1.本公开涉及石油化工技术领域,具体涉及乙烯和丙烯的生产系统和方法。
背景技术:
2.随着化工行业的不断发展,乙烯、丙烯的需求量呈现快速增长的趋势,市场上乙烯和丙烯存在较大缺口。目前生产乙烯和丙烯的方法主要有蒸汽裂解技术、催化裂解技术、丙烷脱氢技术和甲醇制烯烃技术等。其中,蒸汽裂解技术是乙烯和丙烯的主要来源,其生产的乙烯占乙烯总产量的95%以上,丙烯占丙烯总产量的61%左右,而催化裂解技术生产的丙烯占丙烯总产量约34%。蒸汽裂解技术、丙烷脱氢技术和甲醇制烯烃技术均使用轻质原料,而催化裂解技术可以处理重质原料,并且能够产生较多的乙烯和丙烯。另外,催化裂解技术在生产乙烯和丙烯的同时,也会产生较多的c4~c8烃类,其中,c4~c8烯烃通过回炼可以将其中一部分转化为乙烯和丙烯,但转化率较低,而c4~c8烷烃难以转化。近年来,低碳烷烃脱氢裂解技术取得了较大的进展,通过使用具有催化脱氢和催化裂解双重活性的催化剂,可以将低碳烷烃的脱氢反应和裂解反应进行耦合,实现脱氢反应与裂解反应在同一个反应器内进行,缩短了装置的流程,提高了乙烯和丙烯的产率。
3.cn1031834a公开了一种生产低碳烯烃的催化转化方法。该方法以不同沸程的石油馏分、渣油或原油为原料,以含有y沸石和五元环高硅沸石的混合物为催化剂,采用流化床或移动床为反应器,反应条件为:温度500~650℃,压力0.15~0.30mpa,重时空速0.2~20小时-1
,剂油比2~12,反应后的催化剂经烧焦再生后返回反应器内循环使用。与常规的催化裂化和蒸气裂解相比,本方法能够得到更多的丙烯和丁烯。
4.cn104560149a公开了一种生产丁烯的催化转化方法。该方法共设置了4个反应器,除了采用双提升管加流化床的反应器构型之外,还在沉降器的外部设置了一个流化床反应器,用于裂化中汽油馏分,而反应产物进入提升管反应器继续发生裂化反应,反应后的催化剂经烧焦再生后返回反应器内循环使用。该方法以含有y沸石和β沸石的混合物为催化剂,可以获得较高的丙烯和丁烯产率。
5.cn102206509a公开了一种生产丙烯和轻芳烃的烃类催化转化方法。该方法采用双提升管和流化床反应器的组合反应器形式,其中重质烃类与含有改性β沸石的裂化催化剂在第一反应器接触反应,c4烃馏分和/或轻汽油馏分与含有改性β沸石的裂化催化剂在第二反应器接触反应后引入第三反应器继续反应,第三反应器为流化床反应器,为汽油馏分的二次裂化反应创造了条件,从而提高丙烯和轻芳烃的产率。
6.cn1506342a中公开了一种碳四及其以上烯烃催化裂解生产丙烯的方法。该方法通过采用以负载mg、ca或ba中至少一种碱土金属的zsm型分子筛为催化剂,反应原料碳四及其以上烯烃在反应温度为400~600℃,反应压力为0~0.15mpa,液相空速为10~50h-1
条件下发生裂解反应。该方法能够明显提高丙烯的选择性和收率。
7.cn105085143a公开了一种碳五碳六烷烃和碳四混合生产乙烯丙烯的方法。富含碳五碳六烷烃的原料先进入装有脱氢催化剂的反应器在温度480℃~700℃、压力0.01mpa~
3mpa、体积空速为0.1h-1
~10h-1
条件下进行烷烃脱氢反应,脱氢产物与碳四烃混合后进入装有催化裂解催化剂的反应器内在温度450℃~650℃、压力0.1mpa~0.3mpa、体积空速0.1h-1
~10h-1
条件下进行催化裂解反应。该方法能够提高乙烯、丙烯收率,并且能够降低能耗。
8.以上技术通过催化裂解技术来处理重质原料,使用脱氢或裂解技术来处理轻质原料,但两者没有有效结合,且轻质烃类原料的乙烯和丙烯产率较低。
9.需注意的是,前述背景技术部分公开的信息仅用于加强对本发明的背景理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
10.本公开的一个主要目的在于克服上述现有技术的至少一种缺陷,提供一种乙烯和丙烯的生产系统和方法,以解决现有系统或方法生产乙烯和丙烯时产率低、能耗高等问题。
11.为了实现上述目的,本公开采用如下技术方案:
12.本公开提供一种乙烯和丙烯的生产系统,包括:催化裂解反应单元、催化裂解再生单元、脱氢裂解反应单元和脱氢裂解再生单元;其中,催化裂解反应单元被配置为进行重质原料的催化裂解反应,得到催化裂解油剂混合物,经分离得到催化裂解油气产物和催化裂解待生催化剂;催化裂解再生单元被配置为对催化裂解待生催化剂进行再生反应;脱氢裂解反应单元被配置为进行轻质原料的脱氢裂解反应,得到脱氢裂解油剂混合物,经分离得到脱氢裂解油气产物和脱氢裂解待生催化剂;脱氢裂解再生单元被配置为对脱氢裂解待生催化剂进行再生反应;其中,催化裂解油气产物和脱氢裂解油气产物经分离得到乙烯和丙烯;脱氢裂解反应单元部分置于催化裂解再生单元内,以使脱氢裂解反应单元获得催化裂解待生催化剂进行再生反应时产生的热量。
13.根据本公开的一个实施方式,脱氢裂解反应单元包括脱氢裂解提升管反应器、脱氢裂解汽提器和脱氢裂解沉降器,脱氢裂解汽提器置于脱氢裂解沉降器的下方并包裹部分脱氢裂解提升管反应器,其中,脱氢裂解沉降器置于催化裂解再生单元的顶部外,脱氢裂解提升管反应器全部或部分置于催化裂解再生单元内。
