1.本实用新型涉及电子设备加工技术领域,特别是涉及一种中框及刀具。
背景技术:
2.随着触摸屏的技术发展,如今大多数的电子设备都会采用触摸屏、中框、以及后盖的组合方式,特别是在移动终端上的应用更为明显,例如手机、平板电脑、掌上电脑等。其中,中框是承载电子器件的主要载体,为移动终端的核心构成部分。基于无线通讯的需求,移动终端上需要设置天线。而如今移动终端的天线绝大多数都是内置天线,若采用全金属制的中框,则中框的边框会形成围闭的金属结构,起到信号屏蔽的作用,从而削弱了无线信号的传输效率。为了解决中框的信号屏蔽问题,有多种解决的方式。最为常见的解决方式是,在金属制的中框的边框处开设切口,并且在注塑成型塑胶件时,对切口填充塑胶,使得围闭的金属结构被切断,从而提升无线信号的传输效率。传统的方案为增加塑胶与金属的结合力,通常采用化学腐蚀方式,使切口处的金属表面产生一些细孔,从而增加金属与塑胶的结合力,但对于一些结构受限的截面积小的产品,这种方式很难满足塑胶与金属结合力问题,从而导致产品开裂。
3.鉴于此,本领域的技术人员亟需一种新的中框,以解决现有的中框存在的技术问题,提高塑胶与金属制的中框的结合力。
技术实现要素:
4.基于此,本实用新型提供一种中框及刀具,以提高塑胶与金属制的中框的结合力。
5.本实用新型的中框,包括:
6.金属主体,所述金属主体包括金属中板和围设于所述金属中板的外周缘的金属边框,所述金属边框上开设有天线切槽,所述天线切槽的切面具有向内凹陷的限位槽;以及
7.与所述金属主体连接的塑胶件,所述塑胶件成型于所述金属中板与所述金属边框之间,所述塑胶件包括天线部,所述天线部填充所述天线切槽和所述限位槽。
8.优选地,所述天线切槽的宽度为1.1-1.3mm。
9.优选地,所述天线切槽的宽度为1.2mm。
10.优选地,所述限位槽的底部由多个平行的凹陷结构组成。
11.优选地,相邻的两个所述凹陷结构之间形成突起结构。
12.优选地,所述金属边框内侧设有多个金属插齿,所述塑胶件包裹所述金属插齿。
13.优选地,所述金属边框内侧形成有间隔分布的凸起,两个所述凸起之间形成间隙,所述塑胶件填充所述间隙。
14.本实用新型还提供一种刀具,用于加工得到如上所述的中框,所述刀具包块刀柄和安装于所述刀柄上的刀头,所述刀头包括一端与所述刀柄连接的连接块、设于所述刀柄另一端的延伸块以及设于所述延伸块上的刀刃,所述延伸块包括第一部和设于所述第一部上的第二部,所述刀刃设于所述第二部上,所述第二部和所述刀刃的宽度小于天线切槽的
宽度。
15.优选地,所述刀刃为双侧刀刃,所述刀刃呈梯形,所述刀刃与所述第一部平行,所述刀刃靠近所述连接块的一端向外逐渐变小以形成三角状的铲刮部。
16.优选地,所述刀刃为单侧刀刃,所述刀刃朝向所述第一部延伸以形成三角状的铲刮部。
17.本实用新型的有益效果在于:本实用新型的中框通过在金属边框上开设的天线切槽的切面切割出一个向内凹陷的限位槽。当在注塑成型得到位于金属边框与金属中板之间的塑胶件时,塑胶对天线切槽和限位槽进行填充,增加了塑胶与金属边框的结合面积,从而增加了塑胶件与金属边框的结合力,降低天线切槽处的塑胶在cnc外观加工和阳极氧化的过程中出现开裂、脱胶等问题的概率,从而提高良率以满足批量生产的要求,同时又能解决信号屏蔽的问题。
附图说明
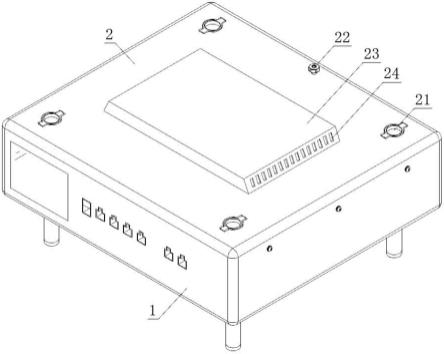
18.图1为本实用新型实施例的中框的结构示意图;
19.图2为本实用新型实施例的中框的爆炸结构示意图;
20.图3为本实用新型实施例的中框的金属主体正视图;
21.图4为图2的a处的局部放大图;
22.图5为图1的b处的局部放大图;
23.图6为本实用新型实施例的刀具的结构示意图;
24.图7为本实用新型实施例的刀具铲刮中框的状态图;
25.图8为图7的c处的局部放大图;
26.图9为本实用新型实施例的刀头第一实施例的结构示意图;
27.图10为本实用新型实施例的刀头第一实施例的另一角度的结构示意图;
28.图11为本实用新型实施例的刀头第二实施例的结构示意图;
