1.本实用新型涉及工件表面缺陷检测技术领域,尤其涉及一种多角度打光检测装置及检测设备。
背景技术:
2.工件表面缺陷检测技术具体指的是通过光源对工件表面打光,再通过摄像头获取从工件表面反射的光,从而获得工件的表面信息的一种检测手段。
3.现有技术中,通过上述方式获取电子产品外壳边框(例如,手机外壳、笔记本电脑外壳体)、智能家电壳体(例如,万能遥控器壳体、智能冰箱壳体)等工件的表面缺陷,表面缺陷包括碰伤、划痕、雕刻等。
4.上述的检测手段由于光源设置单一,光照射在工件表面时通常只能检测碰伤、划痕、雕刻等比较明显的缺陷,不能有效检测到毛刺等比较细微的缺陷特征,往往还需要通过人工将带毛刺的产品筛出,导致检测过程较长,降低了生产效率,即现有技术中的检测手段效率低。
技术实现要素:
5.本实用新型的目的在于提供一种一种多角度打光检测装置及检测设备,来解决现有技术中的检测手段效率低的问题。
6.为达此目的,本实用新型采用以下技术方案:
7.一种多角度打光检测装置,包括检测工位与壳体,所述壳体内形成有安装槽;
8.于所述安装槽内,所述壳体安装有低角度环状光源装置、高角度环状光源装置和摄像单元;于远离所述检测工位的方向依次,所述低角度环状光源装置、所述高角度环状光源装置和所述摄像单元依次设置。
9.可选地,所述低角度环状光源装置包括低角度支架和安装于所述低角度支架上的低角度环状光源;所述高角度环状光源装置包括高角度支架和安装于所述高角度支架上的高角度环状光源;
10.所述壳体对应所述低角度支架的位置开设有低角度滑槽,所述壳体对应所述高角度支架的位置开设有高角度滑槽;所述低角度支架能沿所述低角度滑槽滑动,所述高角度支架能沿所述高角度滑槽的槽壁滑动。
11.可选地,于所述低角度滑槽的一侧,所述壳体的外壁上开设有低角度刻度槽;所述低角度支架通过一带有水平标示线的螺栓穿过所述低角度滑槽与所述壳体可拆卸地连接;
12.于所述高角度滑槽的一侧,所述壳体的外壁上开设有高角度刻度槽;所述高角度支架通过一带有水平标示线的螺栓穿过所述高角度滑槽与所述壳体可拆卸地连接。
13.可选地,还包括一设置于所述检测工位上的旋转装置,所述旋转装置用于驱动工件旋转;
14.于所述安装槽内,所述壳体还安装有平行光源装置,所述平行光源装置用于向工
件照射平行光。
15.可选地,所述平行光源装置包括两个平行光单元,两个所述平行光单元分别设置于所述检测工位的两侧,且两个所述平行光单元的出光方向相交叉,且两个所述平行光单元的出光方向的交叉点设置于所述检测工位上。
16.可选地,所述平行光单元与所述壳体之间连接有调位组件;
17.所述调位组件包括安装于所述安装槽的槽壁上的固定单元,所述固定单元滑动连接有第一移动单元,所述第一移动单元能沿第一方向相对于所述固定单元滑动;
18.所述调位组件还包括第二转动单元,所述第二转动单元与所述第一移动单元转动连接,所述第二转动单元能沿第二方向相对于所述第一移动单元转动;
19.所述调位组件还包括第三转动单元,所述第三转动单元能沿第三方向相对于所述第二转动单元转动;
20.所述平行光单元安装于所述第三转动单元上。
21.可选地,所述壳体于所述安装槽的槽口边缘开设有进料口,所述进料口设置于所述检测工位的一侧;
22.其中,所述壳体于所述进料口处设置有激光测距传感器。
23.可选地,所述摄像单元设置于所述壳体外,所述壳体对应所述摄像单元的位置开设有摄像避让孔。
24.可选地,所述安装槽的槽壁及所述壳体内壁上均涂覆有漫反射涂层。
25.一种检测设备,包括如上所述的多角度打光检测装置。
26.与现有技术相比,本实用新型具有以下有益效果:
27.本实用新型提供的多角度打光检测装置及检测设备,在进行检测时,工件位于检测工位上,通过低角度环状光源装置向工件照射低角度均匀扩散光线,通过高角度环状光源装置向工件照射高角度均匀扩散光线;其中,低角度均匀扩散光线提供暗场照明环境,能够凸显工件的边缘、倒角、台阶过渡等不平整坡度信息,还能够凸显表面比较杂乱的碰伤、划痕、雕刻等信息;而高角度均匀扩散光线提供明场照明环境,能够凸显工件表面平整区域的轮廓特征,且表面粗糙程度不同或反射率不同的区域也会有明显差异,从而令摄像单元能够获取工件的毛刺信息以便进行起毛检测;即本方案通过低角度环状光源装置与高角度环状光源装置的组合实现了单一设备对工件的全面检测,提高了检测效率,从而提高了生产效率。
