一种基于复合自抗扰控制的fts控制方法
技术领域
1.本发明涉及一种基于复合自抗扰控制的fts控制方法,属于精密加工领域。
背景技术:
2.在追求产品小型化、集成化的今天,微机械零件被广泛应用于信息处理、空间技术和光纤通讯等诸多领域。微机械零件的加工过程通常是在车床上安装有快速响应能力的刀具微进给伺服系统完成的,刀具微进给伺服系统又称快速刀具伺服(fast tool servo,fts)系统,车削过程中,fts驱动刀具完成高频高精度跟踪运动,是加工微纳米级零件的关键部件。
3.现有的fts包括压电陶瓷型fts、磁致伸缩型fts、洛伦兹力fts以及麦克斯韦力fts;其中压电陶瓷型fts具有响应速度快,加速度高、频响范围可达数千赫兹等优点,因此在非轴对称车削中得到了广泛应用并取得了良好效果,但是由于精密车削过程往往因为自激振动而产生切削颤振,不仅会影响加工质量,限制切削效率,还会产生噪声污染,增大系统机械磨损,大大降低了机床和刀具的使用寿命。由于切削颤振机理的复杂性以及切削过程众多干扰因素影响,很难对其进行有效的预测和消除。因此,研究和分析fts系统切削过程中切削力与切削厚度的关系,建立相关数学模型,进而设计控制器来抑制切削颤振具有重要的理论意义和工程实用价值。
4.近年来,在快速刀具伺服系统建模与控制领域中,非线性时滞fts模型渐渐取代线性时滞fts模型成为主流,进而对非线性时滞fts模型反演求其逆模型进行控制,但这往往需要获得被控对象的精确数学模型。而现有的非线性时滞fts模型不能解释和预测切削颤振导致的幅值失真现象、稳定振幅与切削参数的关系、跳变现象对切削过程稳定性的影响及外界干扰对切削精度影响等,因此无法进一步提供更为精确的数学模型,也就导致切削精度无法进一步提高。
5.自抗扰控制是一种新的无模型抗扰控制,然而传统自抗扰控制参数整定较为复杂,并且一组参数只适用于单一系统。线性自抗扰控制解决了传统自抗扰控制参数整定复杂的难题,然而,在实际车削过程中,控制器带宽会受到如生产成本、噪声灵敏度等诸多因素的限制。因此,当观测器带宽无法达到实际需要数值时,切削精度无法得到保证。
技术实现要素:
6.为了进一步提高切削精度,本发明提供了一种基于复合自抗扰控制的fts控制方法,所述方法应用于压电陶瓷型fts中,所述压电陶瓷型fts包括主轴、工作间、切刀以及压电作动器,其中切刀通过弹簧与压电作动器相连;所述方法包括:
7.步骤1:基于主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性的结合,以及切刀横向给进产生的时变时滞β2建立fts系统模型;所述内部未建模动态非线性指压电陶瓷型fts中除时变时滞、状态时滞以及迟滞非线性之外的其他未能明确的动态非线性总和;
8.步骤2:针对步骤1建立的fts系统模型,将系统中主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性的结合,以及切刀横向给进产生的时变时滞β2视为总扰动,采用线性自抗干扰控制器对总扰动进行初步估计;
9.步骤3:针对步骤2采用线性自抗干扰控制器对总扰动进行初步估计所产生的估计误差,采用bp神经网络控制器逼近对总扰动的估计误差,从而确定对总扰动的精确估计;
10.步骤4:根据步骤2和3最终得到的总扰动的精确估计对系统进行补偿,实现对压电陶瓷型fts的精确跟踪。
11.可选的,所述步骤1中针对压电作动器迟滞非线性,采用backlash模型描述。
12.可选的,所述步骤1包括:
13.压电陶瓷型fts系统的动力学过程描述为:
[0014][0015]
其中x表示工件切削厚度的波动部分,m、c和k分别是金属切削机的等效质量、阻尼系数和弹簧刚度,ka是压电作动器的弹簧刚度,u是应用于压电作动器的控制输入信号,f1表示切削力的变化量,表示为:
[0016]
f1=kmv(t)
ꢀꢀ
(2)
[0017]
