1.本实用新型涉及磁芯生产制造领域,尤其涉及一种磁芯粘接工装。
背景技术:
2.对于一些电气设备,例如电抗器,通常由线圈和磁路组成,而磁路是由磁芯和气隙组成。粉芯类磁芯是电抗器常用的磁性材料,这种磁芯在实际应用中往往是由磁芯单片堆叠粘接而成。磁芯单片的粘接质量对电抗器产品性能和一致性有至关重要的影响。
3.磁芯工艺可以分为涂胶和粘接固化两个工序,传统的手工涂胶,由于胶有较大粘稠度并且不同操作员的手感不同,单片的涂胶量或多或少,因此会带来以下问题——磁芯单片堆叠粘接后磁芯柱会对尺寸产生较大的累计公差,影响整个芯柱的高度尺寸、气隙尺寸和产品一致性,同时该种方式的生产效率低下;而对于粘接固化,传统手段仅仅是将涂胶后的磁芯单元使用简单治具堆叠粘接起来,然后静置固化,这样做同样导致不好的效果,例如1)由于胶有较大粘稠度,可能会在磁芯单片之间局部凝聚而无法均匀平铺在两片磁芯单元之间,导致磁芯单片间一侧胶多一侧胶少,累加起来导致芯柱最顶端面不水平,影响整个磁芯柱的高度尺寸、气隙尺寸和产品一致性;2)这类胶会在固化中会产生一定回弹,回弹的程度取决于单片涂胶的厚度和芯柱的单片数量,回弹会影响磁芯片的粘接质量。
技术实现要素:
4.本实用新型提供了一种磁芯粘接工装,能够解决以上问题。
5.本实用新型实施例提供了一种磁芯粘接工装,其特征在于,包括:
6.底座治具,所述底座治具水平固定,且所述底座治具的表面设置有至少一个用于放置所述磁芯的凹槽;
7.印刷网板,所述印刷网板可活动安装于所述底座治具上方,所述印刷网板设置有与放置在所述凹槽中的所述磁芯的涂胶面对应的网孔;
8.刮印刮刀,所述刮印刮刀垂直设置于所述印刷网板上方,且可沿所述印刷网板平行移动以将粘胶平涂在所述磁芯的所述涂胶面上。
9.根据本实施例的磁芯粘接工装,可以将粘胶均匀涂抹在磁芯表面,同时提高涂胶效率。
10.进一步的,包括两个或两个以上可更换的所述底座治具,一个所述底座治具上的所述凹槽适配一种形状的所述磁芯。
11.根据本实施例的磁芯粘接工装,可以方便更换适配于不同形状的磁芯的底座治具,使得该工装的应用范围更为广泛。
12.进一步的,所述凹槽为长条形,所述凹槽的宽度适应于所述磁芯宽度。
13.根据本实施例的磁芯粘接工装,适用于长方体形状的磁芯,且可以使得磁芯放置稳固,在涂胶时不容易晃动。
14.进一步的,所述印刷网板的所述网孔的大小适应于所述磁芯的涂胶面积。
15.根据本实施例,通过网孔大小控制涂胶面积,使得涂胶时不会由于过多而溢出,过少而粘接不牢。
16.进一步的,所述一种磁芯粘接工装还包括用于调整所述底座治具水平移动的水平调整机构和/或用于调整所述底座治具纵向移动的纵向调整机构。
17.根据本实施例,可控制磁芯的位置,使得涂胶更为精准。
18.进一步的,所述印刷网板通过夹具可活动安装于所述底座治具上方,和/或所述一种磁芯粘接工装还包括用于调整所述印刷网板垂直移动的垂直调整机构。
19.根据本实施例,可调整印刷网板的位置,从而使得网孔和磁芯涂胶面对应精准,使得涂胶更为精准。
20.进一步的,包括固化治具,所述固化治具包括放置底座及夹紧件,所述放置底座适于放置已被所述刮印刮刀涂平粘胶的所述磁芯,且相邻两个所述磁芯之间通过所述涂胶面粘接在一起,所述夹紧件设置于所述放置底座侧边且可沿所处底座水平活动以夹紧所述磁芯。
21.通过该结构的固化治具,使得对于磁芯进行涂胶之后,放置到该固化治具中进行人为紧固,提高固化效率,且使得粘胶更平整。
