1.本发明属于复合膜生产技术领域,具体涉及一种具有高延伸率的包装用复合膜的制备方法。
背景技术:
2.药品是一种特殊的商品,保证其安全性和卫生型具有重要意义,药品包装用复合膜发挥重要作用,该复合膜是一种最常用的复合卷膜,以聚氯乙烯(pvc)树脂为主要原料制成的薄膜,与铝箔复合后用于固体药品(片剂、胶囊剂等)泡罩包装。作为医药包装材料,其生产工艺和性能均具有严格的要求。药品是种特殊商品,药品包装同其他商品包装一样。若其结构强度不够,在使用过程中,复合膜破损的情况,将无法对药品起到保护作用,可直接影响到药品的销售。
3.现有的复合膜在实际生产加工中,复合膜的配料配方及其制备工艺是否合适,将直接影响复合膜的各项性能,通过改变复合膜配方及制备工艺以改善其性能成为研究重点。
技术实现要素:
4.针对现有技术中存在的问题,本发明要解决的技术问题在于提供一种具有高延伸率的包装用复合膜的制备方法,使得制备的复合膜具有30%以上的延伸率,且衰减少。
5.为了解决上述问题,本发明所采用的技术方案如下:
6.一种具有高延伸率的包装用复合膜的制备方法,包括以下步骤:
7.1)将100份pvc树脂粉和5~10份mbs树脂,搅拌加热到70℃,然后加入甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物1-3份,搅拌加热到85℃,加入硫醇辛基锡8-10份,高密度氧化聚乙烯蜡0.1-0.3份,加热到100℃溶解;
8.2)出锅,放入冷锅急冷,过筛,挤出,开练,塑化挤出气泡;
9.3)采用压延机对物料依次进行处理,200~220℃压延辊压延,100-90℃剥离辊剥离,35-70℃缓冷辊进行缓冷,40-45℃冷却辊冷却定型;
10.4)利用收卷机对复合膜进行收卷,利用分切机对复合膜进行分切,检验后包装入库。
11.步骤2)中,30-40℃急冷。
12.步骤3)中,采用五辊压延,各压延辊的温度分别为200℃、210℃、215℃、210℃及200℃。
13.步骤3)中,剥离辊共有2组,温度分别为100℃和90℃。
14.步骤3)中,缓冷棍不少于7组,各辊温度依次由35℃升到70℃。
15.步骤3)中,冷却辊不少于12组,冷却温度为40-45℃。
16.步骤3)中,缓冷棍为10组,各辊温度依次由35℃升到55℃。
17.步骤3)中,冷却辊为20组,冷却温度为45-40℃。
18.有益效果:与现有的技术相比,本发明的优点包括:
19.1)本发明的包装用复合膜制备工艺,经混料溶解后脱除气泡,再经压延挤出等工艺,尤其是采用特殊的压延、剥离、缓冷以及冷却温度控制,在确保产品具有很好力学性能的同时,提高了产品的延伸率和平整度。
20.2)本发明的包装用复合膜,其组成成分之间协同配合,在确保可以增强复合膜的拉伸强度的同时,使得复合膜具有很好的延伸率;其中,纵向拉伸强度和横向拉伸强度均可达到65mpa,延伸率可达到70%,经65℃加热7天处理后,延伸率仍不低于30%。
21.3)本发明的包装用复合膜,外观色泽均匀,表面没有凹凸发皱、油污、异物、穿孔、杂质等瑕疵;经红外光谱测定,其谱图与对照图谱基本一致。
附图说明
22.图1为本发明工艺流程图。
具体实施方式
23.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合具体实施例对本发明的具体实施方式做详细的说明。以下实施例中所使用的组分除特殊说明外,均为市售途径购买获得。
24.延伸率、纵向、横向拉伸强度照拉伸性能测定法(ybb60322012)测定,试验速度(空载)100mm/min
±
10mm/min,试样为i型。
25.延伸率衰减的测定法为:60℃燃烧7天。
26.热合强度的测定方法:取100mm
×
100mm的本品2片,另取100mm
×
100mm的聚氯乙烯固体药用硬片(符合ybb20222012)或聚氯乙烯/聚偏二氯乙烯固体药用复合硬片(符合ybb20242012)2片。将试样的粘合层面向pvc面(或pvc/pvdc复合硬片的pvdc面)进行叠合,置于热封仪进行热合,热合条件为:温度190℃