附图说明
28.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
29.本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖
的范围内。
30.图1为本实用新型实施例提供的多角度打光检测装置的第一光路结构示意图;
31.图2为本实用新型实施例提供的多角度打光检测装置的第二光路结构示意图;
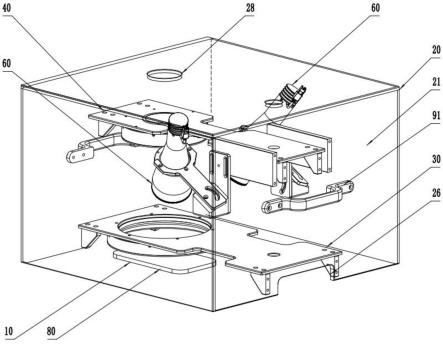
32.图3为本实用新型实施例提供的多角度打光检测装置的第一整体结构示意图;
33.图4为本实用新型实施例提供的多角度打光检测装置的第二整体结构示意图;
34.图5为本实用新型实施例提供的多角度打光检测装置的爆炸结构示意图;
35.图6为本实用新型实施例提供的多角度打光检测装置的局部结构示意图;
36.图7为图6在a处的局部放大结构示意图;
37.图8为图6在b处的局部放大结构示意图;
38.图9为本实用新型实施例的平行光源装置的结构示意图。
39.图示说明:10、检测工位;20、壳体;21、安装槽;22、低角度滑槽;23、高角度滑槽;24、低角度刻度槽;25、高角度刻度槽;26、进料口;27、激光测距传感器;28、摄像避让孔;
40.30、低角度环状光源装置;31、低角度支架;32、低角度环状光源;40、高角度环状光源装置;41、高角度支架;42、高角度环状光源;
41.50、摄像单元;60、平行光源装置;61、平行光单元;62、固定单元;63、第一移动单元;64、第二转动单元;65、第三转动单元;70、旋转装置;80、工件;91、把手。
具体实施方式
42.为使得本实用新型的实用新型目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而非全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
43.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中设置的组件。
44.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
45.请参考图1至图9,图1为本实用新型实施例提供的多角度打光检测装置的第一光路结构示意图,图2为本实用新型实施例提供的多角度打光检测装置的第二光路结构示意图,图3为本实用新型实施例提供的多角度打光检测装置的第一整体结构示意图,图4为本实用新型实施例提供的多角度打光检测装置的第二整体结构示意图,图5为本实用新型实施例提供的多角度打光检测装置的爆炸结构示意图,图6为本实用新型实施例提供的多角度打光检测装置的局部结构示意图,图7为图6在a处的局部放大结构示意图,图8为图6在b处的局部放大结构示意图,图9为本实用新型实施例的平行光源装置的结构示意图。
46.实施例一
47.本实施例提供的多角度打光检测装置,应用于检测手机外壳、笔记本电脑外壳体等工件80的表面缺陷的场景,通过对多角度打光检测装置的结构进行改进,使其能够更全
面无死角地检测出工件80的表面缺陷,确保检测效率,从而实现无需再次人工分拣的目的。
48.如图1、图3和图4所示,本实施例的多角度打光检测装置包括检测工位10与壳体20,壳体20内形成有安装槽21。其中,需要说明的是,形成的安装槽21用于安装各类光源设备,光源设备对检测工位10上的工件80打光,由于安装槽21为半封闭设计,除了壳体20上开设的进料口26和出料口外,外部的灰尘和杂光难以进入安装槽21内,能够保证安装槽21内的光路稳定,不被干扰。另外,壳体20上还安装有把手91,便于工作人员移动该多角度打光检测装置。