22.进一步的,所述放置底座一侧设置一挡板,所述夹紧件设置在与所述挡板相对的另一侧,包括推块和压紧螺杆,所述推块设置在所述放置底座端尾部以将所述磁芯夹设于放置底座中,所述压紧螺杆水平穿设于所述放置底座的所述推块所在的一侧,以使所述压紧螺杆在受到外力旋转时推动所述推块水平移动并夹紧所述磁芯。基于该结构的固化治具,结构简单,操作方便。
23.进一步的,所述推块与所述磁芯接触的一面设置有缓冲板。通过设置缓冲板,可以很好的起到缓冲保护的作用,防止施加力矩时损伤磁芯。
24.根据本实用新型的磁芯粘接工装,采用印刷网板网孔对齐、网板分割的方式,使得磁芯涂胶均匀、方便、高效,采用固化治具对涂胶后的磁芯进行粘胶固化,使得粘胶在磁芯表面更为平整,并且提高了固化速度,因此,整体实现了磁芯粘接效果的平整、均匀、高效。
附图说明
25.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以基于这些附图获得其它的附图。
26.图1是根据本实用新型的一个实施例的磁芯粘接工装的底座治具的结构示意图;
27.图2是根据本实用新型的一个实施例的磁芯粘接工装的印刷网板的结构示意图;
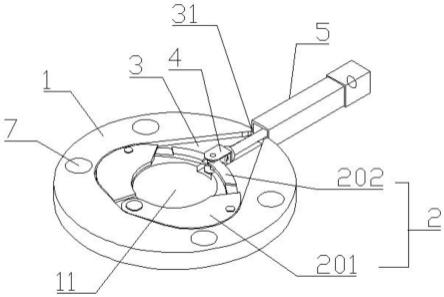
28.图3是根据本实用新型的一个实施例的磁芯粘接工装的结构示意图;
29.图4是根据本实用新型的一个实施例的磁芯粘接工装的固化治具的结构示意图。
30.附图标记列表:
31.1底座治具
ꢀꢀꢀꢀꢀꢀꢀ
2印刷网板
ꢀꢀꢀꢀꢀꢀꢀ
3刮印刮刀
ꢀꢀꢀꢀꢀꢀ
11凹槽
32.12水平调整机构
ꢀꢀ
13纵向调整机构
ꢀꢀ
14垂直调整机构 22网孔
ꢀꢀ
40夹具
33.50固化治具
ꢀꢀꢀꢀꢀꢀ
51放置底座
ꢀꢀꢀꢀꢀꢀ
52挡板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54推块
34.55压紧螺杆
ꢀꢀꢀꢀꢀꢀ
60缓冲板
ꢀꢀꢀꢀꢀꢀꢀꢀ
100磁芯
ꢀꢀꢀꢀꢀꢀꢀꢀ
200台面
具体实施方式
35.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
36.图1是根据本实用新型的一个实施例的磁芯粘接工装的底座治具的结构示意图;图2是根据本实用新型的一个实施例的磁芯粘接工装的印刷网板的结构示意图;图3是根据本实用新型的一个实施例的磁芯粘接工装的结构示意图。
37.如图1、图2和图3所示,本实用新型提供的一种磁芯粘接工装包括:底座治具1、印刷网板2以及刮印刮刀3,其中,底座治具1水平固定,其表面设置有至少一个用于放置磁芯的凹槽11;印刷网板2可活动安装于底座治具1上方,印刷网板2设置有与放置在凹槽11中的磁芯的涂胶面对应的网孔22;刮印刮刀3垂直设置于印刷网板2上方,且可沿印刷网板2平行移动以将粘胶平涂在磁芯的涂胶面上。
38.具体的,如图1所示,底座治具1本身为具有一厚度的金属基板,该金属基板被水平固定在例如一台面200上,该金属基板的顶面根据磁芯的尺寸和结构设计了多个凹槽11,用来放置磁芯,凹槽11的数量可根据需要进行设定,例如7条凹槽11。凹槽11的长度可根据需要进行设定,例如为磁芯长度的整数倍;凹槽11的深度适应于磁芯的高度,尽量使得磁芯被放置在凹槽11中以及安装印刷网板2后,磁芯顶部与印刷网板2底部持平。
39.进一步的,包括两个或两个以上可更换的底座治具1,一个底座治具1上的凹槽11适配一种形状的磁芯。这样,本实用新型的磁芯粘接工装可以适用于不同形状的磁芯,应用范围更广。
40.进一步的,凹槽11为长条形,凹槽11的宽度适应于磁芯宽度。这样,当磁芯尾长方体形状时,磁芯可以平稳的相对稳固的置于凹槽11之中,且不容易在涂胶时晃动。