±
5℃,压力0.2mpa,时间1秒,热合后取出放冷,裁取成15mm宽的试样,取中间三条试样试验。照热合强度测定法(ybb60332012)测定,试验速度为300mm/min
±
20mm/min,pvc(或pvdc)片夹在试验机的上夹,铝箔夹在试验机的下夹,得到热合强度平均值。
27.实施例1
28.一种具有高延伸率的包装用复合膜的制备方法,包括以下步骤:
29.1)将100份pvc树脂粉和5~10份mbs树脂(市售b-513,b-521,b-625),搅拌加热到70℃,然后加入甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物1-3份,搅拌加热到85℃,加入硫醇辛基锡8-10份,高密度氧化聚乙烯蜡0.1-0.3份,加热到100℃溶解;
30.2)出锅,放入冷锅,30-40℃急冷,过筛,挤出,开练,塑化挤出气泡;
31.3)采用压延机对物料依次进行处理,工艺简图如图1所示,200~220℃压延辊压延,100-90℃剥离辊剥离,35-70℃缓冷辊进行缓冷,40-45℃冷却辊冷却定型;采用五辊压延,各压延辊的温度分别为200℃、210℃、215℃、210℃及200℃。剥离辊共有2组,温度分别为100℃和90℃。缓冷棍不少于7组,各辊温度依次由35℃升到70℃;冷却辊不少于12组,冷却温度为40-45℃。
32.4)利用收卷机对复合膜进行收卷,利用分切机对复合膜进行分切,检验后包装入
库。
33.取上述药品包装用pvc复合膜适量,在自然光线明亮处,正视目测,该复合膜色泽均匀,没有凹凸发皱、油污、异物、穿孔、杂质。每100*100cm2中,0.5mm及0.8mm的黑点、晶点,不超过5颗,没有1.0mm以上的黑点、晶点。
34.取上述药品包装用pvc复合膜适量,照包装材料红外光谱测定法(ybb60012012)第四法测定,与对照图谱基本一致。
35.对上述制备的复合膜的进行力学性能检测,纵向拉伸强度高达到65mpa,横向拉伸强度达高到65mpa,热合强度达到18n
·
15mm-1
,延伸率达到70%,60℃燃烧7天处理后,延伸率仍不低于30%。
36.实施例2
37.具有高延伸率的包装用复合膜,由以下重量份数组分组成:pvc树脂粉100份,mbs树脂6份(b625),硫醇辛基锡9份,高密度氧化聚乙烯蜡0.2份,甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物2份。
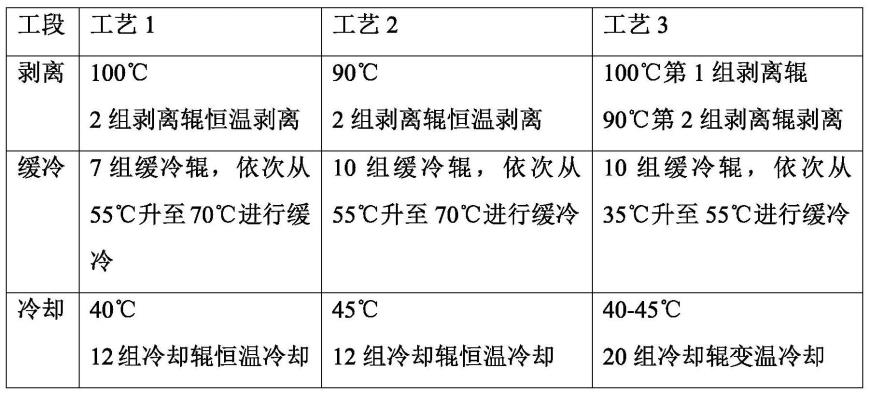
38.具有高延伸率的包装用复合膜的制备工艺同实施例1,不同的操作如表1所示。
39.表1具体操作工艺
[0040][0041]
对制备的产品进行性能检测,具体结果如表2所示。
[0042]
表2产品力学性能
[0043]
指标工艺1工艺2工艺3纵向拉伸强度(mpa)626365横向拉伸强度达(mpa)586064热合强度(n
·
15mm-1
)1716.518延伸率(%)404370延伸率(%,60℃燃烧7天)333545
[0044]
实施例3
[0045]
采用实施例2的工艺3来制备具有高延伸率的包装用复合膜,其中复合膜的组分组成如表3所示。
[0046]
表3复合膜的组成
[0047][0048][0049]
其中,产品1使用的mbs树脂的市售型号为b-625,产品2为b-521,产品3为b-513,对比1为b-625。产品1使用的甲基丙烯酸甲酯和丙烯酸烷基酯的共聚物为市售的p-551j,产品2为p530a,产品3为pa-20,对比2为p-551j
[0050]
对制备的产品进行性能检测,具体结果如表4所示。
[0051]
表4产品力学性能
[0052]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。