1.本发明涉及高精度检测领域,特别涉及新能源车电机部件的高精度检测装置及检测方法领域。
背景技术:
2.随着汽车转型,新能源汽车的快速发展,人们对新能源汽车的质量要求越来越高,尤其是新能源汽车的核心部件电机等,要求非常严格,因此需要对其质量进行严格把关,加上电机部件涉及到高速的旋转运动,对于表面精度要求很高,这就需要一种要精度的自动化程度高的检测装置及检测方法。
3.目前的检测方式均采用传统的检测方法,检测精度差,检测效率低。
技术实现要素:
4.发明目的:为了克服现有技术中存在的不足,本发明提供一种可以完全实现自动化的高精度检测检测装置及检测方法,其检测传感器的安装位置可以进行精确调节,完全实现新能源车电机部件的高精度检测装置。
5.技术方案:为实现上述目的,本发明的新能源车电机部件的高精度检测装置,包括运输模块、分拣模块、固定夹具以及检测平台;
6.所述运输模块用于待检测零件的运输;
7.所述分拣模块能够根据电机部件的检测结果,进行分拣;
8.所述固定夹具用于对电机部件进行夹持固定;
9.所述检测平台包括用于对待检测零件进行检测的检测传感器。
10.优选地,所述固定夹具包括用于摆放待检测零件的安装板、多个固定设置在所述安装板上的用于检测零件定位的定位销以及多个安装在所述安装板上的固定块,所述固定块用于对所述待检测零件的压紧固定。
11.优选地,所述运输模块包括:
12.固定架、多个阵列转动连接在所述固定架上的第一滚筒组件、固定设置在所述固定架一端的用于驱动所述第一滚筒组件运动的第一驱动电机。
13.优选地,所述第一滚筒组件包括第一滚筒以及两个固定设置在所述第一滚筒一端的第一链轮;
14.所述运输模块还包括与所述第一驱动电机输出轴固定连接的第二链轮以及与所述第一链轮、第二链轮啮合的第一链条。
15.优选地,所述分拣模块包括:支撑平台以及旋转平台;所述旋转平台通过旋转模块实现与所述支撑平台的转动连接;
16.所述旋转平台包括固定底板、固定在所述固定底板上表面两侧的支撑架、多个阵列设置的与所述支撑架转动连接的第二滚筒组件以及与所述支撑架固定连接的第二驱动电机;
17.所述第二滚筒组件包括第二滚筒以及一个固定在所述第二滚筒一端的第三链轮;
18.所述旋转平台还包括与所述第二驱动电机输出轴固定连接的第四链轮以及与所述第三链轮、第四链轮啮合的第二链条。
19.优选地,所述分拣模块还包括夹持模块,所述夹持模块用于对所述固定夹具的夹持定位,其数量为两个,分别设置在所述旋转平台斜对角的位置,所述夹持模块包括与所述旋转平台固定设置的夹持气缸以及固定在所述夹持气缸移动端的夹持块。
20.优选地,所述旋转模块包括与所述固定底板下表面固定连接的第一齿轮、与所述支撑平台固定连接的第三驱动电机以及与所述第三驱动电机输出轴固定连接并与所述第一齿轮啮合的第二齿轮;
21.所述第一齿轮的内圈内壁一周开设有滑槽;
22.所述旋转模块还包括多个阵列设置与所述滑槽配合的轴承以及
23.与所述轴承内圈配合,且固定设置在所述支撑平台上的支撑轴。
24.优选地,所述检测平台还包括支撑平台、固定在所述支撑平台上的机械臂以及设置在所述检测传感器与所述机械臂末端之间的调节装置;所述调节装置用于检测传感器与机械末端之间的位置调节。
25.一种新能源车电机部件的高精度检测检测方法,其基于上述的新能源车电机部件的高精度检测装置,包括如下步骤:
26.步骤1:控制运输模块将待检测零件运输到分拣模块;
27.步骤2:控制分拣模块将待检测零件运输到指定位置,并对待检测零件进行夹紧固定;
28.步骤3:重复轴向检测流程,得出多组结果,计算平均值,得到该待检测零件的轴向误差;
29.步骤4:判断轴向误差是否在规定范围内,得到第一判断结果;
30.步骤5:重复周向检测流程,得出多组结果,计算平均值,得到该待检测零件的周向误差;
31.步骤6:判断周向误差是否在规定范围内,得到第二判断结果;
32.步骤7:如果第一判断结果与第二判断结果均为是,则控制分拣模块将待检测零件分拣到合格区域;
33.步骤8:如果第一判断结果与第二判断结果任意一项为否,则控制分拣模块将待检测零件分拣到不合格区域;
34.所述轴向检测流程包括:
35.步骤3.1:控制检测平台的检测传感器检测待检测零件内壁上任意一点作为第一轴向测量点,记录其测量数据得到第一测量数据;
36.步骤3.2:控制检测平台的检测传感器检测与第一轴向测量点在同一轴线上的第二轴向测量点,记录其测量数据得到第二测量数据;