14.根据本公开的一个实施方式,脱氢裂解提升管反应器包括中上部和底部,中上部置于催化裂解再生单元内,底部置于催化裂解再生单元外,底部占脱氢裂解提升管反应器长度的1/10~1/2,优选为1/5~1/3。
15.根据本公开的一个实施方式,脱氢裂解再生单元包括脱氢裂解再生器,脱氢裂解再生器通过脱氢裂解待生催化剂输送管线与脱氢裂解汽提器连接,并通过脱氢裂解再生催化剂输送管线与脱氢裂解提升管反应器连接。
16.根据本公开的一个实施方式,脱氢裂解汽提器置于催化裂解再生器内部,以使脱氢裂解待生催化剂于脱氢裂解汽提器内获得热量,经加热达到再生初始温度后进入脱氢裂解再生单元进行再生反应。
17.根据本公开的一个实施方式,催化裂解反应单元包括催化裂解提升管反应器、催化裂解汽提器、催化裂解流化床反应器和催化裂解沉降器,催化裂解提升管反应器底部设有重质原料入口,催化裂解提升管反应器的出口与催化裂解流化床反应器的入口连通,催化裂解汽提器置于催化裂解流化床反应器的下方并包裹部分催化裂解提升管反应器,催化
裂解沉降器置于催化裂解流化床反应器上方并连通于催化裂解流化床反应器。
18.根据本公开的一个实施方式,催化裂解提升管反应器的中部或上部还设有裂解重油入口。
19.本公开还提供一种生产乙烯和丙烯的方法,包括:使重质原料和催化裂解催化剂在催化裂解反应单元中接触反应,得到催化裂解油剂混合物,经分离得到催化裂解油气产物和催化裂解待生催化剂;使轻质原料和脱氢裂解催化剂在脱氢裂解反应单元中接触反应,得到脱氢裂解油剂混合物,经分离得到脱氢裂解油气产物和脱氢裂解待生催化剂;其中,催化裂解油气产物和脱氢裂解油气产物经分离得到乙烯和丙烯;催化裂解待生催化剂引入催化裂解再生单元进行再生反应,脱氢裂解待生催化剂引入脱氢裂解再生单元进行再生反应;其中脱氢裂解反应单元部分置于催化裂解再生单元内,以使脱氢裂解反应单元获得催化裂解待生催化剂进行再生反应时产生的热量。
20.根据本公开的一个实施方式,催化裂解催化剂包括催化裂解活性组元、粘土和粘结剂,其中催化裂解活性组元包括具有mfi结构的分子筛和y分子筛,y分子筛和具有mfi结构的分子筛的质量比为1:0~3,优选为1:0.5~1。
21.根据本公开的一个实施方式,脱氢裂解催化剂包括脱氢裂解活性组元、粘土和粘结剂,其中脱氢裂解活性组元包括具有mfi结构的分子筛和金属活性组元,金属活性组元选自铁和/或铬的金属和/或氧化物,以具有mfi结构的分子筛重量百分比计,铁的含量为0~4%,优选0~2%,铬的含量为0~8%,优选0~4%。
22.根据本公开的一个实施方式,在脱氢裂解反应单元中,轻质原料引入脱氢裂解提升管反应器与脱氢裂解催化剂接触反应,其中脱氢裂解提升管反应器部分置于催化裂解再生单元内,脱氢裂解提升管反应器的反应温度为550℃~670℃,优选为570℃~650℃,剂油比为3~30,优选为5~20;反应时间为1~10秒,优选为2~8秒。
23.根据本公开的一个实施方式,脱氢裂解反应单元还包括脱氢裂解汽提器和脱氢裂解沉降器,脱氢裂解汽提器置于脱氢裂解沉降器的下方并包裹部分脱氢裂解提升管反应器;其中,脱氢裂解汽提器置于催化裂解再生单元内,以使脱氢裂解待生催化剂经脱氢裂解汽提器时获得热量,经加热达到再生初始温度后通过脱氢裂解待生催化剂输送管线进入脱氢裂解再生单元进行再生反应。
24.根据本公开的一个实施方式,在催化裂解反应单元中,重质原料引入催化裂解提升管反应器,与来自催化裂解再生单元的催化裂解再生催化剂接触反应,所得产物引入催化裂解流化床反应器继续反应;其中,催化裂解提升管反应器的反应温度为540℃~640℃,优选为560℃~620℃;剂油比为3~25,优选为5~20;反应时间为1s~20s,优选为2s~10秒;催化裂解流化床反应器的反应温度为520℃~620℃,优选540℃~600℃,重时空速为1~25小时-1
,优选为2~10小时-1
,催化剂密度为50kg/m3~400kg/m3,优选为100kg/m3~250kg/m3,床层高度为床层反应器高度的1/2~4/5,优选床层反应器高度的1/2~3/4,反应器内压力为0.1mpa~0.4mpa,优选为0.15mpa~0.3mpa。
25.根据本公开的一个实施方式,还包括向催化裂解提升管反应器的中部或上部引入裂解重油,其中,裂解重油与重质原料的质量比为0.01~0.1:1。
26.根据本公开的一个实施方式,重质原料选自减压蜡油、常压渣油、减压渣油、焦化蜡油、脱沥青油、糠醛精制抽余油、煤液化油、油砂油、页岩油、经过f-t合成得到的馏分油或
动植物油中的一种或者一种以上的混合物;轻质原料选自c4~c8烃。
27.根据本公开的一个实施方式,以轻质原料的总重为基准,c4~c8烷烃的含量不低于20%。
28.根据本公开的一个实施方式,轻质原料选自催化裂解油气产物和/或脱氢裂解油气产物经分离后得到c4~c8烃。
29.由上述技术方案可知,本公开的有益效果在于:
30.本公开提供一种生产乙烯和丙烯的系统和方法,该系统和方法实现重质原料的催化裂解与轻质原料的脱氢裂解有机结合,能够促进重质原料和轻质原料转化为乙烯和丙烯,有效提升转化率;该方法还可进一步利用催化裂解催化剂再生过程中产生的热量为脱氢裂解反应供热,使脱氢裂解反应单元能够维持在较高的温度,不均能够提高乙烯和丙烯的产率,还可大幅降低能耗。总之,该生产系统及方法可以实现较高的烃类转化能力,在降低生产成本的同时达到更高的乙烯和丙烯产率,具有重要的工业应用价值。
附图说明
31.为了让本公开实施例能更容易理解,以下配合所附附图作详细说明。应该注意,根据工业上的标准范例,各个部件未必按照比例绘制,且仅用于图示说明的目的。实际上,为了让讨论清晰易懂,各个部件的尺寸可以被任意放大或缩小。
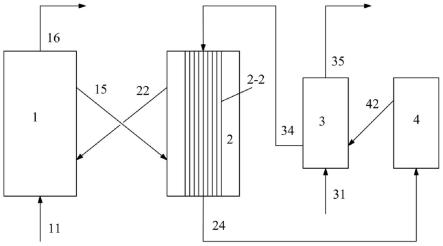
32.图1是本公开一个实施方式的乙烯和丙烯的生产系统连接关系示意图;
33.图2是本公开一个实施方式的乙烯和丙烯的生产系统装置结构示意图;
34.其中,附图标记说明如下:
35.1:催化裂解反应单元
36.1-1:催化裂解提升管反应器
37.1-2:催化裂解汽提器
38.1-3:催化裂解流化床反应器
39.1-4:催化裂解沉降器
40.11:重质原料
41.12:预提升气体管线
42.13:裂解重油
43.14:汽提气体
44.15:催化裂解待生催化剂输送管线
45.16:催化裂解油气产物管线
46.2:催化裂解再生单元
47.2-1:催化裂解再生器
48.21:主风入口管线
49.22:催化裂解再生催化剂输送管线
50.23:再生烟气出口管线
51.3:脱氢裂解反应单元
52.3-1:脱氢裂解提升管反应器
53.3-2:脱氢裂解汽提器
54.3-3:脱氢裂解沉降器
55.31:轻质原料
56.32:预提升气体管线
57.33:汽提气体
58.34:脱氢裂解待生催化剂输送管线
59.35:脱氢裂解油气产物管线
60.4:脱氢裂解再生单元
61.4-1:脱氢裂解再生器
62.41:主风入口管线
63.42:脱氢裂解再生催化剂输送管线
64.43:再生烟气出口管线
具体实施方式
65.体现本公开特征与优点的典型实施例将在以下的说明中详细叙述。应理解的是本公开能够在不同的实施例上具有各种的变化,其皆不脱离本公开的范围,且其中的说明及附图在本质上是作说明之用,而非用以限制本公开。
66.在对本公开的不同示例性实施方式的下面描述中,参照附图进行,所述附图形成本公开的一部分,并且其中以示例方式显示了可实现本公开的多个方面的不同示例性结构、系统和步骤。应理解的是,可以使用部件、结构、示例性装置、系统和步骤的其他特定方案,并且可在不偏离本公开范围的情况下进行结构和功能性修改。而且,虽然本说明书中可使用术语“之上”、“之间”、“之内”等来描述本公开的不同示例性特征和元件,但是这些术语用于本文中仅出于方便,例如根据附图中所述的示例的方向。本说明书中的任何内容都不应理解为需要结构的特定三维方向才落入本公开的范围内。
67.参阅图1,其代表性地示出了本公开提出的一示例性实施方式的乙烯和丙烯的生产系统连接关系示意图。本公开提出的乙烯和丙烯的生产系统是以应用于生产乙烯和丙烯为例进行说明的。本领域技术人员容易理解的是,为将本公开的相关设计应用于其他其它油气产物,而对下述的具体实施方式做出多种改型、添加、替代、删除或其他变化,这些变化仍在本公开提出的乙烯和丙烯的生产系统的原理的范围内。
68.如图1所示,在本实施方式中,本公开提出的乙烯和丙烯的生产系统主要包括催化裂解反应单元1、催化裂解再生单元2、脱氢裂解反应单元3和脱氢裂解再生单元4。需要说明的是,图1仅是该乙烯和丙烯的生产系统的部分示意图。配合参阅图2所示,图2为本公开一个实施方式的乙烯和丙烯的生产系统装置结构示意图。下面将结合上述附图,对本公开提出的乙烯和丙烯的生产系统的一示例性实施方式的各主要组成部分的结构、连接方式和功能关系进行详细说明。
69.如图1所示,本公开提供一种乙烯和丙烯的生产系统,包括:催化裂解反应单元1、催化裂解再生单元2、脱氢裂解反应单元3和脱氢裂解再生单元4。
70.催化裂解反应单元1被配置为进行重质原料的催化裂解反应,得到催化裂解油气产物。在本实施方式中,结合图1和图2所示,催化裂解反应单元1包括催化裂解提升管反应器1-1、催化裂解汽提器1-2、催化裂解流化床反应器1-3和催化裂解沉降器1-4。
71.具体而言,催化裂解反应单元1的催化裂解提升管反应器1-1选自等直径提升管反应器、等线速提升管反应器和变直径提升管反应器中的一种或一种以上的组合,主要用于重质原料的裂解反应,重质原料11从催化裂解反应单元的催化裂解提升管反应器1-1的底部设置的重质原料入口进料。在一些实施例中,还包括将裂解重油13引入作为原料,其中,如图2所示,裂解重油13从催化裂解提升管反应器1-1的中上部进料。通过引入裂解重油13,使其优先与催化裂解再生催化剂接触,可以覆盖催化裂解再生催化剂上的部分强酸性中心,改善催化剂的裂解性能。
