技术特征:
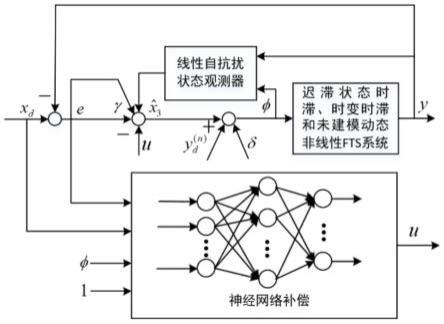
1.一种基于复合自抗扰控制的fts控制方法,所述方法应用于压电陶瓷型fts中,所述压电陶瓷型fts包括主轴、工作间、切刀以及压电作动器,其中切刀通过弹簧与压电作动器相连;其特征在于,所述方法包括:步骤1:基于主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性的结合,以及切刀横向给进产生的时变时滞β2建立fts系统模型;所述内部未建模动态非线性指压电陶瓷型fts中除时变时滞、状态时滞以及迟滞非线性之外的其他未能明确的动态非线性总和;步骤2:针对步骤1建立的fts系统模型,将系统中主轴旋转下的状态时滞β1、压电作动器迟滞非线性以及内部未建模动态非线性的结合,以及切刀横向给进产生的时变时滞β2视为总扰动,采用线性自抗干扰控制器对总扰动进行初步估计;步骤3:针对步骤2采用线性自抗干扰控制器对总扰动进行初步估计所产生的估计误差,采用bp神经网络控制器逼近对总扰动的估计误差,从而确定对总扰动的精确估计;步骤4:根据步骤2和3最终得到的总扰动的精确估计对系统进行补偿,实现对压电陶瓷型fts的精确跟踪。2.根据权利要求1所述的方法,其特征在于,所述步骤1中针对压电作动器迟滞非线性,采用backlash模型描述。3.根据权利要求1所述的方法,其特征在于,所述步骤1包括:压电陶瓷型fts系统的动力学过程描述为:其中x表示工件切削厚度的波动部分,m、c和k分别是金属切削机的等效质量、阻尼系数和弹簧刚度,k
a
是压电作动器的弹簧刚度,u是应用于压电作动器的控制输入信号,f1表示切削力的变化量,表示为:f1=k
m
v(t)
ꢀꢀ
(2)其中k
m
是常数,v(t)是切削厚度随时间的变化率,表示为:v(t)=x-αx(t-β)
ꢀꢀ
(3)其中β是连续切削之间的时间间隔,α是重叠因子;切削力变化与切削厚度变化相关的非线性函数表示为:f1=h(v)=h(x-αx(t-β))
ꢀꢀ
(4)其中h(v)由线性函数f(v(t))和有界非线性函数h
·
v(t)构成,分别表示时滞特性和迟滞特性,即:h(v)=h
·
v(t) f(v(t))
ꢀꢀ
(5)其中,h表示压电作动器迟滞非线性;因此,将式(3)代入式(1)可得:其中,状态时滞β1为主轴旋转产生的时间延迟,当主轴转速ω变化时,ω和β1满足如下关系:
时变时滞β2为0到1之间均匀分布的随机数,采样时间为0.1s;考虑系统内部未建模动态非线性,令x1=x,则式(6)描述的fts系统为:其中γ表示fts系统内部未建模动态非线性;变换后的fts系统表示为:式(9)中,y表示fts系统输出的跟踪信号。4.根据权利要求3所述的方法,其特征在于,所述步骤2包括:针对式(9)描述的fts系统,将系统所有不确定性视为总扰动x3,即令:采用线性自抗干扰控制器对总扰动x3进行初步估计,包括:将式(9)定义为一个扩展状态空间表达式:其中将x3当作一个状态变量,通过ladrc线性扩张状态观测器实时估计x3;ladrc线性扩张状态观测器为:其中η=[η
1 η
2 η3]
t
,θ=[θ
1 θ
2 θ3]
t
;对公式(13)做拉氏变换,得到特征方程:λ0(s)=s3 θ1s2 θ2s θ3=(s ω0)3θ为特征方程简化得到的观测器增益向量,由此可得其中ω0是观测器的带宽;则估计值器的带宽;则估计值式(9)描述的fts系统被简化为
其中,η3表示采用线性自抗干扰控制器对总扰动x3进行初步估计得到的初步估计值。5.根据权利要求4所述的方法,其特征在于,所述步骤3包括:定义跟踪误差:e=x-x
d
其中,x
d
表示期望信号;定义滤波跟踪误差:γ=[λ
t 1]e
ꢀꢀ
(15)对式(15)求导得:其中,采用伪控制反馈线性化技术,定义输入信号u为:其中φ为bp神经网络的伪控制输入;利用fts系统的历史输入和输出数据作为数据集训练bp神经网络,以确定bp神经网络的伪控制输入φ,从而确定bp神经网络的权值自适应律;利用确定了权值自适应律的bp神经网络实现对于对总扰动的估计误差逼近,从而确定对总扰动的精确估计。6.根据权利要求5所述的方法,其特征在于,所述fts系统内部未建模动态非线性γ表达式为7.根据权利要求6所述的方法,其特征在于,所述bp神经网络中隐层节点数为30;权值自适应律为:权值自适应律为:其中p=p
t
>0和q=q
t
>0是任意常数矩阵;x
bp
为神经网络的输入向量,σ(
·
)是隐层神经元的sigmod激励函数。8.一种压电陶瓷型fts,包括主轴、工作间、切刀以及压电作动器,其中切刀通过弹簧与压电作动器相连;其特征在于,所述压电陶瓷型fts采用权利要求1-7任一所述的基于复合自抗扰控制的fts控制方法进行控制。
技术总结
本发明公开了一种基于复合自抗扰控制的FTS控制方法,属于精密加工领域。所述方法在构建FTS系统模型时,引入了完全未知的迟滞非线性函数、状态时滞和时变时滞的双时滞系统以及内部未建模动态非线性,针对所构建的FTS系统模型设计的控制器将迟滞时滞及系统内部的动态非线性性视为对FTS系统的总扰动,由线性观测器实时估计,并利用自适应神经网络逼近未知的非线性误差函数,实现迟滞时滞补偿功能。从而较好描述精密切削过程中的颤振现象,解决了现有FTS模型无法解释和预测切削颤振导致的幅值失真现象、稳定振幅与切削参数的关系、跳变现象对切削过程稳定性的影响及外界干扰对切削精度影响等问题。削精度影响等问题。削精度影响等问题。
技术研发人员:熊伟丽 刘文韬 马君霞
受保护的技术使用者:江南大学
技术研发日:2022.03.25
技术公布日:2022/6/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。