其中km是常数,v(t)是切削厚度随时间的变化率,表示为:
[0018]
v(t)=x-αx(t-β)
ꢀꢀ
(3)
[0019]
其中β是连续切削之间的时间间隔,α是重叠因子;
[0020]
切削力变化与切削厚度变化相关的非线性函数表示为:
[0021]
f1=h(v)=h(x-αx(t-β))
ꢀꢀ
(4)
[0022]
其中h(v)由线性函数f(v(t))和有界非线性函数h
·
v(t)构成,分别表示时滞特性和迟滞特性,即:
[0023]
h(v)=h
·
v(t) f(v(t))
ꢀꢀ
(5)
[0024]
其中,h表示压电作动器迟滞非线性;
[0025]
因此,将式(3)代入式(1)可得:
[0026][0027]
其中,状态时滞β1为主轴旋转产生的时间延迟,当主轴转速ω变化时,ω和β1满足如下关系:
[0028][0029]
时变时滞β2为0到1之间均匀分布的随机数,采样时间为0.1s;
[0030]
考虑系统内部未建模动态非线性,令x1=x,则式(6)描述的fts系统为:
[0031][0032]
其中γ表示fts系统内部未建模动态非线性;
[0033]
变换后的fts系统表示为:
[0034][0035]
式(9)中,y表示fts系统输出的跟踪信号。
[0036]
可选的,所述步骤2包括:
[0037]
针对式(9)描述的fts系统,将系统所有不确定性视为总扰动x3,即令:
[0038][0039]
采用线性自抗干扰控制器对总扰动x3进行初步估计,包括:
[0040]
将式(9)定义为一个扩展状态空间表达式:
[0041][0042]
其中
[0043][0044]
将x3当作一个状态变量,通过ladrc线性扩张状态观测器实时估计x3;
[0045]
ladrc线性扩张状态观测器为:
[0046][0047]
其中η=[η
1 η
2 η3]
t
,θ=[θ
1 θ
2 θ3]
t
;
[0048]
对公式(13)做拉氏变换,得到特征方程:
[0049]
λ0(s)=s3 θ1s2 θ2s θ3=(s ω0)3[0050]
θ为特征方程简化得到的观测器增益向量,由此可得其中ω0是观测器的带宽;则估计值观测器的带宽;则估计值
[0051]
式(9)描述的fts系统被简化为
[0052][0053]
其中,η3表示采用线性自抗干扰控制器对总扰动x3进行初步估计得到的初步估计值。
[0054]
可选的,所述步骤3包括:
[0055]
定义跟踪误差:
[0056]
e=x-xd[0057]
其中,xd表示期望信号;
[0058]
定义滤波跟踪误差:
[0059]
γ=[λ
t 1]e
ꢀꢀ
(15)
[0060]
对式(15)求导得:
[0061][0062]
其中,
[0063][0064]
采用伪控制反馈线性化技术,定义输入信号u为:
[0065][0066]
其中φ为bp神经网络的伪控制输入;
[0067]
利用fts系统的历史输入和输出数据作为数据集训练bp神经网络,以确定bp神经网络的伪控制输入φ,从而确定bp神经网络的权值自适应律;
[0068]
利用确定了权值自适应律的bp神经网络实现对于对总扰动的估计误差逼近,从而确定对总扰动的精确估计。
[0069]
可选的,所述fts系统内部未建模动态非线性γ表达式为可选的,所述fts系统内部未建模动态非线性γ表达式为
[0070]
可选的,所述bp神经网络中隐层节点数为30;
[0071]
权值自适应律为:
[0072][0073][0074]
其中p=p
t
>0和q=q
t
>0是任意常数矩阵;
[0075]
x
bp
为神经网络的输入向量,σ(
·
)是隐层神经元的sigmod激励函数。
[0076]
本技术还提供一种压电陶瓷型fts,包括主轴、工作间、切刀以及压电作动器,其中切刀通过弹簧与压电作动器相连;所述压电陶瓷型fts采用上述基于复合自抗扰控制的fts控制方法进行控制。
