1.本发明属于光学透镜技术领域,具体涉及一种堆叠式微透镜阵列制作方法。
背景技术:
2.单片光学微透镜阵列结构可利用压印方法完成,但应用范围窄。随着科技的发展,光学系统一直向多功能化,小型化方向发展。导致光学系统设计结构更为集成,复杂,因此,对堆叠式光学微透镜阵列的应用需求也越来越多。常规堆叠结构的主要技术指标要求包括:对位精度,键合胶层厚度,微透镜切割尺寸区域完全闭合。现有技术中,采用传统的键合方式将光学微透镜阵列组合成堆叠结构,包含如下流程:预对位,滚胶、上胶,对位、贴合,层压/键合设备,烘烤。流程复杂,胶水用量大,涉及的设备较多,其中层压机/键合机均需要创造真空环境,耗时较长。
技术实现要素:
3.本发明的目的在于提供一种堆叠式光学微透镜阵列制作方法,以解决现有技术中工艺复杂,成本高的技术问题。
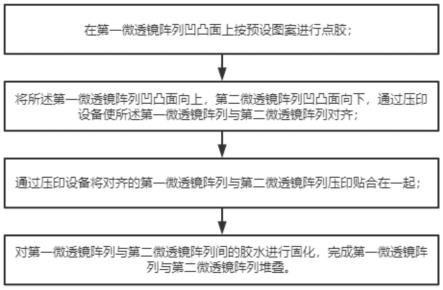
4.一种堆叠式微透镜阵列制作方法,包括以下步骤:
5.在第一微透镜阵列凹凸面上按预设图案进行点胶,使若干胶水分布在第一微透镜阵列凹凸面上;
6.将所述第一微透镜阵列凹凸面向上,第二微透镜阵列凹凸面向下,通过压印设备使所述第一微透镜阵列与第二微透镜阵列对齐;
7.通过压印设备将对齐的第一微透镜阵列与第二微透镜阵列压印贴合在一起;
8.对第一微透镜阵列与第二微透镜阵列间的胶水进行固化,完成第一微透镜阵列与第二微透镜阵列堆叠。
9.本发明的进一步改进在于:所述预设图案为开口图案。
10.本发明的进一步改进在于:使第一微透镜阵列与第二微透镜阵列对齐时,具体包括以下步骤:
11.将第一微透镜阵列固定在压印设备卡盘上,将第二微透镜阵列固定在固定器上,通过压印设备上下对位功能,使第一微透镜阵列与第二微透镜阵列对齐。
12.本发明的进一步改进在于:所述开口图案为c字形。
13.本发明的进一步改进在于:点胶时,采用自动点胶机进行点胶。
14.本发明的进一步改进在于:对胶水进行固化时,通过照射紫外光使胶水固化。
15.本发明的进一步改进在于:在第一微透镜阵列进行点胶前,在第一微透镜阵列平面上固定有第一基底玻璃;
16.在第二微透镜阵列平面上固定有第二基底玻璃。
17.本发明的进一步改进在于:所述胶水固化后厚度为15-30um。
18.本发明的进一步改进在于:所述第一微透镜阵列和第二微透镜阵列对齐后,二者
中心对位精度1-2um。
19.本发明的进一步改进在于:所述第一基底玻璃和第二基底玻璃之间的厚度总和均匀性为
±
2um。
20.鉴于此,利用压印设备及自动点胶机设备制备堆叠光学微透镜阵列的方法应运而生。此方法重复利用了制备单片微透镜阵列的压印设备,可完成对位,贴合,固化步骤,设备利用率高,用点胶机完成特定图案点胶,胶水用量非常小。
21.与现有技术相比,本发明至少包括以下有益效果:
22.1、本发明通过采用压印设备进行对齐和压印与传统工艺相比,节省了层压/键合的步骤,减少了对不同设备的需求,降低了成本;
23.2、本发明通过在点胶时按照设有开口的预设图案进行点胶,后续贴合过程排出密闭腔体多余气体,防止结构受热,腔体崩开,提高了作业过程中的安全性和稳定性;
24.3、本发明通过采用压印设备进行加工做出的产品对位精度高,整体结构厚度均匀性好,可适应更多样的光学设计方案。
附图说明
25.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
26.在附图中:
27.图1为本发明一种堆叠式微透镜阵列制作方法的流程图;
