一种用于离合器壳体加工的自动侧边冲切装置
【技术领域】
1.本实用新型涉及一种用于离合器壳体加工的自动侧边冲切装置。
背景技术:
2.在汽车制造行业,对于离合器的加工较为复杂,现有技术中,则需要多次装夹进行不同部位的加工。如图13所示,其为离合器壳体100,整体呈碗状结构,其侧面沿周向均匀设有离合器壳体侧孔110。在加工生产时,通常先在切割机上对离合器壳体毛坯进行切边,切除毛坯壳体的碗边,加工出符合高度尺寸的半成品,之后在冲孔机上冲切出离合器壳体侧孔,然而,冲孔机由于其夹持的原因,不可避免的会使离合器壳体发生一定的偏斜,而使冲切离合器壳体侧孔的位置具有一定的错位偏移,质量不够稳定。
3.另外,如今冲孔机在对离合器壳体冲切离合器壳体侧孔结束后,离合器壳体侧孔内的冲切废料可能部分停留在离合器壳体的离合器壳体侧孔内,在冲切结束后,通常需要工人将冲切废料去除,存在不便。
4.为此,本实用新型即针对上述问题而研究提出。
技术实现要素:
5.本实用新型目的是克服了现有技术的不足,提供一种用于离合器壳体加工的自动侧边冲切装置,可以改善现有技术存在的问题,能够快速在不同口径的离合器壳体之间进行切换加工,具有操作便捷,结构简单的特点。
6.本实用新型是通过以下技术方案实现的:
7.一种用于离合器壳体加工的自动侧边冲切装置,包括机架1,所述机架1上设有用于供离合器壳体100定位并在离合器壳体100定位后能在其上转动的活动模座30,所述活动模座30具有一下端开口301,所述机架1上位于活动模座30上方设有用于压紧离合器壳体100并能带动离合器壳体100转动的压紧装置,所述机架1上活动地连接有能从下端开口301伸入至活动模座30内的冲切凹模201,所述机架1上活动地连接有能与冲切凹模201相配合以沿离合器壳体100外侧往离合器壳体100内侧方向对离合器壳体100进行冲切出离合器壳体侧孔110的冲切模头231;所述机架1上设有能驱使冲切模头231和冲切凹模201同时相向或背向运动的驱动装置。
8.如上所述机架1上前后滑动连接有安装架2,所述机架1上并位于安装架2前方上下滑动连接有活动模板3,所述活动模板3通过丝杆螺母螺纹连接有升降丝杆31,所述升降丝杆31上连接有驱动其转动的丝杆电机32,所述活动模板3底部固定有导向杆33,所述机架1上设有与导向杆33相配合的导套34,所述导向杆33下端露出导套34,所述导向杆33下端设有第一感应杆331,所述机架1上设有两个分别用于检测第一感应杆331的升起位置和降落位置的第一检测开关332,所述机架1上拉设有能活动的第一拉绳35,所述第一拉绳35一端悬吊有第一配重块351,另一端与导向杆33连接并提供导向杆33一个向上的拉力,所述活动模座30设在活动模板3上;所述压紧装置包括设在机架1上位于活动模座30上方的电机架4,
所述电机架4上设有步进电机41,所述步进电机41的转轴上同步连接有一花键轴42,所述花键轴42的外侧套接有花键轴套43,所述花键轴套43外侧套设有安装套44,所述花键轴套43通过上下两个轴承与安装套44转动连接,所述花键轴套43下端设有位于活动模座30上方的压盘431,所述安装套44上端固定有气缸板441,所述机架1上设有用于驱动气缸板441升降的压盘气缸442,所述电机架4上拉设有能活动的第二拉绳45,所述第二拉绳45一端悬吊有第二配重块451,另一端与气缸板441连接并提供气缸板441一个向上的拉力,所述电机架4上设有两个用于检测气缸板441的升起位置和降落位置的第二检测开关46;所述驱动装置包括设在所述安装架2上并能前后滑动的推杆21,所述推杆21远离活动模座30一端设有活动块22,所述推杆21靠近活动模座30一端设有安装座23,所述安装架2上枢接有曲轴24,所述曲轴24与活动块22之间枢接有连接二者的连杆25,所述机架1上设有曲轴电机26,所述曲轴电机26与曲轴24之间通过万向联轴器27连接,所述曲轴电机26驱动曲轴24旋转从而驱动安装架2和活动块22分别前后往复运动;所述安装架2位于活动模座30一侧固定有呈l型的安装底座20,所述安装底座20前端从下端开口301伸入至在活动模座30中,所述冲切凹模201设在安装底座20前端上并位于活动模座30中;所述冲切模头231设在安装座23上;所述机架1上拉设有能活动的第三拉绳28,所述第三拉绳28一端悬吊有第三配重块281,另一端与安装架2连接并提供安装架2一个向后的拉力,所述机架1上位于安装架2的后侧前后滑动连接有调节座29,所述调节座29上设有用于从后挡住安装架2的挡块291,所述机架1上转动连接有与调节座29螺纹连接的调节丝杆292,所述调节丝杆292上设有手轮293,所述安装架2上设有横向伸出在调节座29上方的第二感应杆294,所述调节座29上设有两个用于检测第二感应杆294的前后位置的第三检测开关295。