[0077]
本发明有益效果是:
[0078]
(1)本技术在构建fts系统模型时,引入了完全未知的迟滞非线性函数、状态时滞和时变时滞的双时滞系统以及内部未建模动态非线性,针对所构建的fts系统模型设计的控制器将迟滞时滞及系统内部的动态非线性性视为对fts系统的总扰动,由线性观测器实时估计,并利用自适应神经网络逼近未知的非线性误差函数,实现迟滞时滞补偿功能。从而较好描述精密切削过程中的颤振现象,解决了现有fts模型无法解释和预测切削颤振导致的幅值失真现象、稳定振幅与切削参数的关系、跳变现象对切削过程稳定性的影响及外界干扰对切削精度影响等问题。
[0079]
(2)本技术采用两种控制方案结合形成的复合控制策略,无需精确模型就能估计和补偿系统的未知干扰,不仅可以实现高精度控制,而且具有较强的抗干扰能力,选择带宽作为复合控制器性能的度量,减少了需要整定的控制器参数,鲁棒性更好,具有较高的工程应用价值。
附图说明
[0080]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0081]
图1是金属切削过程示意图。
[0082]
图2是本发明一个实施例中提及的backlash迟滞模型示意图。
[0083]
图3是本发明提供的快速道具伺服系统总扰动图示意图。
[0084]
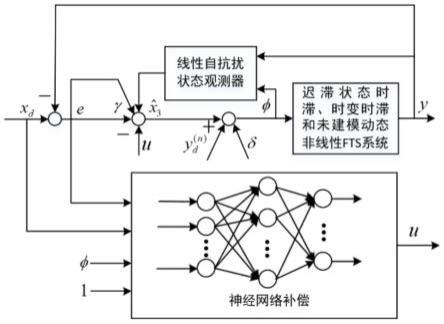
图4是本发明提供的复合自抗扰控制框图。
[0085]
图5是本发明一个实施例提供的不同带宽下线性自抗扰跟踪曲线图。
[0086]
图6是本发明一个实施例提供的不同带宽下线性自抗扰跟踪曲线误差图。
[0087]
图7是本发明一个实施例提供的采用线性自抗扰控制方法和本技术提出的复合控制方法在不同带宽下跟踪曲线图。
[0088]
图8是本发明一个实施例提供的采用线性自抗扰控制方法和本技术提出的复合控制方法在不同带宽下跟踪曲线误差图。
[0089]
图9是本发明一个实施例提供的现有控制方法中只采用基于神经网络、只采用线性自抗扰和采用本技术提供的复合控制的时变时滞输出信号对比图。
[0090]
图10是本发明一个实施例提供的现有控制方法中只采用基于神经网络、只采用线性自抗扰和采用本技术提供的复合控制的迟滞环曲线对比图。
[0091]
图11是本发明提供的现有控制方法中只采用基于神经网络、只采用线性自抗扰和采用本技术提供的复合控制的跟踪曲线对比图。
[0092]
图12是本发明提供的现有控制方法中只采用基于神经网络、只采用线性自抗扰和采用本技术提供的复合控制的跟踪误差对比图。
具体实施方式
[0093]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
[0094]
本技术中涉及的名词解释如下:
[0095]
死区宽度,在控制系统中,某些执行机构如果动作频繁,会导致小幅震荡,造成严重的机械磨损。从控制要求来说,很多系统又允许被控量在一定范围内存在误差。而允许被控量的误差大小,被称为死区宽度。
[0096]
时变时滞:切刀横向给进产生的时滞。
[0097]
状态时滞:主轴旋转产生的时间延迟。
[0098]
迟滞非线性:压电陶瓷等智能材料固有特性,输入输出表现为迟滞环。
[0099]
未建模动态非线性:压电陶瓷型fts中除时变时滞、状态时滞以及迟滞非线性之外的其他未能明确的动态非线性总和。
[0100]
图1为压电陶瓷型fts的金属切削过程示意图,压电陶瓷型fts包括主轴、工作间、切刀,压电作动器等部件,切刀通过弹簧与压电作动器相连;车削过程中,主轴通过减震弹簧带动工件轴向旋转,切刀在压电作动器带动下,以与主轴转速相关联的频率沿工件径向
或轴向做往复进给运动,从而加工出工件的端面。
[0101]
实施例一:
[0102]
本实施例提供一种基于复合自抗扰控制的fts控制方法,
[0103]