41.如图2所示,印刷网板2采用例如不锈钢材质的金属网板制成,外围设置有例如铝合材质的边框,铝合金边框内部中空,不锈钢印刷网板2置于边框底部,用液态胶在贴合部位粘牢,然后使用玻璃胶涂在边框和印刷网板2的交接处,将边框和印刷网板2粘接紧固。印刷网板2使用一定厚度的不锈钢板,厚度根据涂胶量的设计要求而定。印刷网板2上设置有与放置在凹槽11中的磁芯的涂胶面对应的网孔22。
42.进一步的,网孔22的大小适应于磁芯的涂胶面积;网孔22按照磁芯的设计涂胶面雕刻成相应的图形,当磁芯采用矩形涂胶面时,网孔22被设计为矩形形状;一个磁芯的矩形涂胶面可对应有多个矩形网孔22;印刷网板2通过控制网孔22的面积和厚度来控制胶的面积和厚度。
43.刮印刮刀3垂直设置于印刷网板2上方,且可沿印刷网板2平行移动以刮平磁芯的涂胶面上的胶。在一种实现方式中,刮印刮刀3连接到外部驱动机构,例如气缸,在外部驱动机构的带动下自动沿印刷网板2平移移动。
44.进一步的,磁芯粘接工装还包括用于调整底座治具1水平移动的水平调整机构12
和/或用于调整底座治具1纵向移动的纵向调整机构13。具体的,如图1所示,底座治具1水平安装在一台面200上,台面200上安装有一水平调整机构12,即可沿x轴调整底座治具1的调整机构,水平调整机构12设置有至少一个第一限位孔,底座治具1通过第一延伸端延伸到第一限位孔上,第一延伸端上具有与第一限位孔对应的开口,通过螺栓和紧固螺母配合,将螺栓在第一限位孔中沿x轴滑动到预设位置后使用紧固螺母固定,从而将底座治具1固定在x轴上的预设位置,通过该方式实现调整底座治具1沿x轴即水平移动。第一限位孔例如为幺型孔,台面200上可以设置有例如两个的第一限位孔,以使得对于底座治具1的固定更为牢固。如图3所示,底座治具1所安装的台面200上的侧面设置有纵向调整机构13,即沿y轴调整底座治具1的调整机构。纵向调整机构13设置有第二限位孔,底座治具1通过第二延伸端延伸到第二限位孔上,第二延伸端上具有与第二限位孔对应的开口,通过螺栓和紧固螺母配合,将螺栓在第二限位孔中沿y轴滑动到预设位置后使用紧固螺母固定,从而将底座治具1固定在y轴上的预设位置,通过该方式实现调整底座治具1沿y轴即纵向移动。第二限位孔例如同样为幺型孔。需要理解,该处所例举的水平调整机构12和纵向调整机构13仅为本实用新型的一种实施例,在应用时,本领域技术人员可采用其他手段实现该功能。通过对底座治具1的水平调整和纵向调整实现对于磁芯位置的控制,进而可达到精准涂胶的目的。
45.进一步的,印刷网板2通过夹具40可活动安装于底座治具1上方,和/或一种磁芯粘接工装还包括用于调整印刷网板2垂直移动的垂直调整机构14。具体的,如图3所示,印刷网板2的一侧通过夹具40夹住,在该侧还竖向设置有两根固定柱,固定柱例如固定在底座治具1所放置的台面200上,夹具40可活动安装在固定柱上。此外,夹具40被安装在固定柱的位置通过垂直调整机构14固定,垂直调整机构14例如为一沿y轴方向延伸的带孔横杆,该横杆可沿固定柱在z轴上下滑动,然后通过上下两个螺纹滑块进行固定,以此实现对于印刷网板2在z轴即垂直方向的调整。需要理解,该处所例举的垂直调整机构14仅为本实用新型的一种实施例,在应用时,本领域技术人员可采用其他手段实现对于印刷网板2的垂直调整。
46.进一步的,磁芯粘接工装还包括固化治具50,固化治具50包括放置底座51及夹紧件,放置底座51适于放置已被刮印刮刀3涂平粘胶的磁芯,且相邻两个磁芯之间通过涂胶面粘接在一起,夹紧件设置于放置底座51侧边且可沿所处底座水平活动以夹紧磁芯。
47.通过该结构的固化治具50,使得对于磁芯进行涂胶之后,放置到该固化治具50中进行人为紧固,提高固化效率,且使得粘胶更平整。
