1.本实用新型涉及一种自动化设备,具体涉及一种用于筒状产品的综合检测设备。
背景技术:
2.产品表面加工质量是一个重要的产品质量评价参数。目前常用的产品表面加工质量检测方法有视觉检测,获取产品表面的视觉参数,并进行分析,以判断产品表面加工质量。
3.鉴于筒状产品的结构特性,本技术设计了一种针对筒状产品进行表面加工质量检测的综合检测设备,自动化完成产品表面的加工质量检测。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种用于筒状产品的综合检测设备,自动化完成筒状产品的表面加工质量检测。
5.为了解决上述技术问题,本实用新型提供的技术方案如下:一种用于筒状产品的综合检测设备,至少包括:
6.输料组件,所述的输料组件用于驱动产品单向运动;
7.端部检测组件,所述的端部检测组件包括若干第一视觉检测单元,所述的第一视觉检测单元位于输料组件侧面,且所述输料组件的两侧分别设有至少一个第一视觉检测单元;所述第一视觉检测单元的检测端朝向输料组件设置;
8.周面检测组件,所述的周面检测组件包括至少一个第二视觉检测单元,所述的第二视觉检测单元设置在输料组件上方,且所述第二视觉检测单元的检测端朝向输料组件设置。
9.检测时,筒状产品横向置于输料组件上,并伴随输料组件依次运动至端部检测组件和周面检测组件,完成整体的外表面加工质量检测,具有自动化程度高的优点。
10.作为优选,所述的输料组件包括传送单元,所述的传送单元上沿传送方向分布有若干置料工装,所述的置料工装上设有约束槽。
11.作为优选,所述的约束槽呈“v”形或弧形。
12.检测时,筒状产品置于约束槽内,置料工装对产品进行约束,并带动产品与输料组件同步运动。
13.作为优选,所述的端部检测组件还包括与第一视觉检测单元一一对应的第一补光单元,所述第一补光单元照射方向朝向输料组件设置;所述的周面检测组件还包括与第二视觉检测单元一一对应的第二补光单元,所述第二补光单元照射方向朝向输料组件设置。
14.第一补光单元和第二补光单元的设置,可以有效排除因光线不足而造成的检测误差,提高检测结果的准确度。
15.作为优选,所述的周面检测组件还包括安装支架,所述的第二视觉检测单元和第二补光单元与安装支架旋转活动连接。
16.作为优选,所述的周面检测组件还包括夹持模块,所述的夹持模块包括第一夹持单元和第二夹持单元,所述的输料组件位于第一夹持单元和第二夹持单元之间;所述的第一夹持元件和第二夹持元件上分别设有顶头,所述的顶头朝向输料组件设置;所述的夹持模块还包括第一驱动单元,所述的第一驱动单元用于驱动顶头旋转,并驱动两个顶头相对靠近或远离。
17.工作时,两个顶头相互靠近夹紧对应的筒状产品,并带动筒状产品转动。在产品转动的过程中,第二视觉检测单元可以对产品轴向表面进行全面检测。
18.作为优选,所述顶头朝向输料组件的一端设有锥面。
19.置于输料组件上筒状产品的轴线略低于对应顶头的轴线。在两个顶头相互靠近的过程中,顶头部分从筒状产品两端插入,并在锥面的引导下,将筒状产品抬起,至夹紧状态下,筒状产品的轴线基本与顶头的轴线对齐。
20.将筒状产品抬起,可以有效避免筒状产品转动过程中与置料工装摩擦,可以起到保护产品周面的作用。
21.作为优选,还包括机架,所述的机架包括检测区和分拣区,所述的检测区和分拣区沿输料组件的输料方向依次分布;所述的端部检测组件和周面检测组件设置在检测区,所述的分拣区设有分拣组件。