29.图12为本实用新型实施例的刀头第二实施例的另一角度的结构示意图。
30.附图中各标号的含义为:
31.100-中框;10-金属主体;11-金属边框;111-天线切槽;112-限位槽;113-金属插齿;114-凸起;115-间隙;116-切面;12-金属中板;13-插卡槽;14-充电口;15-麦克风输入口;16-音频输出口;17-按键槽;20-塑胶件;21-天线部;
32.200-刀具;201-刀柄;202-刀头;2021-连接块;2022-延伸块;2022a-第一部;2022b-第二部;2023-刀刃;2023a-铲刮部。
具体实施方式
33.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
34.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是
机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
35.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
37.请参见图1-图2,图1为本实用新型实施例的中框100的结构示意图,图2为本实用新型实施例的中框100的爆炸结构示意图。本实用新型的中框100包括:金属主体10以及与金属主体10连接的塑胶件20。具体地,本实用新型实施例的中框100主要用于手机、平板电脑等电子设备,作为电子设备的承载和支撑部件。其中,金属主体10采用金属材质制成,以达到更高的强度以及更好的质感;塑胶件20为注塑形成于中框100上的塑胶部件。
38.进一步地,请进一步参见图3-图5,金属主体10包括金属中板12和围设于金属中板12的外周缘的金属边框11。在本实施例中,金属中板12和金属边框11一体成型,通过一体成型的设置能进一步增强金属主体10的强度。金属主体10通过cnc切削加工得到;或,金属主体10通过压铸成型后再经过cnc切削加工得到。金属主体10可以通过对金属胚料的cnc切削加工得到,又或者是采用先压铸后cnc切削加工获得。金属边框11上开设有天线切槽111,在本实施例中,天线切槽111的数量设置为多个,分别设于金属边框11上,以提高信号传播的效率,增强电子设备的信号。天线切槽111的设置位置可以根据实际情况进行设置。进一步地,天线切槽111通过化学腐蚀的方式使其切面116上形成细孔,以增加塑胶件20与金属边框11的结合力。天线切槽111上的切面116上还具有向内凹陷的限位槽112,限位槽112的底部由多个平行的凹陷结构组成,相邻的两个凹陷结构之间形成突起结构。突起结构和凹陷结构的分布能进一步增加塑胶件20与金属边框11的结合力。具体地,限位槽112通过cnc刀具铲刮形成,通过cnc刀具铲刮出凹陷结构。塑胶件20通过注塑的方式形成于金属中板12与金属边框11之间,塑胶件20对金属主体10进行填充。具体请参见图4和图5,塑胶件20对天线切槽111和限位槽112进行填充得到天线部21。
39.本实用新型实施例的中框100通过在金属边框11上开设的天线切槽111的切面116切割出一个向内凹陷的限位槽112。当在注塑成型得到位于金属边框11与金属中板12之间的塑胶件20时,塑胶对天线切槽111和限位槽112进行填充,增加了塑胶件20与金属边框11的结合面积,从而增加了塑胶与金属边框11的结合力,降低天线切槽111处的塑胶在cnc外观加工和阳极氧化的过程中出现开裂、脱胶等问题的概率,从而提高良率以满足批量生产的要求,同时又能解决信号屏蔽的问题。
40.进一步地,天线切槽111的宽度为1.1-1.3mm,在本实施例中,天线切槽111的宽度为1.2mm。通过增大天线切槽111的宽度以削弱金属边框11对信号的屏蔽,同时通过限位槽112的设置防止增大天线切槽111的宽度导致的开裂、脱胶等问题。
41.进一步地,金属边框11的内侧设有多个金属插齿113,金属插齿113起到拉胶和内骨架支撑的作用。在塑胶件20成型的过程中,塑胶件20形成包裹金属插齿113的形状。
