1.本发明涉及玻璃物品的制造装置及其制造方法,特别是涉及用于在从熔融玻璃生成工序到成形工序之间(中途)对熔融玻璃实施均质化等规定的处理的技术。
背景技术:
2.如公知那样,在将熔融玻璃从熔融窑向成形装置搬运时,在其搬运路径上设置搅拌装置并进行搅拌向成形装置供给的熔融玻璃的处理。该搅拌装置通过将设置有搅拌叶片的搅拌器配设在圆筒状的搅拌槽内而成,通过向搅拌槽内流入熔融玻璃并使搅拌器绕规定的轴旋转,从而能够对流入到搅拌槽内的熔融玻璃赋予圆周方向的流动,能够搅拌熔融玻璃。
3.另一方面,在以熔融玻璃的均质化为目的而使用这种搅拌装置的情况下,不仅是在搅拌槽的中央侧(搅拌器的旋转中心侧)流动的熔融玻璃,对于在搅拌槽的外侧(沿内壁)流动的熔融玻璃也需要充分地进行搅拌。虽然对于在搅拌槽的中央侧流动的熔融玻璃能够利用搅拌器比较容易地搅拌,但沿着内壁流动的熔融玻璃穿过在搅拌器的搅拌叶片与内壁之间不可避免地产生的间隙并流动。因此,提出各种用于有效地搅拌该沿着内壁流动的熔融玻璃的机构。
4.例如在专利文献1记载有:通过减小搅拌叶片的最外径部与搅拌槽的内壁的间隙,具体而言使搅拌叶片的旋转直径为内壁的内径尺寸的约91%,从而减少不与搅拌叶片接触地向下游侧流动的熔融玻璃的量。
5.另外,在专利文献2中提出如下一种技术:以防止熔融玻璃的搬运管(搅拌槽)的内壁面附近处的熔融玻璃的穿过为目的,将搅拌器的外径尺寸设为搅拌槽的内径尺寸的0.85倍以上,优选为0.9倍以上。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2015-124107号公报
9.专利文献2:日本特许第5510446号公报
技术实现要素:
10.发明要解决的课题
11.如此,在现有技术的搅拌装置中,通过对搅拌器(搅拌叶片)与搅拌槽的径向间隙进行管理,从而实现搅拌效率的提高,进而实现均质化的改善。另外,搅拌装置通常设想在高温环境下的使用,而采取利用耐火物覆盖搅拌槽的周围并且将上述搅拌槽与耐火物收容于外壳的形态。然而,在如此构成的情况下,由于外壳的大型化等各种因素,存在在搅拌装置的装配时或者使用时外壳变形的情况。此时,外壳安装于地板面侧,相对于此,搅拌器以及驱动搅拌器旋转的装置(马达)在从地板面向上方分离的位置安装于规定的部件。因此,在如上述那样外壳发生了变形的情况下,处在保持于外壳的状态的搅拌槽伴随着外壳的变
形而倾斜,相对于此,处于安装在从地板面向上方分离的位置的状态的搅拌器维持外壳变形前的姿态。其结果是,搅拌器的最外径部(搅拌叶片的最外径部)与搅拌槽的内表面的间隙大幅度变动的可能性提高。因此,难以稳定地进行良好的搅拌处理,进而难以稳定地进行优质的均质化处理。
12.上述的问题不限于搅拌处理(均质化处理),例如也有可能在流量调整工序等在处理槽内对熔融玻璃实施规定的处理的其他工序中产生。
13.鉴于以上的情况,在本说明书中将所要解决的技术课题设为提供能够尽可能防止处理槽的倾斜,而稳定地对熔融玻璃实施良好处理的玻璃物品的制造装置及其制造方法。
14.用于解决课题的方案
15.所述课题的解决由本发明的玻璃物品的制造装置来实现。即,该制造装置具备生成熔融玻璃的玻璃熔融炉、对生成的熔融玻璃实施规定的处理的处理装置以及对实施了规定的处理的熔融玻璃进行成形的成形装置,所述玻璃物品的制造装置的特征在于,处理装置具有被供给熔融玻璃的处理槽以及保持处理槽的外壳,外壳被悬吊支承。
16.如此,在本发明的玻璃物品的制造装置中,在处理装置具有对熔融玻璃的处理槽进行保持的外壳的情况下,悬吊支承该外壳。通过如此对构成处理装置的外壳进行悬吊支承,从而在自重的作用下对外壳作用要恢复为外壳原本的形状(外壳单体时的形状)的力。因此,假设即使在装配作业时或者使用时外壳产生了变形,也对外壳作用要恢复为变形前的形状的力,从而能够复原或者接近变形前的形状。另外,在从悬吊支承最开始起外壳呈单体时的形状的情况下,在自重的作用下维持该形状。综上,根据本发明的制造装置,能够尽可能防止处理装置的装配时或者使用时的处理槽的倾斜,而防止因倾斜引起的处理效率或者处理能力的降低。换言之,能够稳定地对熔融玻璃实施良好的处理。