37.步骤3.3:计算第一测量数据与第二测量数据的差值的绝对值。
38.所述周向检测流程包括:
39.步骤5.1:控制检测平台的检测传感器检测待检测零件内壁上任意一点作为第一周向测量点,记录其测量数据得到第三测量数据;
40.步骤5.2:控制检测平台的检测传感器检测待检测零件内壁上与第一周向测量点在同一圆周的第二周向测量点,记录其测量数据得到第四测量数据;
41.步骤5.3:计算第三测量数据与第四测量数据的差值的绝对值。
42.有益效果:本发明的新能源车电机部件的高精度检测装置及检测方法,可以对待检测零件进行自动运输、夹紧、检测以及分拣,自动化程度高,同时调节装置可以对检测传感器的安装位置进行微调,极大的提高了检测传感器的安装精度,可实现对电机部件的高精度、高准确性的检测,具有很好的实用性以及可操作性。
附图说明
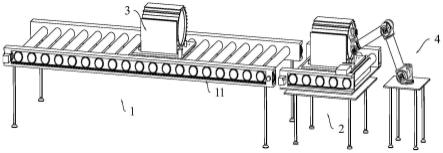
43.图1为新能源车电机固定筒的高精度检测装置整体视图;
44.图2为运输模块局部视图;
45.图3为分拣模块整体视图;
46.图4为分拣模块局部视图;
47.图5为旋转模块剖视图;
48.图6为固定夹具整体视图;
49.图7为检测平台整体视图;
50.图8为调节装置整体视图;
51.图9为调节装置附视剖视图;
52.图10为调节装置右视剖视图。
53.附图中各附图标记表示的零部件名称如下:
54.1-运输模块、2-分拣模块、3-固定夹具、4-检测平台、11-固定架、第12-一滚筒组件、13-第一驱动电机、14-第二链轮、15-第一链条、121-第一滚筒、122-第一链轮、21-支撑平台、22-旋转平台、23-旋转模块、24-夹持模块、221-固定底板、222-支撑架、223-第二滚筒组件、223-1-第二滚筒、223-2-第三链轮、224-第二驱动电机、225-第四链轮、231-第一齿轮、231-1-滑槽、232-第三驱动电机、233-第二齿轮、234-轴承、235-支撑轴、241-夹持气缸、242-夹持块、31-安装板、32-定位销、33-固定块、41-检测传感器、42-固定座、43-机械臂、44-调节装置、441-固定基座、441-1-固定下板、441-2-固定前板、441-3-安装板、441-4-固定侧板、442-调节座、442-1-调节竖板、442-2-安装横板、443-球铰、444-第一弹性元件、445-第一调节旋钮、446-第二弹性元件、447-第二调节旋钮。
具体实施方式
55.下面结合附图对本发明作更进一步的说明。
56.如附图1所示的新能源车电机固定筒的高精度检测装置,其主要针对新能源车电机固定筒的内孔进行检测,检测其内孔的轴向以及周向加工是否符合要求,其检测方法为通过对电机固定筒内壁的多个检测点进行检测,计算出测量误差,看是否小于加工要求误差。
57.该装置主要包括运输模块1、分拣模块2、固定夹具3以及检测平台4;所述运输模块1用于待检测零件的运输;所述分拣模块2能够根据待检测零件的检测结果,进行分拣;所述固定夹具3用于对待检测零件进行夹持固定;所述检测平台4包括用于对待检测零件进行检
测的检测传感器41。
58.该实施例中,待检测零件是通过固定夹具3夹持定位后,再在流水线上进行加工、运输、检测等操作的;本方案中运输模块1能够直接对接待检测零件的加工生产线,在待检测零件加工完成后,连同固定夹夹具3一起,在运输模块1的作用下运动到分拣模块2;到达分拣模块2后停止运动,检测平台4对待检测零件进行检测。
59.进一步地,如附图6所示的,所述固定夹具3包括用于摆放待检测零件的安装板31、多个固定设置在所述安装板31上的用于检测零件定位的定位销32以及多个安装在所述安装板31上的固定块33,所述固定块33用于对所述待检测零件的压紧固定;所述安装板31的形状为l型。
60.该实施例中,多个所述定位销32分别固定设置在l型安装板31的底面和侧面,分别对待检测零件的底面和侧面进行定位;所述固定块33通过螺丝与所述安装板31固定,通过螺丝可以对固定块33的姿态进行调整,当需要将待检测零件压紧固定时,将固定块33前端旋转到待检测零件底板上,拧紧螺丝,即可完成压紧固定;当需要取出零件时,将螺丝拧松,旋转固定块33角度,使之移出待检测零件即可。
61.进一步地,如附图2所示的所述运输模块1包括:固定架11、多个阵列转动连接在所述固定架11上的第一滚筒组件12、固定设置在所述固定架11一端的用于驱动所述第一滚筒组件12运动的第一驱动电机13。