72.催化裂解反应单元1的催化裂解流化床反应器1-3置于催化裂解提升管反应器1-1的上部,两者串联,其中,催化裂解流化床反应器1-3选自固定流化床反应器、散式流化床反应器、鼓泡床反应器、湍动床反应器、快速床反应器、输送床反应器和密相流化床反应器中的一种或一种以上的组合。催化裂解流化床反应器1-3可延长重质原料在其中的反应时间,从而使转化更彻底。
73.该催化裂解反应单元1还设置有预提升气体管线12,通过预提升气体管线12向催化裂解提升管反应器1-1引入提升气体。所用的提升气体为本领域技术人员熟知,可以选自水蒸汽、氮气、干气中的一种或多种,优选水蒸汽。
74.催化裂解汽提器1-2置于催化裂解流化床反应器1-3的下方并与催化裂解流化床反应器1-3连通,并包裹催化裂解提升管反应器1-1的一部分。催化裂解汽提器1-2中设有汽提挡板和汽提气体分布环,用于降低催化裂解待生催化剂的下落速度和使汽提气体14分布更加均匀,从而使催化裂解待生催化剂上残留的反应油气从催化裂解待生催化剂上充分脱除。
75.催化裂解流化床反应器1-3中反应后得到的油剂混合物通过旋风分离器进行分离,得到油气产物和催化裂解待生催化剂,其中油气产物通过催化裂解油气产物管线16引出反应器进入后续产品分离系统,催化裂解待生催化剂则引入催化裂解汽提器1-2进行汽提。
76.催化裂解沉降器1-4与催化裂解流化床反应器1-3以及催化裂解提升管反应器1-1连通,催化裂解汽提器1-2中的汽提气体可以直接进入催化裂解沉降器1-4,与其他油气一起经旋风分离器分离后进入集气室,再经由催化裂解油气产物管线16引出催化裂解反应单元1。
77.结合图1和图2所示,催化裂解再生单元2包括催化裂解再生器2-1。催化裂解再生器2-1与催化裂解汽提器1-2之间连通,并且通过催化裂解再生催化剂管线22与催化裂解提升管反应器1-1连接。来自催化裂解汽提器1-2的催化裂解待生催化剂通过催化裂解待生催化剂输送管线15进入催化裂解再生器2-1中进行烧焦再生,从而将催化裂解待生催化剂转化为催化裂解再生催化剂。催化裂解再生器2-1内的催化裂解再生催化剂经催化裂解再生催化剂管线22返回催化裂解提升管反应器1-1循环使用,其中催化裂解待生催化剂输送管线15、催化裂解再生催化剂输送管线22可设置阀门,通过控制其上的阀门可以调节催化剂的输送速度。
78.催化裂解再生器2-1的底部设有主风入口管线21,可向催化裂解再生器2-1内引入再生气体,再生气体为本领域人员所熟知的气体,包括但不限于空气、氧气及其他具有氧化性的气体中的一种或多种的混合物,再生后产生的烟气经过旋风分离器进入集气室,经处
理后通过再生烟气出口管线23排出。
79.本公开还包括脱氢裂解反应单元3,被配置为进行轻质原料31的脱氢裂解反应,得到脱氢裂解油气产物。该脱氢裂解反应单元3部分或全部置于前述的催化裂解再生单元2中,以使脱氢裂解反应单元3获得催化裂解待生催化剂进行再生反应时产生的热量,使脱氢裂解反应单元3可以维持在较高的温度。
80.根据本公开,由于脱氢裂解反应产生的焦炭较低,再生时无法产生足够的热量以维持再生的效率,因此需要进行补热。本公开通过将脱氢裂解反应单元3部分或全部置于催化裂解再生单元2中,利用催化裂解待生催化剂进行再生反应时产生的热量为脱氢裂解反应供热,使脱氢裂解反应能够保证足够高的反应温度从而维持反应持续进行。
81.具体而言,在本实施方式中,结合图1和图2所示,脱氢裂解反应单元3包括脱氢裂解提升管反应器3-1、脱氢裂解汽提器3-2和脱氢裂解沉降器3-3。
82.脱氢裂解提升管反应器3-1选自等直径提升管反应器、等线速提升管反应器和变直径提升管反应器中的一种或一种以上的组合,主要用于轻质原料31的脱氢裂解反应,轻质原料31从脱氢裂解提升管反应器3-1的底部进料。
83.在本公开的一个实施方式中,如图2所示,脱氢裂解反应单元3部分置于催化裂解再生单元2中。其中,脱氢裂解反应单元3中沉降器置于催化裂解再生单元2的顶部外,脱氢裂解提升管反应器3-1可以全部置于催化裂解再生单元2内,也可以部分置于催化裂解再生单元2内。
84.在一些实施例中,如图2所示,脱氢裂解提升管反应器3-1部分置于催化裂解再生器2-1中。其中,脱氢裂解提升管反应器包括中上部a和底部b,中上部a置于催化裂解再生器2-1内,底部b置于催化裂解再生器2-1外,底部b占脱氢裂解提升管反应器长度的1/10~1/2,优选为1/5~1/3。将脱氢裂解提升管反应器3-1底部置于催化裂解再生器2-1外,相比于将其全部置于催化裂解再生器2-1内,更容易将轻质原料31引入脱氢裂解提升管反应器3-1内。提升管反应器3-1中反应后的油剂混合物通过旋风分离器进行分离,得到脱氢裂解油气产物和脱氢裂解待生催化剂,脱氢裂解油气产物通过脱氢裂解油气产物管线35引出进行后续产品分离,脱氢裂解待生催化剂则引入脱氢裂解汽提器3-2进行汽提。
85.通过预提升气体管线32向脱氢裂解提升管反应器3-1引入提升气体。所用的提升气体为本领域技术人员熟知,可以选自水蒸汽、氮气、干气中的一种或多种,优选水蒸汽。