22.作为优选,所述的分拣组件包括至少一个顶出机构,所述的顶出机构包括顶杆和驱动顶杆轴向运动的第二驱动单元;所述的顶出机构设置在输料组件一侧,且所述顶杆的自由端朝向输料组件设置。
23.根据端部检测组件和周面检测组件的检测结果,分拣组件有选择性的将筒状产品分拣。
24.作为优选,所述的输料组件从进料端向出料端逐渐向上倾斜;还包括进料组件和出料组件,所述进料组件的出料端不低于传送单元的进料端,所述传送单元的出料端不低于出料组件的进料端。
25.进料组件出料端的筒状产品可以在重力作用下滑入输料组件;对应的,输料组件出料端的产品可以在重力作用下滑入出料组件,结构简单合理。
附图说明
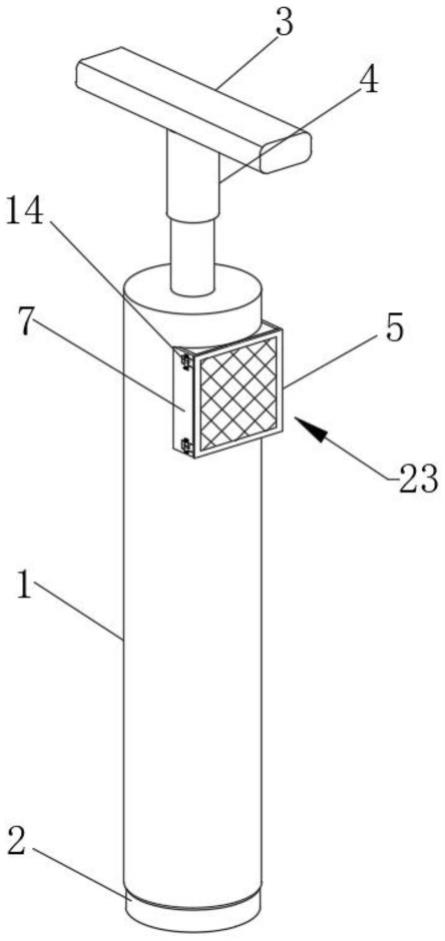
26.图1为本实施例用于筒状产品的综合检测设备的主视图;
27.图2为本实施例用于筒状产品的综合检测设备的俯视图;
28.图3为图1中a处的局部放大图;
29.图4为图1中b处的局部放大图;
30.图5为本实施例用于筒状产品的综合检测设备中端部检测组件的局部视图;
31.图6为本实施例用于筒状产品的综合检测设备中周面检测组件的局部视图;
32.图7为本实施例用于筒状产品的综合检测设备中第一夹持组件的结构示意图;
33.图8为本实施例用于筒状产品的综合检测设备中分拣组件的局部视图。
具体实施方式
34.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施
例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
实施例
35.如图1和图2所示,一种用于筒状产品的综合检测设备,至少包括机架1、输料组件6、端部检测组件4、周面检测组件5和分拣组件7。所述的机架1包括检测区和分拣区,所述的检测区和分拣区沿输料组件6的输料方向依次分布。所述的端部检测组件4和周面检测组件5设置在检测区,所述的分拣组件7设置在分拣区。
36.检测时,筒状产品9横向置于输料组件6上,并伴随输料组件6依次运动至端部检测组件4和周面检测组件5,完成整体的外表面加工质量检测,最后分拣组件7根据检测结果选择性的将部分筒状产品9取出,具有自动化程度高的优点。
37.如图3所示,所述的输料组件6包括传送单元62,所述的传送单元62上沿传送方向分布有若干置料工装63。所述的置料工装63上设有约束槽,所述的约束槽呈“v”形或弧形。检测时,筒状产品9置于约束槽内,置料工装63对产品进行约束,并带动产品与输料组件6同步运动。如图5和图5所示,所述的传送单元62包括传送带或传送链,所述传送单元62的两侧设有挡板61,所述的挡板61间断设置,为端部检测组件4、周面检测组件5和分拣组件7的设置流出空间。
38.如图1所示,所述的传送单元62从进料端向出料端逐渐向上倾斜。还包括进料组件2和出料组件8,所述进料组件2的出料端不低于传送单元62的进料端,所述传送单元62的出料端不低于出料组件8的进料端。进料组件2出料端的筒状产品9可以在重力作用下滑入传动单元,对应的,传送单元62出料端的产品可以在重力作用下滑入出料组件8,结构简单合理。可以在进料组件2的出料端与传动单元的进料端之间设置过渡板3;对应的,也可以在传送单元62出料端与出料组件8的进料端之间设置过渡板3。
