1.本发明涉及一种吹塑机设备,特别是一种吹塑机多工位模具组件。
背景技术:
2.在汽车制造行业领域中,缓冲块是减震器的重要组成部分,缓冲块常由发泡工艺制成。发泡成型是指在特定聚合物材料中,通过物理发泡剂或化学发泡剂的添加与反应,形成了蜂窝状或多孔状结构的过程。现在常见的发泡成型设备采用的是固定型腔的下模具,模具的上方设置上压板,注射完发泡剂后,启动上压板,对模具的上表面进行密封。发泡过程结束后,打开上压板,将产品下模。
3.现有技术中的模具一般为固定位置的,无法对模具的位置进行调整,且一次注塑只能针对一个产品使用,效率低下。在更换不同的模具时,安装位置容易产生错位,影响产品质量。同时由于注塑位置固定,注塑完成后产品难以取出,影响生产效率。
4.综上所述,有必要对现有技术当中的模具做出改进,加快生产效率。
技术实现要素:
5.本发明的目的在于提供一种能够提高生产效率的发泡成型机多工位模具组件,包括主框架、模具与模套;
6.所述模具包括模坯与两个相对设置的半模,两个半模可闭合以形成用来构成待发泡物品外观的型腔;模坯设置于型腔当中,用来构成待发泡物品的内部结构;所述主框架内设置有中空的成型区,所述成型区的纵向两侧设置有滑槽,所述模套的纵向两侧设置有对应于滑槽的滑块;所述模套包括两个相对设置的半模套,半模套相对的内侧纵向排列有多个半模,半模套相对的外侧设置有驱动部件并可在所述驱动部件的作用下相互靠近或远离;
7.所述模套内包含至少三个共平面对称的型腔;
8.还包括底板,所述底板设置于主框架在两个半模套之间的底部,模坯设置于底板的上端;底板的底部设置有顶升气缸,所述底板在顶升气缸的驱动下竖直位移;模柸的下端设置有密封块,所述密封块的大小覆盖型腔的底部。
9.进一步地,所述半模套的外侧排列有多组连接通孔,半模的外侧设置有多组连接盲孔,所述连接通孔与连接盲孔相互对应。
10.进一步地,相对设置的两个半模中一个半模的内端面上设置有若干定位柱,另一个半模的内端面设置有若干定位孔,所述定位孔与定位柱相互对应。
11.进一步地,所述定位柱为锥形。
12.进一步地,所述半模套的内侧竖直设置有多组限位槽,相邻的限位槽之间的宽度与半模的宽度相等。
13.进一步地,所述驱动部件为驱动气缸,主框架在成型区的两侧还设置有驱动区,所述驱动气缸设置于驱动区内。
14.进一步地,所述半模套的纵向侧面设置有若干循环水孔。
15.本发明设置了一组相对的半模套,模套内设置有多组由一对半模形成的注塑工位,模坯设置在底板上,下模上的封闭块在工作时对型腔的底部进行封闭。由于模套的水平位置不会发生变化,下模通过顶升气缸驱动,可以在同一个模套内的四个工位设置不同形状的模坯,方便快捷。注塑完成后,只需要将两侧的半模分开即可取出成型后的产品。本发明具有结构稳定,工作效率高的优点。
附图说明
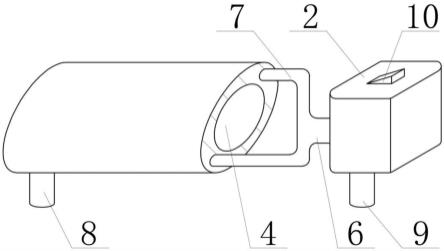
16.图1为本发明一种吹塑机多工位模具组件的结构示意图;
17.图2为主框架的俯视图;
18.图3为本发明一种吹塑机多工位模具组件工作前的主视图;
19.图4为本发明一种吹塑机多工位模具组件工作时的主视图;
20.图5为模套与模具组件的爆炸示意图;
21.图6为底板的结构示意图。
具体实施方式
22.如图1-5所示的一种吹塑机多工位模具组件,包括主框架1、模具2与模套3,所述主框架1内设置有中空的成型区11,所述成型区11的纵向两侧设置有滑槽12,所述模套3的纵向两侧设置有对应于滑槽12的滑块32;所述模套3包括两个相对设置的半模套31,半模套31相对的外侧设置有驱动部件4并可在所述驱动部件4的作用下相互靠近或远离;在本实施例中,所述驱动部件4为驱动气缸,主框架1在成型区11的两侧还设置有驱动区13,所述驱动气缸设置于驱动区13内;
23.所述模具2包括模坯22与两个相对设置的半模21,两个半模21可闭合以形成用来构成待发泡物品外观的型腔;模坯22设置于型腔当中,用来构成待发泡物品的内部结构;半模套31相对的内侧纵向排列有多个半模21,多个半模21对应形成至少三个型腔,所述型腔共对称平面设置于模套3内。如图5所示,每个半模套31上纵向排列有四个半模21,八个半模21形成了四个型腔。当驱动气缸启动时,两侧的半模套31相对运动,使两个半模21闭合,即形成发泡成型的注射区域,四组半模21塑造了四个缓冲块的注射区域。
24.所述半模套31的外侧排列有多组连接通孔33,半模21的外侧设置有多组连接盲孔,所述连接通孔33与连接盲孔相互对应,使半模21通过螺栓固定于半模套31内侧;半模21与模套3通过螺栓连接便于对半模21的更换,使不同型腔的模具2可以安装在同一个模套3内。进一步地,所述半模套31的内侧竖直设置有多组限位槽34,相邻的限位槽34之间的宽度与半模21的宽度相等。限位槽34用于限定压模的水平位置,使压模更易装入对应的模套3内。
25.如图5所示,相对设置的两个半模21中一个半模21-1的内端面上设置有若干定位柱23,另一个半模21-2的内端面设置有若干定位孔24,所述定位孔24与定位柱23相互对应,使两个半模21闭合时形成的整体更为稳定。所述定位柱23优选为锥形或者圆头,使定位柱23更易伸入定位孔24内,防止因为局部误差造成装配错误,对半模21的表面造成损伤。
26.主框架1在两个半模套31之间的底部还设置有底板5,如图6所示,模坯22设置于底
板5的上端;底板5的底部设置有顶升气缸6,所述底板5在顶升气缸6的驱动下竖直位移;在本实施例中,对应于型腔的数量,所述模坯22设置为四组,四组模坯22并不限定于同一规格或者形状;模柸的下端设置有密封块51,所述密封块51的大小覆盖型腔的底部。
27.进一步地,所述半模套31的纵向侧面设置有若干循环水孔35。
28.本发明的操作过程如下:在注塑前,两个对应的半模21处于分离状态;工作时,两侧的驱动气缸带动半模套31相对运动,使半模21闭合形成型腔;顶升气缸6带动底板5上升,直至密封块51到达模具2的底部,使型腔的底部封闭;将发泡原料由型腔的上部注入,再用外部的上模对型腔的顶部进行封闭,等待发泡过程结束;启动驱动气缸,使相对的半模21相互分离,将成型后的缓冲块从模坯22上取下。
29.本发明设置了一组相对的半模套31,模套3内设置有多组由一对半模21形成的注塑工位,模坯22设置在底板5上,下模上的封闭块在工作时对型腔的底部进行封闭。由于模套3的水平位置不会发生变化,下模通过顶升气缸6驱动,可以在同一个模套3内的四个工位设置不同形状的模坯22,方便快捷。
30.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
31.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。