86.脱氢裂解汽提器3-2置于脱氢裂解沉降器3-3的下方,并包裹脱氢裂解反应单元的提升管反应器3-1的一部分。脱氢裂解汽提器3-2中设有汽提挡板和汽提气体分布环,用于降低待生催化剂的下落速度和使汽提气体33分布更加均匀,从而使脱氢裂解待生催化剂上残留的反应油气从脱氢裂解待生催化剂上充分脱除。
87.脱氢裂解沉降器3-3与脱氢裂解提升管反应器3-1以及脱氢裂解汽提器3-2连通,脱氢裂解汽提器3-2中的汽提蒸汽可以直接进入脱氢裂解沉降器3-3,与其他油气一起经旋风分离器分离后进入集气室,再经由脱氢裂解油气产物管线35引出反应器。
88.本公开还包括脱氢裂解再生单元4,被配置为对脱氢裂解待生催化剂进行再生反应。脱氢裂解再生单元4包括脱氢裂解再生器4-1,其中,脱氢裂解再生器4-1与脱氢裂解汽提器3-2之间连通,并通过脱氢裂解再生催化剂管线42与脱氢裂解提升管反应器3-1连接。来自脱氢裂解汽提器3-2的脱氢裂解待生催化剂通过脱氢裂解待生催化剂输送管线34进入
脱氢裂解再生器4-1中进行烧焦再生,从而将待生催化剂转化为再生催化剂。脱氢裂解再生器4-1内的再生催化剂经脱氢裂解再生催化剂管线42返回脱氢裂解提升管反应器3-1循环使用,其中通过脱氢裂解待生催化剂输送管线34和脱氢裂解再生催化剂管线42上的阀门可以调节催化剂的输送速度。
89.脱氢裂解再生器4-1的底部设有主风入口管线41,可向脱氢裂解再生器4-1内引入再生气体,再生后产生的烟气经过旋风分离器进入集气室,经处理后通过再生烟气出口管线43排出。
90.在一些实施例中,优选地,脱氢裂解汽提器3-2置于催化裂解再生反应器2-1内。由此,脱氢裂解待生催化剂于脱氢裂解汽提器3-2内可获得来自催化裂解再生反应产生的热量,经加热达到再生初始温度后进入所述脱氢裂解再生单元进行再生反应,可有效降低能耗,提高再生效率。
91.本公开还提供采用上述系统生产乙烯和丙烯的方法,包括:
92.使重质原料11和催化裂解催化剂在催化裂解反应单元1中接触反应,得到催化裂解油剂混合物,经分离得到催化裂解油气产物和催化裂解待生催化剂;使轻质原料31和脱氢裂解催化剂在脱氢裂解反应单元3中接触反应,得到脱氢裂解油剂混合物,经分离得到脱氢裂解油气产物和脱氢裂解待生催化剂;其中,催化裂解油气产物和脱氢裂解油气产物经分离得到乙烯和丙烯;催化裂解待生催化剂引入催化裂解再生单元2进行再生反应,脱氢裂解待生催化剂引入脱氢裂解再生单元4进行再生反应;其中脱氢裂解反应单元3部分或全部置于催化裂解再生单元2内,以使脱氢裂解反应单元3获得催化裂解待生催化剂进行再生反应时产生的热量。
93.根据本公开,现有方法一般通过催化裂解技术来处理重质原料,使用脱氢裂解技术来处理轻质原料,但两者没有有效结合,且轻质烃类原料的乙烯和丙烯产率较低。为此,本公开通过设计上述系统将重质原料的催化裂解与轻质原料的脱氢裂解油剂结合,能够促进重质原料和轻质原料有效转化为乙烯丙烯。此外,脱氢裂解反应需要较高的反应温度,而脱氢裂解反应产生的焦炭较低,再生时无法产生足够的热量,一方面难以维持较高再生的效率,另一方面再生催化剂携带的热量无法满足脱氢裂解反应的进行,因此需要进行补热。本公开通过利用催化裂解再生反应产生的多余热量为脱氢裂解反应供热,从而可有效维持脱氢裂解反应所需温度,同时还能将脱氢裂解待生催化剂加热到初始再生温度,有效降低能耗,具有良好的应用前景。
94.下面具体说明本公开的生产乙烯和丙烯和方法。
95.重质原料11和催化裂解催化剂进入催化裂解反应单元1进行接触反应,得到催化裂解油剂混合物,经分离得到催化裂解油气产物和催化裂解待生催化剂。其中,催化裂解待生催化剂引入催化裂解再生单元2进行再生反应得到催化裂解再生催化剂,催化裂解再生催化剂引入催化裂解反应单元1进行循环利用。
96.具体地,重质原料通常是预热至180℃~300℃后引入催化裂解反应单元1的催化裂解提升管反应器1-1底部,与来自所述催化裂解再生单元2的催化裂解再生催化剂在反应温度为540℃~640℃,优选为560℃~620℃;剂油比为3~25,优选为5~20;反应时间为1~20秒,优选为2~10秒的条件下接触并进行反应,产生的油剂混合物引入催化裂解流化床反应器1-3中,在反应温度为520℃~620℃,优选540℃~600℃,重时空速为1~25小时-1
,优选
2~10小时-1
,催化剂密度为50kg/m3~400kg/m3,优选100kg/m3~250kg/m3,床层高度为床层反应器高度的1/2~4/5,优选床层反应器高度的1/2~3/4,反应器内压力为0.1mpa~0.4mpa,优选0.15mpa~0.3mpa的条件下继续发生反应,反应后的油剂混合物通过旋风分离器进行分离,催化裂解待生催化剂引入催化裂解汽提器1-2进行汽提,得到的催化裂解油气产物引入后续产品分离系统(未图示)进一步分离。
97.在一些实施例中,重质原料11选自减压蜡油、常压渣油、减压渣油、焦化蜡油、脱沥青油、糠醛精制抽余油、煤液化油、油砂油、页岩油、经过f-t合成得到的馏分油、动物油和植物油中的一种或多种;重质原料在催化裂解反应单元的提升管反应器和流化床反应器中主要发生裂化反应,从大分子反应物转化成小分子产物。