49.于安装槽21内,壳体20安装有低角度环状光源装置30、高角度环状光源装置40和摄像单元50;于远离检测工位10的方向依次,低角度环状光源装置30、高角度环状光源装置40和摄像单元50依次设置。其中,低角度环状光源装置30与高角度环状光源装置40指的均是具备一环状光源的装置,该环状光源能从其环状内壁发出均匀的光照射于工件80上,经工件80反射后穿过环状光源的内环被摄像单元50所接收。
50.具体地,在进行检测时,工件80位于检测工位10上,通过低角度环状光源装置30向工件80照射低角度均匀扩散光线,通过高角度环状光源装置40向工件80照射高角度均匀扩散光线;其中,低角度均匀扩散光线提供暗场照明环境,能够凸显工件80的边缘、倒角、台阶过渡等不平整坡度信息,还能够凸显表面比较杂乱的碰伤、划痕、雕刻等信息;而高角度均匀扩散光线提供明场照明环境,能够凸显工件80表面平整区域的轮廓特征,且表面粗糙程度不同或反射率不同的区域也会有明显差异,从而令摄像单元50能够获取工件80的毛刺信息以便进行起毛检测(即能够分辨并筛出具备毛刺的工件80的检测);即本方案通过低角度环状光源装置30与高角度环状光源装置40的组合实现了单一设备对工件80的全面检测,提高了检测效率,从而提高了生产效率。
51.进一步地,如图3至图5所示,低角度环状光源装置30包括低角度支架31和安装于低角度支架31上的低角度环状光源32;高角度环状光源装置40包括高角度支架41和安装于高角度支架41上的高角度环状光源42。
52.如图1、图6至图8所示,壳体20对应低角度支架31的位置开设有低角度滑槽22,壳体20对应高角度支架41的位置开设有高角度滑槽23;低角度支架31能沿低角度滑槽22滑动,高角度支架41能沿高角度滑槽23的槽壁滑动。
53.具体地,当检测不同种类的工件80时,可以通过调节低角度支架31相对于低角度滑槽22的滑动距离,调节高角度支架41相对于高角度滑槽23的滑动距离,从而如图1所示,调节高角度环状光源42和低角度环状光源32分别相对于工件80的高度,当光源的高度发生变化后,光源从工件80反射后携带的信息也会发生变化,从而匹配不同种类的工件80的检测需求。
54.在一个具体的实施方式中,如图8所示,于低角度滑槽22的一侧,壳体20的外壁上开设有低角度刻度槽24;低角度支架31通过一带有水平标示线的螺栓穿过低角度滑槽22与壳体20可拆卸地连接。如图7所示,于高角度滑槽23的一侧,壳体20的外壁上开设有高角度刻度槽25;高角度支架41通过一带有水平标示线的螺栓穿过高角度滑槽23与壳体20可拆卸地连接。需要补充的是,低角度刻度槽24与高角度刻度槽25均通过激光镭射的方式成形于壳体20的外壁上,其中,各个刻度槽之间间距为1mm。对于高角度支架41和低角度支架31而言,当需要调节支架的高度时,先拧松带有水平标示线的螺栓,调节对应的支架的高度,再
拧紧螺栓,待拧紧后,通过螺栓上的水平标示线的位置是否与目标的刻度槽水平,以及水平标示线对应的刻度槽的位置,从而判断调节高度是否到位,确保了检测精度。
55.在另一个具体的实施方式中,于低角度滑槽22的一侧,壳体20的外壁上开设有低角度刻度槽24;低角度支架31连接有一带螺纹的螺杆,该螺杆穿过低角度刻度槽24的一端螺纹连接有一螺母,该螺母配置有水平指示线。当需要调节支架的高度时,先拧松带有水平标示线的螺母,调节对应的支架的高度,再拧紧螺母,待拧紧后,通过螺母上的水平标示线的位置是否与目标的刻度槽水平,以及水平标示线对应的刻度槽的位置,从而判断调节高度是否到位,确保了检测精度。
56.进一步地,如图2所示,多角度打光检测装置还包括一设置于检测工位10上的旋转装置70,旋转装置70用于驱动工件80旋转。
57.于安装槽21内,壳体20还安装有平行光源装置60,平行光源装置60用于向工件80照射平行光。其中,平行光源装置60向工件80照射平行光后,平行光经工件80反射后发送向摄像单元50,其中,平行光能够照射于工件80的圆弧过渡边角处的加工特征及外观缺陷,能够点亮工件80在常规光源下无法照亮的圆弧过渡边角处的特征,从而将工件80的圆弧过渡边角处的信息反馈至摄像单元50,扩展了多角度打光检测装置的检测范围。
