1.本实用新型涉及管件加工夹具技术领域,尤其涉及一种弯头端面加工胎具。
背景技术:
2.弯头是改变管路方向的管件,在船舶建造和化工生产线等的管路系统制作中普遍用到。由于弯头都是通过焊接与整个管路系统连接的,为了提高其连接处的焊接质量,需要对弯头的端部进行外倒角。因弯头的外形呈圆弧形,正常情况下无法加工其两端面;目前,在管件生产厂家为了提高加工弯头管件的效率,大多数依靠相应的胎膜具利用普通车床上的四爪卡盘固定住其胎具,从而实现弯头产品两端面的加工。这样,只能解决固定角度的产品,同时需要有一定的技术人员才能操作,并且安全系数低,若固定不好易飞出,并且弯头与夹具之间易发生相对位移造成损伤。
技术实现要素:
3.本实用新型主要解决现有技术的固定困难、操作复杂等技术问题,提出一种弯头端面加工胎具,使用方便,胎膜具制作简单,夹紧可靠。
4.本实用新型提供了一种弯头端面加工胎具,包括角钢、门型固定架、第一v型定位块、第二v型定位块和v型锁紧板;
5.所述门型固定架的两个底端分别固定在角钢的横板与纵板连接缝的两端;所述门型固定架与角钢间形成一个容纳空间,所述容纳空间能使弯头穿过;
6.所述第二v型定位块设置在横板上;所述第一v型定位块设置在纵板上;所述第二v型定位块和第一v型定位块的v型开口分别与弯头的表面配合;
7.所述门型固定架靠近弯头的一侧设置有v型锁紧板;所述v型锁紧板v型开口朝向弯头。
8.进一步的,所述第二v型定位块底部两端各开设一个螺纹孔;所述横板上沿横板延伸方向平行设置多对第二螺纹孔,所述螺纹孔与第二螺纹孔相配合,并通过螺栓固定。
9.进一步的,所述第一v型定位块底部两端各开设一个螺纹孔;所述纵板上从上至下平行设置多对第一螺纹孔;使用时,其中一对第一螺纹孔与第一v型定位块底部螺纹孔通过螺栓定位固定。
10.进一步的,所述门型固定架顶部穿设锁紧板螺栓,位于门型固定架两侧的锁紧板螺栓上分别螺纹配合有锁紧板螺母,所述锁紧板螺栓位于门型固定架的一端与v型锁紧板固定。
11.进一步的,所述门型固定架与横板的夹角为40
°‑
50
°
。
12.本实用新型提供的弯头端面加工胎具与现有技术相比,有以下优点:
13.1、本实用新型设计巧妙,使用方便,胎膜具制作简单,夹紧可靠。
14.2、本实用新型一副胎具可以加工多种规格的弯头,如弯头直径为φ76、φ89和φ108的弯头就可使用一副胎具进行加工,主要原理为变换v型定位块的位置即可。
附图说明
15.图1是本实用新型弯头端面加工胎具结构示意图;
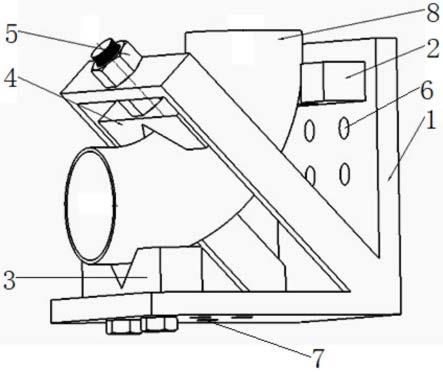
16.图2是本实用新型弯头端面加工胎具立体图;
17.附图标记:1、角钢;2、第一v型定位块;3、第二v型定位块;4、v型锁紧板;5、锁紧板螺母;6、第一螺纹孔;7、第二螺纹孔;8、弯头;9、锁紧板螺栓。
具体实施方式
18.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部内容。
19.如图1-2所示,本实用新型实施例提供的一种弯头端面加工胎具,包括角钢1、门型固定架、第一v型定位块2、第二v型定位块3和v型锁紧板4;
20.所述门型固定架的两个底端分别固定在角钢1的横板与纵板连接缝的两端;所述门型固定架与角钢1间形成一个容纳空间,所述容纳空间能使弯头8穿过;
21.所述第二v型定位块3设置在横板上;所述第一v型定位块2设置在纵板上;所述第二v型定位块3和第一v型定位块2的v型开口分别与弯头8的表面配合;
22.所述门型固定架靠近弯头8的一侧设置有v型锁紧板4;所述v型锁紧板4v型开口朝向弯头8。本实用新型可以通过变换第一v型定位块2和第二v型定位块3的位置,实现一副胎具可以加工多种规格的弯头,如弯头直径为φ76、φ89和φ108的弯头。