98.在一些实施例中,还包括于催化裂解提升管反应器1-1的中部或上部引入裂解重油,其中裂解重油与重质原料的质量比为0.01~0.1:1,例如,0.01:1、0.03:1、0.05:1、0.08:1、0.1:1等。
99.轻质原料31和脱氢裂解催化剂进入脱氢裂解反应单元3中进行接触反应,得到脱氢裂解油气产物和脱氢裂解待生催化剂。由于脱氢裂解反应单元3部分或全部置于催化裂解反应单元2中,使得脱氢裂解反应可持续获得来自催化裂解再生反应产生的热量,从而维持反应所需温度。
100.在一些实施例中,轻质原料31选自c4~c8烃。优选地,以轻质原料的总重为基准,c4~c8烷烃的含量不低于20%。c4~c8烃可以来自本公开的分离产物,也可以是其它来源,优选来自本公开得到的c4~c8烃。对于本公开而言,由于可在脱氢裂解反应器中使用专用的脱氢裂解催化剂,使得可使用的轻质原料范围相对更广,能够为轻质原料的提供适宜的反应环境,提高乙烯和丙烯的产率。
101.具体地,轻质原料31通常是预热至100℃~150℃后引入脱氢裂解反应单元3的脱氢裂解提升管反应器3-1底部,与来自脱氢裂解再生单元4中的脱氢裂解再生催化剂在反应温度为550℃~670℃,优选为570℃~650℃,剂油比为3~30,优选为5~20;反应时间为1~10秒,优选为2~8秒的条件下接触并进行反应,反应后的油剂混合物引入脱氢裂解反应单元3中的分离装置进行分离,得到脱氢裂解油气产物和脱氢裂解待生催化剂,其中脱氢裂解待生催化剂引入脱氢裂解汽提器3-2进行汽提,脱氢裂解油气产物则通过脱氢裂解油气产物管线35引出进行后续分离产品分离系统(未图示)进行分离。
102.在一些实施例中,前述的脱氢裂解反应单元3中的脱氢裂解汽提器3-2置于催化裂解再生器2-1内,此时,脱氢裂解待生催化剂经脱氢裂解汽提器3-2时获得热量,经加热达到再生初始温度后再进入脱氢裂解再生单元4进行再生反应,有效提高了再生效率,并大幅降低能耗。
103.根据本公开,前述的催化裂解油气产物和脱氢裂解油气产物可分别引入各自的产品分离系统,也可以引入同一产品分离系统进行进一步分离。其中,该些油气产物被分离为干气、裂化气、汽油、轻油和油浆等产物,干气通过本领域人员所熟知的分离方法分离后可以得到乙烯,分离方法可以采用深冷分离回收乙烯、引入乙苯-苯乙烯装置进行反应回收乙烯等;裂化气在后续产品分离、精制后可得到聚合级丙烯产品和富含烯烃的c4烃,汽油在后续产品分离、精制后可得到c5~c8烃和重汽油。通过脱氢裂解反应单元中的分离装置可将油气与反应后的积炭催化剂迅速分离,可降低干气产率,抑制丙烯在生成之后再转化。
104.本公开的方法中,还可向催化裂解反应单元1的催化裂解提升管反应器1-1的中上部引入裂解重油13,与重质原料11及催化裂解催化剂一起混合后进行反应。裂解重油可为本公开生产的裂解重油或其他装置生产的裂解重油,优选本公开生产的裂解重油。
105.根据本公开,催化裂解反应单元1的催化裂解提升管反应器1-1中所用的催化裂解催化剂为经过催化裂解再生器2-1得到的再生催化剂,该催化剂包括裂化活性组元、粘土和粘结剂,其中裂化活性组元包括具有mfi结构的分子筛和y分子筛。具有mfi结构的分子筛例如选自zrp沸石、含磷的zrp沸石、含稀土的zrp沸石、含磷和稀土的zrp沸石、含磷和碱土金属的zrp沸石以及含磷和过渡金属的zrp沸石中的一种或多种,优选含磷和稀土的zrp沸石。y分子筛可选自hy、usy、reusy、rey、rehy、dasy、redasy中的一种或多种,或经各种金属氧化物处理得到的y型分子筛。粘土选自可作为催化剂组分的各种粘土,如高岭土、蒙脱土、膨润土等。粘结剂选自硅溶胶、铝溶胶和拟薄水铝石中的一种或两种或三种的混合物,其中优选的粘结剂为铝溶胶和拟薄水铝石的双铝粘结剂。以裂化催化剂的干基重量为基准,粘土的含量为10~70重量%,优选为15~45重量%;粘结剂的含量为10~40重量%,优选为20~35重量%;裂化活性组元的含量为10~80重量%,优选为15~60重量%,其中y分子筛和具有mfi结构的分子筛的质量比为1:0~3,也即可以不含有具有mfi结构的分子筛,优选二者的质量比为1:0.5~1。
106.根据本公开,脱氢裂解反应单元3的脱氢裂解提升管反应器3-1中所用的脱氢裂解催化剂为经过脱氢裂解再生器4-1得到的脱氢裂解再生催化剂,该催化剂包括脱氢裂解活性组元、粘土和粘结剂,其中脱氢裂解活性组元包括具有mfi结构的分子筛和金属活性组元。具有mfi结构的分子筛例如选自zrp沸石、含磷的zrp沸石、含稀土的zrp沸石、含磷和稀土的zrp沸石、含磷和碱土金属的zrp沸石以及含磷和过渡金属的zrp沸石中的一种或多种,优选含磷和稀土的zrp沸石。金属活性组元选自铁(fe)和铬(cr)元素中的一种或多种金属或氧化物,以具有mfi结构的分子筛重量百分比计,fe的含量为0~4%,优选0~2%,cr的含量为0~8%,优选0~4%,也即,在具有mfi结构的分子筛中,也可以不含有金属活性组元,或含有1~2种金属元素的活性组元。粘土选自可作为催化剂组分的各种粘土,如高岭土、蒙脱土、膨润土等。粘结剂选自硅溶胶、铝溶胶和拟薄水铝石中的一种或两种或三种的混合物,其中优选的粘结剂为铝溶胶和拟薄水铝石的双铝粘结剂。