9.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述曲轴24上固定有第一侦测齿轮241,所述安装架2上设有与第一侦测齿轮241啮合传动的第二侦测齿轮242,所述第二侦测齿轮242上连接有旋转编码器243。
10.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述调节座29和机架1沿前后方向上设有相对应的条形孔290,所述条形孔290中设有用于将调节座29和机架1锁紧固定的螺栓2901。
11.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述冲切模头231上设有滑动孔232,所述滑动孔232内滑动连接有顶料杆233,所述顶料杆233与滑动孔232内底壁之间设有弹簧。
12.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述活动模板3上设有当离合器壳体100扣在活动模座30上时用于使离合器壳体100相对活动模座30固定的定位辅助装置5。
13.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述定位辅助装置5包括可滑动连接在活动模板3上以用于推顶离合器壳体100侧壁的推顶块51,所述推顶块51前端设有形状与离合器壳体100侧壁形状相适配的顶压面511,所述活动模板3与推顶块51之间设有能驱使推顶块51相对活动模板3滑动的推顶块驱动气缸52。
14.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述活动模板3上设有滑轨53,所述推顶块51上设有与滑轨53滑动连接的滑动块54。
15.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述活动模
座30上端转动连接有若干滑轮302,当离合器壳体100扣入活动模座30时,所述离合器壳体100内底壁与滑轮302抵靠。
16.如上所述一种用于离合器壳体加工的自动侧边冲切装置,其特征在于所述安装架2底部固定有滑动轨道200,所述机架1上部设有供滑动轨道200滑动的滑槽300。
17.与现有技术相比较,本实用新型具有如下优点:
18.1、本实用新型通过冲切的方式在离合器壳体侧壁冲切出离合器壳体侧孔,通过将离合器壳体扣入活动模座上定位,再通过压盘将离合器壳体压紧在活动模座上,通过曲轴电机驱动冲切模头和冲切凹模相对运动以在离合器壳体侧壁上冲切出离合器壳体侧孔,通过步进电机按照一定的角度间歇地转动离合器壳体以使得离合器壳体待冲切的位置位于冲切模头和冲切凹模之间进行冲切,使离合器壳体转动一周后完成整个离合器壳体侧壁的离合器壳体侧孔冲切工作,结构简单,控制方便,冲切质量稳定。
19.2、本实用新型通过水平放置并可前后水平滑动的安装架来安装推杆、活动块、安装座、曲轴、安装底座,并通过能在前后方向相对水平滑动安装座和安装底座来分别承载冲切模头和冲切凹模,并通过曲轴旋转来驱动冲切模头和冲切凹模在前后方向相对往复运动进行对离合器壳体侧边冲切离合器壳体侧孔。而曲轴通过万向联轴器与曲轴电机连接,使得曲轴与曲轴电机的转轴之间偏移移动角度时,曲轴仍然能够在曲轴电机的驱动下正常转动。通过调节丝杆调节调节座的前后位置,从而调节安装架在后一侧的初始位置,也即整体调节安装架及其上的安装结构的前后位置,则能整体调节冲切模头和冲切凹模的前后位置,只需保持用于上下定位待加工的离合器壳体的定位结构不便,在同一位置装上不同外径大小的离合器壳体,通过手轮相对应调节调节座的前后位置,则可加工不同外径大小的离合器壳体,调节简单方便,实现不同口径规格的离合器壳体之间进行快速切换生产,生产效率高。