17.另外,在本发明的玻璃物品的制造装置中,也可以是,外壳在俯视的状态下呈长方形形状,并且外壳的铅垂截面呈关于通过该铅垂截面的短边方向中央的铅垂线而对称的形状。需要说明的是,在本说明书中所说的短边方向的意思是指在俯视外壳的状态下该外壳呈长方形形状时沿着外壳的成为短边的一边的方向。同样,在本说明书中所说的长边方向的意思是指沿着外壳的成为长边的另一边的方向。
18.如此,通过没定外壳的形状,从而能够在设计上将外壳的重心设定在通过其短边方向中央的铅垂线上。因此,若从装配(悬吊支承)最开始起外壳为按照设计的形状,则在使用时也维持其状态。或者,在装配时在外壳的铅垂截面中通过短边方向中央的外壳的中心线相对于铅垂线倾斜的情况下,中心线与铅垂线一致的方向的自重作用于外壳。因此,与装配时的状态无关地,始终使外壳成为按照设计的形状,而能够更可靠地防止处理槽的倾斜。
19.另外,在本发明的玻璃物品的制造装置中,也可以是,外壳具有底部以及相对于底部直立的一对侧壁部,侧壁部的内表面相对于底部的上表面的垂直度为0.001以下。需要说明的是,在本说明书中所说的垂直度的意思是指,在将侧壁部的高度尺寸设为1的情况下能够夹着侧壁部的内表面的两个理想平面间的距离。单位为无量纲。另外,这里所说的理想平面的意思是指相对于底部的上表面垂直的虚拟平面。在如上述那样定义垂直度的情况下,例如垂直度0.001的意思是指在将侧壁部的高度尺寸设为1的情况下,侧壁部的内表面位于分离0.001的两个理想平面之间。当然,在侧壁部的内表面与外表面的平行度极高的情况下,在上述的垂直度的定义中,也可以将侧壁部的“内表面”置换为侧壁部的“外表面”。同
样,在底部的上表面与底面(下表面)的平行度极高的情况下,在上述的垂直度的定义中,也可以将底部的“上表面”置换为底部的“底面(下表面)”。
20.如此,在外壳例如呈长方体形状等具有底部以及相对于底部直立的一对侧壁部的情况下,通过如上述那样确定侧壁部的内表面相对于底部的上表面的垂直度,从而能够享有由悬吊支承带来的充分的形状复原效果或形状维持效果。
21.另外,如以上说明的那样,本发明的制造装置能够尽可能防止处理槽的倾斜,而稳定地对熔融玻璃实施良好的处理,因此例如在处理槽为搅拌槽,在搅拌槽收容有搅拌器,供给到搅拌槽的熔融玻璃通过搅拌器旋转而被搅拌的情况、即处理装置为搅拌装置的情况下,优选应用本发明。
22.另外,所述课题的解决也通过本发明的玻璃物品的制造方法来实现。即,该玻璃物品的制造方法包括生成熔融玻璃的玻璃生成工序、对生成的熔融玻璃实施规定的处理的处理工序以及对实施了规定的处理的熔融玻璃进行成形的成形工序,所述玻璃物品的制造方法的特征在于,处理工序包括:准备工序,准备处理装置,处理装置具有被供给熔融玻璃的处理槽以及保持处理槽的外壳;以及处理执行工序,使用已准备的处理装置对熔融玻璃执行规定的处理,在准备工序中,将保持处理槽的外壳悬吊支承。
23.如此,在本发明的玻璃物品的制造方法中,在处理装置具有对熔融玻璃的处理槽进行保持的外壳的情况下,在处理装置的准备工序中悬吊支承外壳。通过如此对构成处理装置的外壳进行支承,从而在自重的作用下对外壳作用要恢复为外壳单体时的形状的力。因此,假设即使在装配时或者使用时外壳产生了变形,也对外壳作用要恢复为变形前的形状的力,从而能够复原或者接近变形前的形状。另外,在从悬吊支承最开始起外壳呈单体时的形状的情况下,在自重的作用下维持该形状。综上,根据本发明的玻璃物品的制造方法,能够尽可能防止处理装置的使用时的处理槽的倾斜,而稳定地对熔融玻璃实施良好的处理。