步骤1:基于主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性的结合,以及切刀横向给进产生的时变时滞β2建立fts系统模型;所述内部未建模动态非线性指压电陶瓷型fts中除时变时滞、状态时滞以及迟滞非线性之外的其他未能明确的动态非线性总和;
[0104]
步骤2:针对步骤1建立的fts系统模型,将系统中主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性的结合,以及切刀横向给进产生的时变时滞β2视为总扰动,采用线性自抗干扰控制器对总扰动进行初步估计;
[0105]
步骤3:针对步骤2采用线性自抗干扰控制器对总扰动进行初步估计所产生的估计误差,采用bp神经网络控制器逼近对总扰动的估计误差,从而确定对总扰动的精确估计;
[0106]
步骤4:根据步骤2和3最终得到的总扰动的精确估计对系统进行补偿,实现对压电陶瓷型fts的精确跟踪。
[0107]
实施例二:
[0108]
本实施例提供一种基于复合自抗扰控制的fts控制方法,所述方法包括:
[0109]
step1:考虑主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性结合的情况,同时又引入了再生效应下的时变时滞β2建立fts系统模型;
[0110]
与现有的fts系统模型只考虑状态时滞β1和时变时滞β2不同,本技术在对fts系统建模时还考虑了压电作动器迟滞非线性与内部未建模动态非线性;且本技术在建模时,以一定数量的backlash模型来仿真迟滞非线性h。
[0111]
建模过程如下:
[0112]
首先,fts系统的动力学过程描述为
[0113][0114]
其中x表示工件切削厚度的波动部分,m、c和k分别是金属切削机的等效质量、阻尼系数和弹簧刚度,ka是压电作动器的弹簧刚度,u是应用于压电作动器的控制输入,f1表示刀具切削力与切削厚度的关系,表示为
[0115]
f1=kmv(t)
ꢀꢀ
(2)
[0116]
其中km是常数,v(t)是切削厚度随时间的变化率,表示为:
[0117]
v(t)=x-αx(t-β)
ꢀꢀ
(3)
[0118]
其中β是连续切削之间的时间间隔,α是重叠因子。切削力取决于当前切削厚度,而当前车削是位于前次切削的表面进行,切削力随切屑厚度波动从而产生再生颤振。机床的切削力变化与切削厚度变化相关的非线性函数可以表示为:
[0119]
f1=h(v)=h(x-αx(t-β))
ꢀꢀ
(4)
[0120]
其中h(v)由线性函数和有界非线性函数构成,分别表示迟滞特性和时滞特性,即:
[0121]
h(v)=h
·
v(t) f(v(t))
ꢀꢀ
(5)
[0122]
因此,将式(3)代入式(1)可得:
[0123]
[0124]
其中,状态时滞β1为主轴旋转产生的时间延迟,当主轴转速ω变化时,ω和β1满足如下关系:
[0125][0126]
时变时滞β2为0到1之间均匀分布的随机数,采样时间为0.1s。h表示未知的迟滞非线性。本技术采用一定数量的backlash模型来仿真迟滞非线性h,其数学模型表示为如果并且τ=mu-md
,或者并且τ=mu-md_,则其他情况则为0。
[0127]
backlash非线性模型是一个一阶速度驱动的动态系统,其中u和是输入,τ是系统的状态,d是模型的死区宽度。当u的运动方向改变,τ的运动方向不会立即改变,而是会滞后一段时间,由此产生迟滞现象。backlash迟滞模型如附图2所示。
[0128]
令x1=x,可得:
[0129][0130]
其中γ表示fts系统内部未建模动态非线性,变换后的金属切削系统可表示为
[0131][0132]
式(9)所示的本发明构建的fts系统模型主要考虑了主轴旋转下的状态时滞、压电作动器迟滞非线性以及内部未建模动态非线性结合的情况,同时又引入了再生效应下的时变时滞。该模型描述了切削力变化与切屑厚度变化之间的非线性关系,迟滞和双时滞的结合对控制器的设计提出了更高的要求。