48.图4是根据本实用新型的一个实施例的磁芯粘接工装的固化治具50的结构示意图。
49.进一步的,如图4所示,放置底座51一侧设置一挡板52,夹紧件设置在与挡板52相对的另一侧,包括推块54和压紧螺杆55,推块54设置在放置底座51端尾部以将磁芯夹设于放置底座51中,压紧螺杆55水平穿设于放置底座51的推块54所在的一侧,以使压紧螺杆55在受到外力旋转时推动推块54水平移动并夹紧磁芯。其中航,推块54为一长方体不锈钢块,压紧螺杆55为内六角螺杆,数量例如为两条以实现更均匀的压紧效果。基于该结构的固化治具50,结构简单,操作方便。
50.进一步的,推块54与磁芯接触的一面设置有缓冲板60。缓冲板60例如为环氧板,可以很好的起到缓冲保护的作用,防止施加力矩时损伤磁芯。
51.根据本实用新型的磁芯粘接工装的工作过程如下:将底座治具1安装在台面200
上,将磁芯依次排列放置进凹槽11中,将金属印刷网板2安装在夹具40上,调整三个方向的移动滑块对底座治具1的水平和纵向位置进行微调,对金属印刷网板2的垂直方向位置进行微调,调整精准后紧固三个方向滑块的紧固螺钉,以达到精准涂胶的目的。此时,金属印刷网板2的网孔22已经和磁芯的涂胶位置精准地对齐,将胶堆放在底座治具1的底部,然后用印刷刮刀沿着网板上的网孔22水平方向移动,用胶将网孔22依次填满,完成涂胶操作;
52.将涂胶后的磁芯依次倒放,使磁芯的涂胶面变成侧面与相邻的磁芯的涂胶面想对侧相接,依次堆叠在放置底座51内,将推块54顶住磁芯,使用力矩扳手旋转压紧螺杆55,使推块54向内侧移动挤压磁芯,使其互相紧密粘接在一起,旋转到最后使用一定力矩(根据工艺要求)锁住两个压紧螺杆55。推块54对磁芯永久地施加了一个固定的压力,通过控制压紧螺杆55的力矩达到控制压力的目的。
53.根据本实用新型的磁芯粘接工装,具有以下优点:
54.1.采用印刷网板网孔对齐、网板分割的方式,使得磁芯涂胶均匀、高效。
55.2.采用固化治具对涂胶后的磁芯进行粘胶固化,使得粘胶在磁芯表面更为平整,并且提高了固化速度。
56.3.用于涂胶的底座治具、印刷网板可以方便的进行方向调整,使得涂胶更为精准。
57.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
58.在本实用新型的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本实用新型中,对上述术语的示意性表述不必须的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本实用新型中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
59.需要说明的是,在本文中,诸如第一和第二之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其它变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其它要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同因素。
60.最后需要说明的是:以上所述仅为本实用新型的较佳实施例,仅用于说明本实用新型的技术方案,并非用于限定本实用新型的保护范围。凡在本实用新型的精神和原则之内所做的任何修改、等同替换、改进等,均包含在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。