62.进一步地,每个所述第一滚筒组件12均包括第一滚筒121以及固定设置在所述第一滚筒121一端的第一链轮122;所述运输模块1还包括与所述第一驱动电机13输出轴固定连接的第二链轮14以及与所述第一链轮122、第二链轮14啮合的第一链条15。
63.该实施例中,第一驱动电机13通过第二链轮14带动第一链条15运动,第一链条15运动时,带动与其啮合的所有的第一链轮122转动,进而带动第一滚筒121转动,第一滚筒121带动固定有待检测零件的固定夹具3运动;运输模块1采取链传动的方式,链传动结构简单、稳定,维护成本以及加工成本低,适应性强,对环境洁净度要求低,可以适应加工车间的复杂环境。
64.进一步地,如附图3-4所示的所述分拣模块2包括:支撑平台21以及旋转平台22,所述旋转平台22通过旋转模块23实现所述支撑平台21转动连接;
65.所述旋转平台22包括固定底板221、固定在所述固定底板221上表面两侧的支撑架222、多个阵列设置的与所述支撑架222转动连接的第二滚筒组件223以及与所述支撑架222固定连接的第二驱动电机224;
66.所述第二滚筒组件223包括第二滚筒223-1以及一个固定在所述第二滚筒223-1一端的第三链轮223-2;
67.所述旋转平台22还包括与所述第二驱动电机224输出轴固定连接的第四链轮225以及与所述第三链轮223-2、第四链轮225啮合的第二链条226。
68.该实施例中,分拣模块2的旋转平台22对接运输模块1,将运输模块1上的固定有待检测零件的固定夹具3导入到分拣模块2,旋转平台22的传动原理与运输模块1类似,此处不再详细描述;所述旋转平台22还可相对所述支撑平台21做旋转运动,在零件检测完成后,根据所述待检测零件的检测结果进行分拣,如果检测结果合格,则旋转平台22向一个方向转一定角度;如果检测结果不合格,则旋转平台22向相反的方向旋转相同的角度。
69.进一步地,如附图5所示的所述旋转模块23包括与所述固定底板221下表面固定连接的第一齿轮231、与所述支撑平台21固定连接的第三驱动电机232以及与所述第三驱动电机232输出轴固定连接并与所述第一齿轮231啮合的第二齿轮233;所述第一齿轮231的内圈内壁一周开设有滑槽231-1;所述旋转模块23还包括多个阵列设置的与所述滑槽231-1配合的轴承234以及与所述轴承234内圈配合,且固定设置在所述支撑平台21上的支撑轴235。
70.该实施例中,所述旋转模块23通过第三驱动电机232以及第一齿轮231、的第二齿轮233的传动,带动所述旋转平台22相对所述支撑平台21的转动;轴承234与所述滑槽231-1配合,在支撑轴235的作用下对旋转模块23起到支撑作用,又由于轴承234具有很好的润滑性,因此旋转平台22旋转时顺畅无阻力,此结构由多个轴承234代替回转轴承实现了两个模块的相对旋转运动,极大的节约了成本。
71.进一步地,如图3所示的所述分拣模块2还包括夹持模块24,所述夹持模块24用于对所述固定夹具3的夹持定位,其数量为两个,分别设置在所述旋转平台22斜对角的位置,所述夹持模块24包括与所述旋转平台22固定设置的夹持气缸241以及固定在所述夹持气缸241移动端的夹持块242,所述夹持块242的前端为l型,其能够对所述固定夹具3进行夹持定位。
72.该实施例中,当固定有待检测零件的固定夹具3进入到分拣模块2后,检测平台4需要对其进行检测,在检测前需要对固定夹具3进行定位,其定位方式采用夹持气缸241伸缩,带动夹持块242对固定夹具3进行夹持定位。
73.进一步地,如图7所示,所述检测平台4还包括固定座42、固定在所述固定座42上的机械臂43以及设置在所述检测传感器41与所述机械臂43末端之间的调节装置44;所述调节装置44用于检测传感器41与机械末端之间的位置调节。
74.进一步地,如图8-10所示,所述调节装置44包括固定基座441以及调节座442,两者之间的位姿关系能够通过第一调节旋钮445以及第二调节旋钮447进行调节;
75.进一步地,所述固定基座441包括固定下板441-1以及固定前板441-2,两者垂直设置,均能够用于与机械臂43连接;该实施例中,可以根据实际需要,选择其中一种固定方式,增加了调节装置44安装的灵活性;