42.进一步地,为了进一步提高塑胶件20与金属主体10的结合,金属边框11的内侧形成有间隔分布的凸起114,两个凸起114之间形成间隙115,塑胶件20在成型的过程中填充间隙115。
43.进一步地,金属边框11的侧面设有插卡槽13、充电口14、麦克风输入口15、音频输出口16以及按键槽17。具体地,插卡槽13、充电口14、麦克风输入口15、音频输出口16以及按键槽17可根据需求设置在金属边框11的侧面。
44.请参见图6,为了制成本实用新型实施例的中框100,本实用新型还提供用于加工得到中框100的刀具200。具体地,刀具200用于铲刮天线切槽111的切面116以得到限位槽112。进一步地,刀具200包块刀柄201和安装于刀柄201上的刀头202。需要说明的是,刀具200为cnc刀具,由cnc机床进行控制。
45.进一步地,请一并参见图6-图12,刀头202一体成型,刀头202包括连接块2021、延伸块2022以及刀刃2023。连接块2021的一端与刀柄201连接,连接块2021的另一端与延伸块2022连接,刀刃2023设在延伸块2022上。具体地,延伸块2022包括第一部2022a和设于第一部2022a上的第二部2022b,刀刃2023设在第二部2022b上。第二部2022b和刀刃2023的宽度小于天线切槽111的宽度。进行加工时,如图7-图8所示,第二部2022b和刀刃2023伸入天线切槽111内,刀刃2023从靠近金属边框11的内侧到外侧(或从靠近金属边框11的外侧到内侧)进行铲刮得到第一凹陷结构,控制刀具200向上或向下运动到下一个铲刮位置,刀刃再次进行从靠近金属边框11的内侧到外侧(或从靠近金属边框11的外侧到内侧)铲刮得到与第一凹陷结构平行的第二凹陷结构,第一凹陷结构和第二凹陷结构之间形成一个突起结构,再将刀具移动到下一个位置进行铲刮,以此类推。
46.本实用新型实施例的中框100通过以下步骤制作:提供金属主体10,对金属主体10的天线切槽111的切面116进行化学腐蚀形成细孔,使用刀具200对天线切槽111的切面116进行铲刮形成限位槽112;对金属主体10进行注塑,在注塑过程中,塑胶件20对天线切槽111和限位槽112进行填充;对金属主体10和塑胶件20进行cnc切削加工以修正形状,得到成型的中框100。
47.进一步地,刀刃2023的形状有多种实现形状,下面对刀刃2023的形状进行进一步的描述。
48.在实施例一中,请参见图9-图10,刀刃2023为双侧刀刃,刀刃2023呈梯形,刀刃2023与第一部2022a平行,刀刃2023靠近连接块2021的一端向外逐渐变小以形成三角状的铲刮部2023a。进行加工时,铲刮部2023a在天线切槽111的切面116上进行铲刮得到限位槽。具体地,先控制刀具200靠近天线切槽111的其中一个切面116,控制刀刃2023对其中一个切面116进行铲刮,再控制刀具200靠近天线切槽111的另一个切面116,控制刀刃2023对另一个切面116进行铲刮。采用双侧刀刃2023的形状能使整个控制流程更加简洁。
49.在实施例二中,请参见图11-图12,刀刃2023为单侧刀刃,刀刃2023朝向第一部2022a延伸以形成三角状的铲刮部2023a。进行加工时,铲刮部2023a在天线切槽111的切面116上进行铲刮。具体地,先控制刀刃2023靠近天线切槽111的其中一个切面116,控制刀刃2023对其中一个切面116进行铲刮。再控制刀具200或中框100进行旋转使刀刃2023靠近另一个切面116,控制刀刃2023对另一个切面116进行铲刮;也可以使用两个对称(即刀刃2023朝向相反)的刀具200分别对两个切面116分别进行铲刮。
50.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
51.以上实施例仅表达了本实用新型的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。