107.综上,本公开通过采用上述的系统和方法,实现了重质原料的催化裂解与轻质原料的脱氢裂解有机结合,能够促进重质原料和轻质原料有效转化为乙烯和丙烯,同时所用的轻质原料还可以进一步利用重质原料分离后的产物,有效提高原料转化率;此外,本公开的方法还可进一步利用催化裂解催化剂进行再生过程中产生的热量为脱氢裂解反应供热,使脱氢裂解反应能够维持在较高的温度保证反应进行,从而大幅度降低能耗。催化裂解再生催化剂和脱氢裂解再生催化剂可以循环到相应的反应器中进行再利用,有效降低了生产成本。总之,应用该系统和方法可以实现更高的烃类转化能力,达到更高的乙烯和丙烯产率,并且能够大幅度降低能耗,具有重要的工业应用价值。
108.下面将通过实施例来进一步说明本公开,但是本公开并不因此而受到任何限制。如无特殊说明,本公开采用的试剂或材料等均可从市售购得。
109.试剂、仪器与测试
110.本发明实施例和对比例中,气体产物采用石油化工分析方法ripp 77-90方法进行
测试,采用石油化工分析方法ripp 107-90方法测定焦炭含量,有机液体产物组成采用sh/t 0558-1993方法测定,汽油和柴油的馏分切割点分别为221℃和343℃,汽油中轻芳烃采用石油化工分析方法ripp 82-90测定。
111.在以下的实施例中,原料油的转化率和裂化产品的产率根据以下公式计算得到:
[0112][0113][0114]
本发明所用的ripp石油化工分析方法选自《石油化工分析方法(ripp试验方法)》,杨翠定等编,科学出版社,1990。
[0115]
以下所用试剂,除特别说明的以外,均为化学纯试剂。
[0116]
所用的mfi结构分子筛由齐鲁催化剂厂生产,其工业牌号为:
[0117]
zrp-1:其中sio2/al2o3=30,na2o的含量为0.17重量%,稀土氧化物re2o3的含量为1.4重量%,其中氧化镧的含量为0.84重量%,氧化铈的含量为0.18重量%,其他稀土氧化物的含量为0.38重量%。
[0118]
所用y型分子筛由齐鲁催化剂厂生产,其工业牌号为:
[0119]
dasy,物性参数为:晶胞常数为2.443nm,na2o含量为0.85重量%;
[0120]
所用的金属活性组元的前驱物均为金属盐溶液,包括fe(no3)3·
9h2o和cr(no3)3·
9h2o。
[0121]
所用的黏土为高岭土,所用的粘结剂为水薄拟铝石。
[0122]
实施例和对比例中使用的重质原料取自大庆蜡油,大庆蜡油和轻质原料的具体性质见表1和表2。
[0123]
实施例和对比例中使用的催化剂为自制催化剂,其中催化裂解催化剂记为ccat,其制备方法为:将dasy分子筛、zrp-1分子筛和水以质量比为3:2:5的比例混合后得到第一浆液,将高岭土、拟薄水铝石和水以质量比为2:0.2:5的比例混合后得到第二浆液,将第一浆液与第二浆液以质量比为1:2的比例混合,之后经洗涤、过滤、干燥和焙烧后得到催化裂解催化剂ccat。脱氢裂解催化剂记为dhc,其制备方法为将fe(no3)3·
9h2o、cr(no3)3·
9h2o、zrp-1分子筛和水以质量比为2:3:10:25的比例混合后得到第一浆液,将高岭土、拟薄水铝石和水以质量比为2:0.2:5的比例混合后得到第二浆液;将第一浆液与第二浆液以质量比为1:1的比例混合,之后经洗涤、过滤、干燥和焙烧后得到脱氢裂解催化剂dhc。两种催化剂的具体性质见表3。
[0124]
表1 重质原料的性质
[0125][0126][0127]
表2 轻质原料的性质
[0128]
项目轻质原料
质量族组成/% 烷烃25.71烯烃58.23环烷烃13.16芳烃2.90质量碳数分布/% c435.45c524.38c618.77c712.65c88.75馏程/℃ 初馏点2210%3230%4550%6170%8990%110终馏点121
[0129]
表3 催化剂的组成和性质
[0130]
[0131][0132]
实施例1
[0133]
试验在图2所示的中型试验装置上进行。该装置包括催化裂解反应单元1、催化裂解再生单元2、脱氢裂解反应单元3和脱氢裂解再生单元4。其中催化裂解提升管反应器1-1内径为16mm,长度为3200mm,催化裂解流化床反应器1-3内径为80mm,长度为500mm;脱氢裂解提升管反应器3-1内径为14mm,长度为2500mm,其底部置于催化裂解再生单元外部的长度为600mm。
[0134]
重质原料引入催化裂解提升管反应器1-1,与来自催化裂解再生器2-1的再生催化剂ccat接触反应,反应后的油剂混合物引入催化裂解流化床反应器1-3继续反应,反应后的油剂混合物通过旋风分离器分离。催化裂解待生催化剂引入催化裂解汽提器1-2后引入催化裂解再生器2-1再生,再生后的催化剂返回催化裂解提升管反应器1-1循环使用,油气引入分馏系统进行分离。