58.进一步地,如图2所示,平行光源装置60包括两个平行光单元61,两个平行光单元61分别设置于检测工位10的两侧,且两个平行光单元61的出光方向相交叉,且两个平行光单元61的出光方向的交叉点设置于检测工位10上。
59.其中,如图2所示,平行光单元61照射于工件80的上端,当摄像单元50获取了工件80的上端的圆角处的信息后,旋转装置70带动工件80沿旋转方向旋转180度,此时,摄像单元50能获取工件80的另一端的圆角处的信息。上述设置实现对工件80的各个圆角的检测,使得多角度打光检测装置的检测范围更广,检测效率更高。
60.进一步地,如图9所示,平行光单元61与壳体20之间连接有调位组件。
61.调位组件包括安装于安装槽21的槽壁上的固定单元62,固定单元62滑动连接有第一移动单元63,第一移动单元63能沿第一方向相对于固定单元62滑动。
62.调位组件还包括第二转动单元64,第二转动单元64与第一移动单元63转动连接,第二转动单元64能沿第二方向相对于第一移动单元63转动。
63.调位组件还包括第三转动单元65,第三转动单元65能沿第三方向相对于第二转动单元64转动。
64.平行光单元61安装于第三转动单元65上。
65.更加具体地,第一移动单元63沿第一方向开设有直线状的第一滑槽,沿第二方向开设有弧状的第二滑槽,第三转动单元65沿第三方向开设有弧状的第三滑槽;其中,固定单元62螺纹连接有螺栓,该螺栓穿过第一滑槽将第一移动单元63压紧于固定单元62上,当该螺栓拧松时,可以调节第一滑槽相对于该螺栓的位置,从而令第一移动单元63沿第一方向的方向移动,当第一移动单元63移动到位时,拧紧该螺栓使得第一移动单元63固定于固定单元62上;其中,第二转动单元64通过螺栓压紧于第一移动单元63上,其中一个螺栓穿过第二滑槽,另一个螺栓用作第二转动单元64的转动中心,起到定位的作用,当上述两个螺栓拧松时,可以调节第二滑槽相对于该螺栓的角度,从而令第二转动单元64沿第二方向的方向转动,当第二转动单元64转动到位时,拧紧上述螺栓使得第二转动单元单元64固定于第一
移动单元63上;同理地,第三转动单元65相对于第二转动单元64沿第三方向的转动也是通过类似的结构实现,区别在于,该第三滑槽沿第三方向开设。
66.进一步地,如图8所示,壳体20于安装槽21的槽口边缘开设有进料口26,进料口26设置于检测工位10的一侧。其中,壳体20于进料口26处设置有激光测距传感器27。该激光测距传感器27用于检测工件80的台阶面或槽面深度是否符合预设的参数。
67.进一步地,如图1和图3所示,摄像单元50设置于壳体20外,壳体20对应摄像单元50的位置开设有摄像避让孔28。
68.进一步地,安装槽21的槽壁上及外壳20的内壁皆涂覆有漫反射涂层。该漫反射涂层能够令安装槽21和外壳20内壁的隔绝性更佳,更好地减少环境及杂质光对工件80检测的影响。
69.综上所述,本实施例提供的多角度打光检测装置实现了单一设备对工件80的全面检测,提高了检测效率,从而提高了生产效率,还具有可调性高、应用范围广、精度高等优点,广泛适用于表面缺陷、异物杂质、加工尺寸高度检测、边缘尺寸倒角尺寸测量定位、涂胶外溢断接检测等场景,泛用性强。
70.实施例二
71.本实施例提供的检测设备包括如实施例一的多角度打光检测装置。还包括上料设备和下料设备,上料设备能够将工件80移动至检测工位10,下料设备能够将工件80从检测工位10并根据摄像单元50反馈的结果决定将该工件80移动至下一工位。实施例一中叙述了关于多角度打光检测装置的具体结构及技术效果,本实施例的检测设备引用了该多角度打光检测装置,同样具有其技术效果。
72.综上所述,本实施例提供的检测设备实现了单一设备对工件80的全面检测,提高了检测效率,从而提高了生产效率,还具有可调性高、应用范围广、精度高等优点,广泛适用于表面缺陷、异物杂质、加工尺寸高度检测、边缘尺寸倒角尺寸测量定位、涂胶外溢断接检测等场景,泛用性强。
73.以上所述,以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