76.进一步地,如图8所示,所述固定基座441还包括安装板441-3,其与固定前板441-2平行设置;所述调节座442包括调节竖板442-1以及安装横板442-2,两者垂直设置(定义与固定下板441-1垂直的方向为z轴方向,与安装板441-3垂直的方向为y轴方向,与z轴、y轴均垂直的方向为x轴方向;固定下板441-1所在的方向为上、与之相对的一方为下);所述安装横板442-2位于调节竖板442-1的最上方,用于安装检测传感器41;所述调节竖板442-1与所述安装板441-3对置设置,两者之间通过球铰443浮动安装,所述球铰443位于调节竖板442-1左右方向的中线上,上下方向靠近上侧;
77.所述第一调节旋钮445能够实现、调节竖板442-1相对固定基座441、绕x轴以及z轴的调节;具体的第一调节旋钮445的数量为两个,对称设置在固定基座441的左右两侧,两个第一调节旋钮445与球铰443的两两连线组成一个等腰三角形;每个第一调节旋钮445均具有顶出端,顶出端与调节竖板442-1接触;该实施例中,调节装置44还包括第一弹性元件444以及第二弹性元件446,所述第一弹性元件444设置在球铰443的连接处,具有使调节竖板442-1向远离安装板441-3方向运动的趋势,能够增加球铰443连接的稳定性;第二弹性元件
446的数量为多个,均作用于调节竖板442-1与安装板441-3之间,其弹力能够使调节竖板442-1紧贴在第一调节旋钮445的顶出端;该实施例中,其调节方法如下,当将两个第一调节旋钮445旋转相同角度时,两者的顶出端前进、后退的距离相等,进而实现对调节竖板442-1绕x轴方向的调节,当两个第一调节旋钮445旋转不同角度时,两者的顶出端前进、后退的距离不同,进而实现对调节竖板442-1绕z轴方向的调节。
78.进一步地,如图9所示,所述基座441还包括两个固定侧板441-4,两者均与固定下板441-1垂直连接,两个固定侧板441-4分别位于调节竖板442-1的左右两侧,所述第二调节旋钮447的数量为两个,分别设置在两个固定侧板441-4的下侧,用于对调节竖板442-1绕y轴方向上的调整,两个所述第二调节旋钮447均具有伸出端,所述伸出端分别与调节竖板442-1左右两侧面接触;该实施例中,当同时分别对两个第二调节旋钮447做方向相反、角度相同的旋转操作时,调节竖板442-1会绕y轴方向运动。
79.上述结构实现了调节竖板442-1绕x轴、y轴、z轴三个方向的调节,由于检测传感器41安装在与调节竖板442-1垂直的安装横板442-2上,即实现了检测传感器41绕三个轴的调节,该调节方式能够实现对检测传感器41安装位置的精密调节,且调节方便,能够很好的提高电机部件的检测精度。
80.一种新能源车电机部件的高精度检测检测方法,其基于上述的新能源车电机部件的高精度检测装置,包括如下步骤:
81.步骤1:控制运输模块将待检测零件运输到分拣模块;
82.步骤2:控制分拣模块将待检测零件运输到指定位置,并对待检测零件进行夹紧固定;
83.步骤3:重复轴向检测流程,得出多组结果,计算平均值,得到该待检测零件的轴向误差;
84.步骤4:判断轴向误差是否在规定范围内,得到第一判断结果;
85.步骤5:重复周向检测流程,得出多组结果,计算平均值,得到该待检测零件的周向误差;
86.步骤6:判断周向误差是否在规定范围内,得到第二判断结果;
87.步骤7:如果第一判断结果与第二判断结果均为是,则控制分拣模块将待检测零件分拣到合格区域;
88.步骤8:如果第一判断结果与第二判断结果任意一项为否,则控制分拣模块将待检测零件分拣到不合格区域;
89.所述轴向检测流程包括:
90.步骤3.1:控制检测平台的检测传感器检测待检测零件内壁上任意一点作为第一轴向测量点,记录其测量数据得到第一测量数据;
91.步骤3.2:控制检测平台的检测传感器检测与第一轴向测量点在同一轴线上的第二轴向测量点,记录其测量数据得到第二测量数据;
92.步骤3.3:计算第一测量数据与第二测量数据的差值的绝对值。
93.所述周向检测流程包括:
94.步骤5.1:控制检测平台的检测传感器检测待检测零件内壁上任意一点作为第一周向测量点,记录其测量数据得到第三测量数据;
95.步骤5.2:控制检测平台的检测传感器检测待检测零件内壁上与第一周向测量点在同一圆周的第二周向测量点,记录其测量数据得到第四测量数据;
96.步骤5.3:计算第三测量数据与第四测量数据的差值的绝对值。
97.以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。