技术特征:
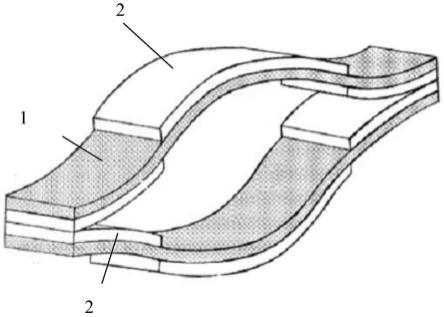
1.一种3d打印气凝胶热胀冷缩面料,包括:支撑层(1)和原料层(2),其特征在于,所述原料层(2)包括:表层面料层(100)、tpu层(200)、气凝胶混合胶囊(300)和tpu薄膜层(400),所述表层面料层(100)上设有tpu层(200),所述tpu层(200)上设有气凝胶混合胶囊(300),所述气凝胶混合胶囊(300)上设有tpu薄膜层(400),所述tpu薄膜层(400)上依次设有tpu层(200)和表层面料层(100);其中,所述气凝胶混合胶囊(300)包括:发泡层(310)和气凝胶层(320),所述发泡层(310)为胶囊结构,所述发泡层(310)内设有气凝胶层(320)。2.根据权利要求1所述的一种3d打印气凝胶热胀冷缩面料,其特征在于,所述发泡层(310)为发泡聚氨酯,所述气凝胶层(320)在气凝胶混合胶囊(300)中的重量比为7%,所述气凝胶混合胶囊(300)的热缩比为15%。3.一种3d打印气凝胶热胀冷缩面料的生产工艺,其特征在于,包括:步骤1:在表层面料层(100)上打印tpu层(200),所述tpu层(200)是一种热熔材料;步骤2:在步骤1的材料上,在tpu层(200)的上方3d打印叠层放入发泡层(310);步骤3:在步骤2的材料上,在发泡层(310)上方3d打印气凝胶层(320);步骤4:将步骤3的材料送入高温发热箱内,升温至180℃,将发泡层(310)发泡形成胶囊结构,发泡层(310)包裹住气凝胶层(320),组合成为气凝胶混合胶囊(300);步骤5:在步骤4的材料上,在气凝胶混合胶囊(300)上方,贴合一层tpu薄膜层(400);步骤6:在步骤5的材料上,tpu薄膜层(400)上打印tpu层(200);步骤7:在步骤6的材料上,tpu层(200)上打印表层面料层(100);步骤8:将步骤7的材料输送到高温烤箱并进行上下压合,烘箱温度设定为200℃,生成原料层(2);步骤9:将步骤8的原料层(2),依次按上下错位顺序,与支撑层(1)热熔粘合固定;步骤10:将两份步骤9的材料通过原料层(2)进行对接组合,然后在原料层(2)位置进行缝合固定。4.根据权利要求3所述的一种3d打印气凝胶热胀冷缩面料的生产工艺,其特征在于,所述步骤2中,发泡层(310)的打印叠层放入采用点状打印技术,所述点状打印技术是将液体化的发泡层(310)滴在步骤1的材料上,形成点阵结构。
技术总结
本发明公开了一种3D打印气凝胶热胀冷缩面料及其生产工艺,包括:支撑层和原料层,原料层包括:表层面料层、TPU层、气凝胶混合胶囊和TPU薄膜层,表层面料层上设有TPU层,TPU层上设有气凝胶混合胶囊,气凝胶混合胶囊上设有TPU薄膜层,TPU薄膜层上依次设有TPU层和表层面料层。其中,气凝胶混合胶囊包括:发泡层和气凝胶层。本发明与传统技术相比,运用新型3D打印增层加工技术,将气凝胶制作成气凝胶混合胶囊,通过气凝胶的特性,使面料形成热胀冷缩现象,实现智能保温。实现智能保温。实现智能保温。
技术研发人员:孔令玺
受保护的技术使用者:上海泉欣织造新材料股份有限公司
技术研发日:2022.02.28
技术公布日:2022/6/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。