侧设有通道阀门。
9.前述的扁线电机发卡式漆包线用上漆装置中,所述循环风管内设有并排的两个除湿通道,每个除湿通道内均设有除湿机构和进气通道,每个除湿通道内的除湿机构的数量为两个且沿气流方向依次设置;所述除湿机构包括固定在除湿通道两侧的固定架,固定架上连接有滑动架,滑动架内设有放置框,放置框内设有除湿箱。
10.前述的扁线电机发卡式漆包线用上漆装置中,所述放置框在远离干燥剂更换口一端设有封板,放置框的另一端设有推拉面,推拉面上转动连接有把手,干燥剂更换口的外侧设有把手钩,所述干燥剂更换口内侧的除湿通道上设有配合封板的挡片。
11.前述的扁线电机发卡式漆包线用上漆装置中,所述第一加热管和进气通道之间分别设有金属催化机构和循环风机,金属催化机构内填充有金属催化剂。
12.前述的扁线电机发卡式漆包线用上漆装置中,所述除湿机构和第二加热管之间设有排废风管,排废风管内设有排废风机。
13.与现由技术相比,本实用新型具有以下特点:
14.(1)本实用新型通过除湿机构的设置,能够对炉膛内的热风进行高温除湿,从而将炉膛内热风的相对湿度控制在20%以下,避免因热风中水分子的含量过高造成聚酰亚胺在固化交联时的降解,提高漆膜的固化稳定性;
15.(2)通过对第一加热管、进气通道、除湿机构和第二加热管的结构配合,能够分别对不同状态下的热风温度进行控制,从而使热风在催化处理、除湿和进入炉膛时均能够达到特定的处理温度,有效提高对热风的催化处理、除湿和交联固化效果;
16.(3)通过对除湿通道和通道阀门的配合设置,能够实现对热风的分流处理,使得当除湿机构内的高温干燥剂需要更换时,厂家能够将对应的通道阀门关闭后对高温干燥剂进行更换,且热风在更换过程中能够从另一个除湿通道穿过,进而实现对高温干燥剂的不停机更换工作,保证上漆装置的处理效率;
17.(4)通过将两个除湿机构依次设置在除湿通道内,并配合对安装结构的优化,则能够使操作人员在更换高温干燥剂时,热风能够直接穿过该处的除湿机构,并由该除湿通道内的另一个除湿机构进行处理,从而在不关闭除湿通道的状态在实现对高温干燥剂的更换,进而保证循环风管内风速和除湿效果的稳定;而操作人员在对高温干燥剂进行更换时,通过封板和挡片的配合能够将干燥剂更换口处的缝隙完全遮挡,进而避免循环风管内热风的流出,保证操作人员的安全性;通过把手和把手钩的配合,则能够对放置框在干燥剂更换时的位置进行限位,即保证封板和挡片的完全贴合,进一步提高对干燥剂的更换稳定性;
18.在上述配合下,本实用新型能够有效避免漆膜在交联固化过程中的降解问题,并提高对炉膛和循环风管内热风的除湿和温度控制效果,进而提高聚酰亚胺漆在上漆后的漆膜强度和附着稳定性。
附图说明
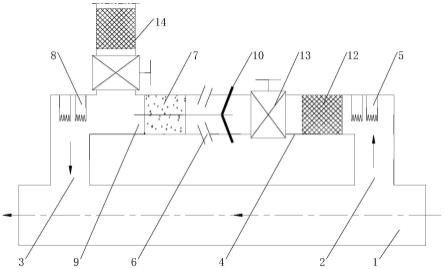
19.图1是实施例1的结构示意图;
20.图2是实施例2的结构示意图;
21.图3是实施例2中除湿机构的安装结构图。
22.附图中的标记为:1-炉膛,2-进风口,3-出风口,4-循环风管,5-第一加热管,6-进气通道,7-除湿机构,8-第二加热管,9-除湿通道,10-通道阀门,11-挡片,12-金属催化机构,13-循环风机,14-排废风管,701-固定架,702-滑动架,703-放置框,704-除湿箱,705-封板,706-推拉面,707-把手,708-把手钩。
具体实施方式
23.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
24.实施例1。扁线电机发卡式漆包线用上漆装置,构成如图1所示,包括炉膛1,炉膛1
的两侧分别经进风口2和出风口3连接有循环风管4,循环风管4内沿气流方向依次设有第一加热管5、进气通道6、除湿机构7和第二加热管8;所述进风口2位于炉膛1的蒸发区,出风口3位于炉膛1的固化交联区。
25.所述除湿机构7内填充有高温干燥剂,该高温干燥剂可选用分子筛干燥剂,除湿机构7一侧的循环风管4上设有干燥剂更换口,干燥剂更换口处设有炉门。
26.所述循环风管4内设有并排的两个除湿通道9,每个除湿通道9内均设有除湿机构7和进气通道6,进气通道6在远离除湿机构7一侧设有通道阀门10。
27.所述第一加热管5和进气通道6之间分别设有金属催化机构12和循环风机13,金属催化机构12内填充有金属催化剂。
28.所述除湿机构7和第二加热管8之间设有排废风管14,排废风管14内设有排废风机。
29.本实施例的工作流程包括以下步骤:
30.①
在扁线的表面涂覆240级芳族聚酰亚胺漆,得a品;
31.②
将a品送入炉膛内依次进行蒸发和固化交联,a品在蒸发阶段的加热温度为250~360℃,蒸发时间为1~10秒,a品在固化交联阶段的加热温度为360~420℃,固化交联时间为20~30秒,得成品;
32.所述步骤
②
中对炉膛内的热风进行除湿,使得炉膛内的相对湿度在20%以下,所述步骤