[0135]
轻质原料引入脱氢裂解提升管反应器3-1底部,与来自脱氢裂解再生器4-1的再生催化剂dhc接触反应,反应后的油剂混合物通过旋风分离器分离。脱氢裂解待生催化剂引入脱氢裂解汽提器3-2后引入脱氢裂解再生器4-1再生,再生后的催化剂返回脱氢裂解提升管反应器3-1循环使用,油气引入后续分离系统进行分离。轻质原料与重质原料的质量比为0.2:1。反应条件及结果见表4。
[0136]
实施例2
[0137]
按照实施例1的方法,不同之处在于还将裂解重油引入催化裂解反应单元的催化裂解提升管反应器1-1的中上部距离顶部300mm的位置,裂解重油与重质原料的质量比为0.05:1。反应条件及结果见表4。
[0138]
实施例3
[0139]
按照实施例1的方法,不同之处在于轻质原料与重质原料的质量比为0.3:1。反应条件及结果见表4。
[0140]
实施例4
[0141]
按照实施例2的方法,不同之处在于裂解重油与重质原料的质量比为0.1:1。反应条件及结果见表4。
[0142]
表4 实施例1-4的反应条件及反应结果
[0143][0144][0145]
对比例1
[0146]
提供一现有的中型试验装置,该装置包括一个提升管反应器(第一提升管反应器)和一个流化床反应器。提升管反应器内径为16mm,长度为3200mm,流化床反应器的内径为
64mm,高度为500mm。
[0147]
重质原料引入提升管反应器底部,与来自再生器的再生催化剂ccat接触并发生反应,产生的油剂混合物引入流化床反应器,反应后的油剂混合物通过快分装置分离,反应油气旋风分离器,催化剂引入汽提器进行汽提。催化剂进入汽提器后进入再生器再生,再生后的催化剂返回提升管反应器循环使用,油气引入分馏系统进行分离。反应条件及结果见表5。
[0148]
对比例2
[0149]
提供一现有的中型试验装置,该装置包括一个提升管反应器(第一提升管反应器)和一个流化床反应器。提升管反应器内径为16mm,长度为3200mm,流化床反应器的内径为64mm,高度为500mm。
[0150]
轻质原料引入提升管反应器底部,与来自再生器的再生催化剂ccat接触并发生反应,产生的油剂混合物引入流化床反应器,反应后的油剂混合物通过快分装置分离,反应油气旋风分离器,催化剂引入汽提器进行汽提。催化剂进入汽提器后进入再生器再生,再生后的催化剂返回提升管反应器循环使用,油气引入分馏系统进行分离。反应条件及结果见表5。
[0151]
对比例3
[0152]
提供一现有的中型试验装置,该装置包括两个提升管反应器和一个流化床反应器。第一提升管反应器内径为16mm,长度为3200mm,第二提升管反应器的内径为16mm,高度为3000mm,流化床反应器的内径为64mm,高度为500mm。
[0153]
重质原料引入第一提升管反应器底部,与来自再生器的再生催化剂ccat接触并发生反应,反应后的油剂混合物引入流化床反应器;轻质原料引入第二提升管反应器的底部,来自再生器的再生催化剂ccat接触并发生反应,产生的油剂混合物引入流化床反应器,反应后的油剂混合物通过快分装置分离,反应油气旋风分离器,催化剂引入汽提器进行汽提。催化剂进入汽提器后进入再生器再生,再生后的催化剂返回提升管反应器循环使用,油气引入分馏系统进行分离。所述轻质原料与重质原料的质量比为0.2:1。反应条件及结果见表5。
[0154]
对比例4
[0155]
按照对比例3的方法,不同之处在于还将裂解重油引入提升管反应器的中上部距离顶部300mm的位置,裂解重油与重质原料的质量比为0.05:1。反应条件及结果见表5。
[0156]
表5 对比例1-4的反应条件和结果
[0157][0158][0159]
由表4和表5可知,和对比例1~4相比,采用本公开提供的方法和系统可以实现更高的烃类转化能力,获得更高的乙烯和丙烯产率。
[0160]
实施例4和对比例5用于说明本公开通过将脱氢裂解反应单元部分置于催化裂解再生单元内,可有效维持脱氢裂解反应单元的温度,并提高脱氢裂解待生催化剂的再生效率,降低能耗。
[0161]
对比例5
[0162]
按照实施例4的方法,不同之处在于,脱氢裂解反应单元不置于催化裂解再生单元内,脱氢裂解待生催化剂直接引入脱氢裂解再生器4-1进行再生,不经过催化裂解再生单元进行预热。反应条件及结果见表6。
[0163]
表6
[0164][0165][0166]
从表6可以看出,和对比例5相比,采用本公开提供的方法和系统可以有效维持脱氢裂解反应单元的反应温度,同时可以提高脱氢裂解再生单元的再生温度,降低脱氢裂解再生催化剂碳含量,提高脱氢裂解待生催化剂的再生效率,降低能耗。
[0167]
本领域技术人员应当注意的是,本发明所描述的实施方式仅仅是示范性的,可在本发明的范围内作出各种其他替换、改变和改进。因而,本发明不限于上述实施方式,而仅由权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。