[0133]
step2:针对步骤1建立的fts系统模型,将系统中主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性的结合,以及切刀横向给进产生的时变时滞β2视为总扰动,设计复合自抗扰器中的线性自抗干扰控制器ladrc,采用线性自抗干扰控制器对总扰动进行初步估计;
[0134]
线性自抗干扰控制器ladrc将被控对象视为级联积分模型,将所有其他对象信息和外部扰动视为广义扰动,利用线性扩展状态观测器估计广义扰动,并将其纳入线性状态反馈控制律,以快速抑制扰动,快速刀具伺服系统总扰动图如附图3所示。
[0135]
对于式(9)描述的fts系统,将系统所有不确定性视为总扰动x3,即令:
[0136][0137]
ladrc的核心是将系统的不确定性当做总扰动来估计和补偿,如果能够实时估计x3,那么就可以主动提取扰动信息并抵消扰动。
[0138]
式(9)可以被定义为一个扩展状态空间表达式:
[0139][0140]
其中
[0141][0142]
将x3当作一个状态变量,通过ladrc线性扩张状态观测器实时估计x3;
[0143]
ladrc线性扩张状态观测器为:
[0144][0145]
其中η=[η
1 η
2 η3]
t
,θ=[θ
1 θ
2 θ3]
t
;
[0146]
对公式(13)做拉氏变换,得到特征方程:
[0147]
λ0(s)=s3 θ1s2 θ2s θ3=(s ω0)3[0148]
θ为特征方程简化得到的观测器增益向量,由此可得其中ω0是观测器的带宽。则估计值由此可知,对总扰动x3的估计精度依赖于观测器的带宽;带宽越高,则对扰动的估计值精度越高;
[0149]
式(9)描述的金属切削系统可以被简化为
[0150][0151]
现有技术中,通常将观测器带宽假设为足够大,因此将式(14)简化为:
[0152][0153]
但实际应用中,观测器带宽有限,因此,本技术后续采用bp神经网络控制器逼近对总扰动的估计误差,即x
3-η3,进而进行补充,以实现高精度跟踪控制。
[0154]
step3针对步骤2采用线性自抗干扰控制器对总扰动进行初步估计所产生的估计误差,采用bp神经网络控制器逼近对总扰动的估计误差,从而确定对总扰动的精确估计;
[0155]
定义跟踪误差:
[0156]
e=x-xd[0157]
其中,xd表示期望信号;
[0158]
定义滤波跟踪误差:
[0159]
γ=[λ
t 1]e
ꢀꢀ
(15)
[0160]
通过选择适当的系数向量λ=[f1,f1]
t
,使得当γ
→
0时,e
→
0。
[0161]
对式(15)求导可得:
[0162][0163]
其中,
[0164][0165]
采用伪控制反馈线性化技术,定义输入信号:
[0166]
[0167]
其中φ称为伪控制,是g(x,u)的神经网络的逼近值,满足下列条件:
[0168][0169]
在式(17)的右侧加减可得:
[0170][0171]
逼近误差表示为:
[0172][0173]
设计伪控制输入为:
[0174][0175]
其中δ是自适应鲁棒项。将式(20)和(22)代入式(16)可得
[0176][0177]
自适应bp神经网络能够最大限度地逼近复杂非线性关系并自动修正神经网络参数。其处理结构是并行的,不仅运算速度快,而且容错性强。
[0178]
利用fts系统的历史输入和输出数据作为数据集训练bp神经网络,以确定bp神经网络的伪控制输入φ,从而确定bp神经网络的权值自适应律;
[0179]
利用确定了权值自适应律的bp神经网络来逼近估计误差:
[0180][0181]
其中g=[t
ij
]
t
和k=[w
jb
]
t
为bp神经网络的两个可调权值,
[0182][0183]
为神经网络的输入向量,σ(