39.如图3和图5所示,所述的端部检测组件4包括若干第一视觉检测单元41,所述的第一视觉检测单元41位于输料组件6侧面,且所述输料组件6的两侧分别设有至少一个第一视觉检测单元41。所述第一视觉检测单元41的检测端朝向输料组件6设置。具体的,两个所述的视觉检测单元为一组,同组内两个视觉检测单元在沿传送单元62的运动方向上错开设置。
40.所述的端部检测组件4还包括与第一视觉检测单元41一一对应的防尘罩,所述的第一视觉检测单元41设置在防尘罩内。
41.所述的端部检测组件4还包括与第一视觉检测单元41一一对应的第一补光单元,所述第一补光单元照射方向与对应第一视觉检测单元41的检测端朝向相同。第一补光单元的设置,可以有效排除因光线不足而造成的检测误差,提高检测结果的准确度。
42.如图4和图6所示,所述的周面检测组件5安装支架54、第二视觉检测单元53和第二补光单元55。所述的安装支架54包括位于输料组件6上方的安装梁,所述的第二视觉检测单元53和第二补光单元55设置在安装梁上。
43.所述第二视觉检测单元53的检测端朝向输料组件6设置,所述第二补光单元55照射方向与对应第二视觉检测单元53的检测端朝向相同。第二补光单元55的设置,可以有效排除因光线不足而造成的检测误差,提高检测结果的准确度。
44.如图6和图7所示,所述的周面检测组件5还包括夹持模块,所述的夹持模块包括第一夹持单元51和第二加持单元52,所述的输料组件6位于第一夹持单元51和第二加持单元52之间;所述的第一夹持元件和第二夹持元件上分别设有顶头512,所述的顶头512朝向输料组件6设置;所述的夹持模块还包括第一驱动单元511,所述的第一驱动单元511用于驱动顶头512旋转,并驱动两个顶头512相对靠近或远离。
45.工作时,两个顶头512相互靠近夹紧对应的筒状产品9,并带动筒状产品9转动。在产品转动的过程中,第二时间检测单元可以对产品轴向表面进行全面检测。
46.如图7所示,进一步的,所述顶头512朝向输料组件6的一端设有锥面513。
47.置于输料组件6上筒状产品9的轴线略低于对应顶头512的轴线。在两个顶头512相互靠近的过程中,顶头512部分从筒状产品9两端插入,并在锥面513的引导下,将筒状产品9抬起,至夹紧状态下,筒状产品9的轴线基本与顶头512的轴线对齐。
48.将筒状产品9抬起,可以有效避免筒状产品9转动过程中与置料工装63摩擦,可以起到保护产品周面的作用。
49.如图8所示,所述的分拣组件7包括至少一个顶出机构71,所述的顶出机构71包括顶杆和驱动顶杆轴向运动的第二驱动单元;所述的顶出机构71设置在输料组件6一侧,且所述顶杆的自由端朝向输料组件6设置。
50.根据端部检测组件4和周面检测组件5的检测结果,分拣组件7有选择性的将筒状产品9分拣。本实施例中,合格产品从出料组件8排出,不合格产品通过分拣组件7推向传送组件侧面。
51.还包括信号处理模块,所述的信号处理模块与端部检测组件4、周面检测组件5和分拣组件7分别点连接。工作时,第一视觉检测单元41和第二视觉检测单元53获取视觉信号,并反馈至信号处理模块,信号处理模块分析判断后,控制分拣模块取出对应产品或不做处理。
52.需要说明的是,本技术中第一视觉检测单元41、第二视觉检测单元53和信号处理模块均为现有成熟技术,本技术的创新点为对上述成熟技术的合理使用,对于上述技术的具体结构和工作原理并非本技术的创新点所在,故对此不做赘述。
53.总之,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。