20.3、为了更好的将离合器壳体侧孔内的冲切废料顶掉,所述冲切模头上设有滑动孔,所述滑动孔内滑动连接有顶料杆,所述顶料杆与滑动孔内底壁之间设有弹簧。
21.4、为了更好的使得离合器壳体相对活动模座固定,所述活动模板上设有当离合器壳体扣在活动模座上时用于使离合器壳体相对活动模座固定的定位辅助装置。
22.5、所述活动模座上端转动连接有若干滑轮,当离合器壳体扣入活动模座时,所述离合器壳体内底壁与滑轮抵靠,能够使得离合器壳体转动顺畅。
【附图说明】
23.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
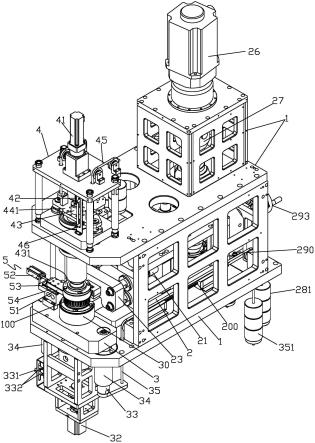
24.图1为本实用新型的整体结构示意图之一。
25.图2为本实用新型的整体结构示意图之二。
26.图3为本实用新型的安装架及安装在安装架上其余结构的侧视图。
27.图4为本实用新型的安装架及安装在安装架上其余结构的立体图。
28.图5为本实用新型的机架及活动模板的安装结构示意图之一。
29.图6为本实用新型的机架及活动模板的安装结构示意图之二。
30.图7为本实用新型的电机架及安装在电机架上其余结构的结构示意图。
31.图8为图7的剖视图。
32.图9为本实用新型的定位辅助装置的结构示意图。
33.图10为本实用新型的活动模座的立体图。
34.图11为本实用新型的冲切模头的立体图。
35.图12为本实用新型的冲切凹模的立体图。
36.图13为本实用新型的离合器壳体的立体图。
37.图14为本实用新型的安装底座的侧视图。
【具体实施方式】
38.下面结合附图1-14对本实用新型的实施方式作详细说明。
39.如图1-14所示,本实用新型一种用于离合器壳体加工的自动侧边冲切装置,包括机架1,所述机架1上设有用于供离合器壳体100定位并在离合器壳体100定位后能在其上转动的活动模座30,所述活动模座30具有一下端开口301,所述机架1上位于活动模座30上方设有用于压紧离合器壳体100并能带动离合器壳体100转动的压紧装置,所述机架1上活动地连接有能从下端开口301伸入至活动模座30内的冲切凹模201,所述机架1上活动地连接有能与冲切凹模201相配合以沿离合器壳体100外侧往离合器壳体100内侧方向对离合器壳体100进行冲切出离合器壳体侧孔110的冲切模头231;所述机架1上设有能驱使冲切模头231和冲切凹模201同时相向或背向运动的驱动装置。
40.所述机架1上前后滑动连接有安装架2,所述机架1上并位于安装架2前方上下滑动连接有活动模板3,所述活动模板3通过丝杆螺母螺纹连接有升降丝杆31,所述升降丝杆31上连接有驱动其转动的丝杆电机32,所述活动模板3底部固定有导向杆33,所述机架1上设有与导向杆33相配合的导套34,所述导向杆33下端露出导套34,所述导向杆33下端设有第一感应杆331,所述机架1上设有两个分别用于检测第一感应杆331的升起位置和降落位置的第一检测开关332,所述机架1上拉设有能活动的第一拉绳35,所述第一拉绳35一端悬吊有第一配重块351,另一端与导向杆33连接并提供导向杆33一个向上的拉力,所述活动模座30设在活动模板3上。
41.所述压紧装置包括设在机架1上位于活动模座30上方的电机架4,所述电机架4上设有步进电机41,所述步进电机41的转轴上同步连接有一花键轴42,所述花键轴42的外侧套接有花键轴套43,所述花键轴套43外侧套设有安装套44,所述花键轴套43通过上下两个轴承与安装套44转动连接,所述花键轴套43下端设有位于活动模座30上方的压盘431,所述安装套44上端固定有气缸板441,所述机架1上设有用于驱动气缸板441升降的压盘气缸442,所述电机架4上拉设有能活动的第二拉绳45,所述第二拉绳45一端悬吊有第二配重块451,另一端与气缸板441连接并提供气缸板441一个向上的拉力,所述电机架4上设有两个用于检测气缸板441的升起位置和降落位置的第二检测开关46。
42.所述驱动装置包括设在所述安装架2上并能前后滑动的推杆21,所述推杆21远离活动模座30一端设有活动块22,所述推杆21靠近活动模座30一端设有安装座23,所述安装架2上枢接有曲轴24,所述曲轴24与活动块22之间枢接有连接二者的连杆25,所述机架1上设有曲轴电机26,所述曲轴电机26与曲轴24之间通过万向联轴器27连接,所述曲轴电机26驱动曲轴24旋转从而驱动安装架2和活动块22分别前后往复运动;所述安装架2位于活动模座30一侧固定有呈l型的安装底座20,所述安装底座20前端从下端开口301伸入至在活动模