·
)是隐层神经元的sigmod激励函数,逼近误差ι(x
bp
)是有界的,|ι(x
bp
)|≤ιn,ιn>0是一个未知的常数。神经网络的输出可以表示为:
[0184][0185]
其中和分别为g和k的估计值。考虑式(9)描述的fts系统,若选择伪控制输入为式(22),则神经网络权值自适应律为:
[0186][0187][0188]
其中p=p
t
>0和q=q
t
>0是任意常数矩阵。基于神经网络的复合自抗扰控制框图如附图4所示。
[0189]
step4 fts系统颤振抑制控制
[0190]
迟滞双时滞快速刀具伺服系统的数学模型如式(9)所示,其中c=1.5,m=5kg,k=1250n/m,α=1,为假设的未建模动态非线性。
[0191]
用50个backlash模型构成backlash-like迟滞模型,死区宽度分布为1/50-50/50。状态时滞ω设定每两秒转速变化为[1 305 610 560 760 560 800 1120],时变时滞设定为0到1之间的随机数,采样时间为0.1s。神经网络的输入向量为隐层节
点数为30,初始权值设置为零,神经网络的权值通过自适应律动态调整,p=8ig,q=5ik,ig,ik均为单位矩阵。使用的输入信号为xd(t)=0.1π(sin 2t-0.1cos t)。
[0192]
为了证明本技术提出的复合控制方法的控制效果,本技术通过仿真实验对现有技术中采用线性自抗扰控制和本技术所提供的复合控制的跟踪特性进行了对比分析:
[0193]
仿真实验中,观测器带宽ω0分别设定为40、70和100。传统线性自抗扰采用pd控制,因此还需设置两个可调参数k
p
和kd,为三个不同带宽的线性自抗扰控制器设置三种依带宽调整的pd参数,即k
p40
=64,k
d40
=16,k
p70
=196,k
d70
=28,k
p100
=400,k
d100
=40。
[0194]
下面结合仿真图进行说明:
[0195]
附图5显示了不同带宽下线性自抗扰跟踪曲线图,附图6显示了不同带宽下线性自抗扰跟踪曲线误差图。根据图5和图6可以明显看出现有技术中的线性自抗扰控制器的跟踪精度受带宽影响较大,带宽ω0=100时的跟踪精度远大于ω0=40时的跟踪精度,即带宽越大,跟踪精度越高。
[0196]
附图7为线性自抗扰控制和本技术提出的复合控制在不同带宽下跟踪曲线图,附图8显示线性自抗扰控制和复合控制在不同带宽下跟踪曲线误差图。从图8中可以看出,本技术所提出的复合自抗扰控制方案受带宽影响较小,带宽ω0=100时的跟踪精度和ω0=70时的跟踪精度几乎相同,这是因为当观测器带宽受限时,本技术所提出的复合自抗扰控制方案中的神经网络能够及时对估计误差进行补偿,实现高精度跟踪控制,从而不受带宽的影响。
[0197]
附图9分别为现有技术中分别采用线性自抗扰、神经网络和本技术所提出的复合控制的时变时滞输出信号图,附图10分别为线性自抗扰、神经网络和复合控制形成的迟滞环曲线,其输入数据均由系统内部自身数据产生。从图中可以看到本技术所构建的新型fts模型有效描述了非对称迟滞非线性特性。
[0198]
附图11为现有技术中分别采用线性自抗扰、神经网络和本技术所提出的复合控制方案的跟踪曲线图,附图12为线性自抗扰、神经网络和复合控制方案的跟踪误差比较图。从图12中可以看到虽然线性自抗扰控制、神经网络控制和复合控制方案对于迟滞时滞快速刀具伺服系统均能实现有效跟踪控制,但是本技术所提出的复合控制的初始误差最小且相较线性自抗扰控制与神经网络控制具有最小的跟踪误差,最高的跟踪精度,进而能够使得所加工出的工具质量和效率得到提升。
[0199]
本发明实施例中的部分步骤,可以利用软件实现,相应的软件程序可以存储在可读取的存储介质中,如光盘或硬盘等。
[0200]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。