23.本实用新型所述第二v型定位块3底部两端各开设一个螺纹孔;所述横板上沿横板延伸方向平行设置多对第二螺纹孔7,所述螺纹孔与第二螺纹孔相配合,并通过螺栓固定。使用时,其中一对第二螺纹孔7与第二v型定位块3底部螺纹孔通过螺栓定位固定。
24.本实用新型所述第一v型定位块2底部两端各开设一个螺纹孔;所述纵板上从上至下平行设置多对第一螺纹孔6;使用时,其中一对第一螺纹孔6与第一v型定位块2底部螺纹孔通过螺栓定位固定。
25.本实用新型所述门型固定架顶部穿设锁紧板螺栓9,位于门型固定架两侧的锁紧板螺栓9上分别螺纹配合有锁紧板螺母5,所述锁紧板螺栓9位于门型固定架的一端与v型锁紧板4固定。
26.本实用新型所述门型固定架与横板的夹角为40
°‑
50
°
。
27.本实用新型工作原理:当使用车床加工弯头8端面时,利用本实用新型胎具,将弯头8放入第一v型定位块和第二v型定位块之间,通过上部的v型锁紧板4的螺栓将弯头8锁紧在胎具中即可。然后通过车床上四爪卡盘的卡爪将固定好弯头的模具安装在车床上,再调整模具上的弯板,使弯头中心与机床中心一致,中心调整好后即可批量加工生产。
28.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
技术特征:
1.一种弯头端面加工胎具,其特征在于,包括角钢(1)、门型固定架、第一v型定位块(2)、第二v型定位块(3)和v型锁紧板(4);所述门型固定架的两个底端分别固定在角钢(1)的横板与纵板连接缝的两端;所述门型固定架与角钢(1)间形成一个容纳空间,所述容纳空间能使弯头(8)穿过;所述第二v型定位块(3)设置在横板上;所述第一v型定位块(2)设置在纵板上;所述第二v型定位块(3)和第一v型定位块(2)的v型开口分别与弯头(8)的表面配合;所述门型固定架靠近弯头(8)的一侧设置有v型锁紧板(4);所述v型锁紧板(4)v型开口朝向弯头(8)。2.根据权利要求1所述的弯头端面加工胎具,其特征在于,所述第二v型定位块(3)底部两端各开设一个螺纹孔;所述横板上沿横板延伸方向平行设置多对第二螺纹孔(7),所述螺纹孔与第二螺纹孔相配合,并通过螺栓固定。3.根据权利要求1所述的弯头端面加工胎具,其特征在于,所述第一v型定位块(2)底部两端各开设一个螺纹孔;所述纵板上从上至下平行设置多对第一螺纹孔(6);使用时,其中一对第一螺纹孔(6)与第一v型定位块(2)底部螺纹孔通过螺栓定位固定。4.根据权利要求1所述的弯头端面加工胎具,其特征在于,所述门型固定架顶部穿设锁紧板螺栓(9),位于门型固定架两侧的锁紧板螺栓(9)上分别螺纹配合有锁紧板螺母(5),所述锁紧板螺栓(9)位于门型固定架的一端与v型锁紧板(4)固定。5.根据权利要求1所述的弯头端面加工胎具,其特征在于,所述门型固定架与横板的夹角为40
°‑
50
°
。
技术总结
本实用新型涉及一种弯头端面加工胎具,包括角钢、门型固定架、第一V型定位块、第二V型定位块和V型锁紧板;所述门型固定架的两个底端分别固定在角钢的横板与纵板连接缝的两端;所述门型固定架与角钢间形成一个容纳空间,所述容纳空间能使弯头穿过;所述第二V型定位块设置在横板上;所述第一V型定位块设置在纵板上;所述第二V型定位块和第一V型定位块的V型开口分别与弯头的表面配合;所述门型固定架靠近弯头的一侧设置有V型锁紧板;所述V型锁紧板V型开口朝向弯头。本实用新型使用方便,胎膜具制作简单,夹紧可靠。夹紧可靠。夹紧可靠。
技术研发人员:张明杰 刘逵运
受保护的技术使用者:大连振兴船舶管件有限公司
技术研发日:2021.12.27
技术公布日:2022/6/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