①
中聚酰亚胺漆的上漆厚度为270μm。
33.所述步骤
②
中a品在蒸发阶段时的加热温度由250℃均匀渐变至360℃,蒸发时间为6秒。
34.所述步骤
②
中a品在固化交联阶段时的加热温度由360℃均匀渐变至420℃,固化交联时间为24秒。
35.所述步骤
②
中热风在高温除湿时的温度为350~380℃,所述热风在进入炉膛时的温度为400~420℃。
36.本实用新型的工作原理:本实用新型在使用时,交联固化后的热风从出风口3处进入循环风管4内,并先通过第一加热管5加热至410~430℃后将热风中的vocs燃烧完全,然后由金属催化机构12对其进行催化处理。热风经催化后分别进入两个除湿通道9内,并由进气通道6将外部空气充入除湿通道9内与原有热风进行混合,从而对热风起到降温效果,使其降温至350~380℃;降温后的热风穿过除湿机构7,由除湿机构7中的高温干燥剂将热风内的水分子去除。通过对热风在除湿前的温度控制,则能够提高除湿机构7对热风的除湿效果。热风在除湿后一部分从排废风管14处排出,另一部分经第二加热管8加热至400~420℃后经进风口2重新进入炉膛1内,从而保证对聚酰亚胺漆的蒸发和固化交联效果。除湿后的干燥空气在进入炉膛1后与漆包线的走线方向呈相对设置,即先对聚酰亚胺漆进行固化交联,再对其进行蒸发;同时随着热风在炉膛1内的走气过程中逐渐降温,从而实现对蒸发和固化交联阶段的炉温控制。
37.当除湿机构7内的高温干燥剂使用殆尽时,操作人员可以定期对高温干燥剂进行更换,从而保证除湿机构7的除湿效果。更换时,先关闭对应的通道阀门10和进气通道6使该通道内不再进气,然后通过干燥剂更换口将除湿机构7取出并进行更换。更换过程中热风可从另一个除湿通道9进行走气和除湿,从而实现对上漆装置的不停机更换,保证上漆装置的
工作稳定性并降低更换成本。
38.实施例2。扁线电机发卡式漆包线用上漆装置,构成如图2和3所示,包括炉膛1,炉膛1的两侧分别经进风口2和出风口3连接有循环风管4,循环风管4内沿气流方向依次设有第一加热管5、进气通道6、除湿机构7和第二加热管8;所述进风口2位于炉膛1的蒸发区,出风口3位于炉膛1的固化交联区。
39.所述除湿机构7内填充有高温干燥剂,该高温干燥剂可选用分子筛干燥剂,除湿机构7一侧的循环风管4上设有干燥剂更换口,干燥剂更换口处设有炉门。
40.所述循环风管4内设有并排的两个除湿通道9,每个除湿通道9内均设有除湿机构7和进气通道6,每个除湿通道9内的除湿机构7的数量为两个且沿气流方向依次设置;所述除湿机构7包括固定在除湿通道9两侧的固定架701,固定架701上连接有滑动架702,固定架701和滑动架702为常规的伸缩滑轨,滑动架702内设有放置框703,放置框703内设有除湿箱704,除湿箱704扣装在放置框703内且内部填充有高温干燥剂。
41.所述放置框703在远离干燥剂更换口一端设有封板705,放置框703的另一端设有推拉面706,推拉面706上转动连接有把手707,干燥剂更换口的外侧设有把手钩708,所述干燥剂更换口内侧的除湿通道9上设有配合封板705的挡片11,当炉门完全关闭时,滑动架受炉门内壁的挤压并将封板与循环风管的内壁完全贴合。
42.所述封板705和挡片11的外部均包覆有隔热棉,所述把手钩708和把手707在钩挂时,封板705和挡片11之间的隔热棉完全贴合且相互挤压变形;所述炉门完全关闭,封板705内侧的隔热棉与循环风管4的内壁完全贴合且挤压变形。
43.所述循环风管4的外侧可搭建用于操作人员通行的操作平台,所述把手钩708设置在把手707一侧的操作平台上。
44.所述第一加热管5和进气通道6之间分别设有金属催化机构12和循环风机13,金属催化机构12内填充有金属催化剂。
45.所述除湿机构7和第二加热管8之间设有排废风管14,排废风管14内设有排废风机。
46.与实施例1相比,本实施例重新调整了除湿机构7的安装结构和干燥剂更换方法,操作人员在更换时,可将炉门打开后利用工具直接拉动把手707向外移动,从而使放置框703和滑动架702一同向外滑出。当放置框703移动到位后操作人员将把手707和把手钩708相互钩挂,使得封板705和挡片11相互贴合并起到封闭效果,避免热风在流通时从缝隙处排出并造成影响操作人员的更换。操作人员在更换时,热风可直接穿过该除湿通道9并由另一个除湿机构7对其进行除湿,从而实现对上漆装置的不停机更换,且不会影响热风的流速和除湿效果;进一步提高对热风的除湿稳定性。更换完成后,由操作人员按相同方式将放置框703重新滑入除湿通道9内,并关闭炉门使其通过挤压将封板705与除湿通道9的内壁完全贴合,从而保证热风稳定穿过除湿机构7。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