28.图2为本发明一种堆叠式微透镜阵列制作方法的成果结构图;
29.图3为本发明一种堆叠式微透镜阵列制作方法中过程结构示意图。
30.图中,11、第一基底玻璃;12、第二基底玻璃;21、第一微透镜阵列;22、第二微透镜阵列;3、胶水;4、固定器;5、卡盘。
具体实施方式
31.下面将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
32.以下详细说明均是示例性的说明,旨在对本发明提供进一步的详细说明。除非另有指明,本发明所采用的所有技术术语与本发明所属领域的一般技术人员的通常理解的含义相同。本发明所使用的术语仅是为了描述具体实施方式,而并非意图限制根据本发明的示例性实施方式。
33.如图1所示,一种堆叠式微透镜阵列制作方法,具体包括以下步骤:
34.在第一微透镜阵列21凹凸面上按预设图案进行点胶;
35.将第一微透镜阵列21凹凸面向上,第二微透镜阵列22凹凸面向下,通过压印设备使第一微透镜阵列21与第二微透镜阵列22对齐;
36.通过压印设备将对齐的第一微透镜阵列21与第二微透镜阵列22压印贴合在一起;
37.对第一微透镜阵列21与第二微透镜阵列22间的胶水3进行固化,完成第一微透镜阵列21与第二微透镜阵列22堆叠。
38.点胶时采用自动点胶机在第一微透镜阵列21凹凸面上点出预设图案,胶水3的量
可通过自动点胶机针头移动速度和出胶气压控制;
39.预设图案为开口图案,通过将胶水3点成开口图案,在后续贴合过程中用于排出密闭腔体多余气体,防止结构受热,腔体崩开。
40.开口图案常规为c字形,c字形的开口角度可调整,单位为
°
。
41.如图2所示,在第一微透镜阵列21进行点胶前,在第一微透镜阵列21平面上固定有第一基底玻璃11;
42.在第二微透镜阵列22平面上固定有第二基底玻璃12。
43.第一基底玻璃11与第一微透镜阵列21的横截面相同,第二基底玻璃12和第二微透镜阵列22的横截面相同;
44.如图3所示,在第一微透镜阵列21与第二微透镜阵列22对齐时,具体包括以下步骤:将第二微透镜阵列22凹凸面向下,平面上方的第二基底玻璃12固定在压印设备的固定器4下,已完成点胶的第一微透镜阵列21凹凸面向上,平面下方的第一基底玻璃11置于压印设备的卡盘5上,利用压印设备上下对位功能完成第一微透镜阵列21与第二微透镜阵列22对位过程;
45.固定器4为真空吸附固定器4。
46.对胶水3进行固化时,通过照射紫外光使胶水3固化。
47.第一微透镜阵列21与第二微透镜阵列22中心对位精度1-2um,第一基底玻璃11和第二基底玻璃12之间包含的所有厚度总和均匀性为
±
2um,胶水厚度均匀性与第一基底玻璃、第一微阵列、第二基底玻璃、第二微阵列叠加的均匀性相关;
48.胶水3的厚度范围与点胶量和胶水黏度相关,生产过程中胶水厚度范围为15-30um;
49.在堆叠完成后,需要对堆叠后的第一微透镜阵列21与第二微透镜阵列22进行切割,按照预设切割线进行切割,切割尺寸区域无气泡。
50.压印设备为制备单片微透镜阵列的压印设备,自动点胶机出胶量可调,在贴合效果一致的情况下,胶水厚度可根据出胶量大小调整。此方法适用于微透镜阵列面型包含,凹-凹,凹-凸。
51.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
52.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。