座30中,所述冲切凹模201设在安装底座20前端上并位于活动模座30中;所述冲切模头231设在安装座23上;所述机架1上拉设有能活动的第三拉绳28,所述第三拉绳28一端悬吊有第三配重块281,另一端与安装架2连接并提供安装架2一个向后的拉力,所述机架1上位于安装架2的后侧前后滑动连接有调节座29,所述调节座29上设有用于从后挡住安装架2的挡块291,所述机架1上转动连接有与调节座29螺纹连接的调节丝杆292,所述调节丝杆292上设有手轮293,所述安装架2上设有横向伸出在调节座29上方的第二感应杆294,所述调节座29上设有两个用于检测第二感应杆294的前后位置的第三检测开关295。
43.本实用新型通过冲切的方式在离合器壳体侧壁冲切出离合器壳体侧孔,通过将离合器壳体扣入活动模座上定位,再通过压盘将离合器壳体压紧在活动模座上,通过曲轴电机驱动冲切模头和冲切凹模相对运动以在离合器壳体侧壁上冲切出离合器壳体侧孔,通过步进电机按照一定的角度间歇地转动离合器壳体以使得待冲切的位置位于冲切模头和冲切凹模之间进行冲切,使离合器壳体转动一周后完成整个离合器壳体侧壁的离合器壳体侧孔冲切,结构简单,控制方便,冲切质量稳定。
44.本实用新型通过水平放置并可前后水平滑动的安装架来安装推杆、活动块、安装座、曲轴、安装底座,并通过能在前后方向相对水平滑动安装座和安装底座来分别承载冲切模头和冲切凹模,并通过曲轴旋转来驱动冲切模头和冲切凹模在前后方向相对往复运动进行对离合器壳体侧边冲切离合器壳体侧孔。而曲轴通过万向联轴器与曲轴电机连接,使得曲轴与曲轴电机的转轴之间偏移移动角度时,曲轴仍然能够在曲轴电机的驱动下正常转动。通过调节丝杆调节调节座的前后位置,从而调节安装架在后一侧的初始位置,也即整体调节安装架及其上的安装结构的前后位置,则能整体调节冲切模头和冲切凹模的前后位置,只需保持用于上下定位待加工的离合器壳体的定位结构不便,在同一位置装上不同外径大小的离合器壳体,通过手轮相对应调节调节座的前后位置,则可加工不同外径大小的离合器壳体,调节简单方便,实现不同口径规格的离合器壳体之间进行快速切换生产,生产效率高。
45.为了监控曲轴的转动角度,以便监控冲切模头和冲切凹模的冲切运动,所述曲轴24上固定有第一侦测齿轮241,所述安装架2上设有与第一侦测齿轮241啮合传动的第二侦测齿轮242,所述第二侦测齿轮242上连接有旋转编码器243。
46.为了方便调节和锁紧调节座,所述调节座29和机架1沿前后方向上设有相对应的条形孔290,所述条形孔290中设有用于将调节座29和机架1锁紧固定的螺栓2901。
47.为了更好的将离合器壳体侧孔内的冲切废料顶掉,防止冲切废料在离合器壳体侧孔内停留,所述冲切模头231上设有滑动孔232,所述滑动孔232内滑动连接有顶料杆233,所述顶料杆233与滑动孔232内底壁之间设有弹簧。
48.为了更好的使得离合器壳体相对活动模座固定,所述活动模板3上设有当离合器壳体100扣在活动模座30上时用于使离合器壳体100相对活动模座30固定的定位辅助装置5。
49.为了更好的使得离合器壳体相对活动模座固定,所述定位辅助装置5包括可滑动连接在活动模板3上以用于推顶离合器壳体100侧壁的推顶块51,所述推顶块51前端设有形状与离合器壳体100侧壁形状相适配的顶压面511,所述活动模板3与推顶块51之间设有能驱使推顶块51相对活动模板3滑动的推顶块驱动气缸52。
50.为了使得顶推块相对活动模板滑动平稳顺畅,所述活动模板3上设有滑轨53,所述推顶块51上设有与滑轨53滑动连接的滑动块54。
51.所述活动模座30上端转动连接有若干滑轮302,当离合器壳体100扣入活动模座30时,所述离合器壳体100内底壁与滑轮302抵靠,能够使得离合器壳体转动顺畅,方便步进电机通过压盘带动离合器壳体转动。
52.为了使得安装架相对机架滑动平稳顺畅,所述安装架2底部固定有滑动轨道200,所述机架1上部设有供滑动轨道200滑动的滑槽300。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