24.另外,在本发明的玻璃物品的制造方法中,也可以是,外壳具有底部以及相对于底部直立的一对侧壁部,在准备工序中,在悬吊支承外壳之前,调整侧壁部的内表面相对于外壳的底部的上表面的垂直度。
25.若如此在进行外壳的悬吊支承之前,调整侧壁部内表面相对于外壳的底部上表面的垂直度,则能够在为外壳单体的状态下进行垂直度的调整。若为没有处理槽、耐火物的状态,则能够在例如利用规定的夹具保持外壳的外侧的状态下在外壳的内侧进行垂直度的测定。因此,能够容易地反复实施垂直度的测定与外壳的矫正,能够极容易地进行垂直度的调整。
26.发明效果
27.综上,根据本发明,能够尽可能防止处理槽的倾斜,而稳定地对熔融玻璃实施良好的处理。
附图说明
28.图1是示出本发明的一实施方式的玻璃物品的制造装置的整体结构的侧视图。
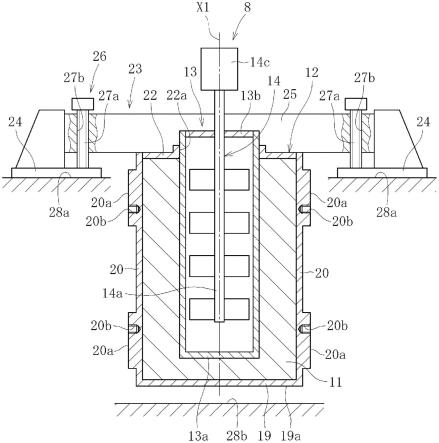
29.图2是图1所示的处理装置的放大剖视图。
30.图3是图2所示的处理装置的a-a剖视图。
31.图4是从箭头b的方向观察图2所示的处理装置时的俯视图。
32.图5是示出使用了图1所示的装置的玻璃物品的制造方法的流程的流程图。
33.图6a是示出图5所示的第二处理工序的详情的流程图。
34.图6b是示出图6a所示的准备工序的详情的流程图。
35.图7是用于说明图6b所示的垂直度调整工序的剖视图。
36.图8是用于说明图6b所示的组装工序的剖视图。
具体实施方式
37.以下,基于图1~图8对本发明的一实施方式进行说明。首先,在对本发明的玻璃物品的制造装置的概要进行了说明之后,对作为本发明的主要部分的均质化装置6的详情进行说明。
38.如图1所示,本实施方式的玻璃物品的制造装置1具备:玻璃熔解炉2,其作为熔融玻璃生成装置且配置于最上游区域;澄清装置3,其配设于玻璃熔解炉2的下游侧;粘度调整装置4,其配设于澄清装置3的下游侧,且主要进行熔融玻璃的粘度调整;成形装置5,其配设于粘度调整装置4的下游侧,且将熔融玻璃成形为规定的形状(这里例如为板玻璃);以及均质化装置6,其配设于从玻璃熔解炉2到成形装置5的熔融玻璃的搬运流路上。需要说明的是,这里所说的均质化装置6相当于本发明的处理装置。
39.均质化装置6是用于将从澄清装置3流出的熔融玻璃搅拌混合而实现均质化的装置,且具备经由第一供给管7a而与澄清装置3连接的第一搅拌装置8以及经由第二供给管7b而与第一搅拌装置8连接的第二搅拌装置9。第二搅拌装置9经由第三供给管7c而与粘度调整装置4连接。
40.成形装置5是从熔融玻璃连续地成形成为板玻璃的基础的玻璃带的装置,例如采用执行基于浮法的成形的装置、执行基于压延法的成形的装置、执行基于溢流下拉法的成形的装置以及执行基于狭缝下拉法的成形的装置等。需要说明的是,成形装置5可以是成形板玻璃以外的玻璃物品的装置,作为一例,可以是利用丹纳法从熔融玻璃连续地成形玻璃管或者玻璃棒的装置。
41.在使用呈上述结构的玻璃物品的制造装置1来制造作为玻璃物品的板玻璃时,经过图5所示的步骤。首先,将玻璃原料投入到玻璃熔解炉2而生成熔融玻璃(熔融玻璃生成工序s1)。接着,利用澄清装置3将生成的熔融玻璃澄清之后(澄清工序s2),利用均质化装置6对熔融玻璃实施规定的均质化处理(均质化工序s3)。然后,利用粘度调整装置4对实施了规定的均质化处理的熔融玻璃的粘度进行调整(粘度调整工序s4)。完成了粘度的调整的熔融玻璃向成形装置5供给,从熔融玻璃连续地成形板玻璃(成形工序s5)。如此一来,连续地实施板玻璃的制造。需要说明的是,这里所说的均质化工序s3相当于本发明的处理工序。
42.接下来,对均质化装置6的详情进行说明。
43.图2以及图3分别示出本实施方式的均质化装置6的剖视图。如这些图2以及图3所示,该均质化装置6具有两个搅拌装置(第一及第二搅拌装置8、9)、将第一及第二搅拌装置8、9的周围覆盖的耐火物11以及将第一及第二搅拌装置8、9与耐火物11收容的外壳12。
44.其中,第一搅拌装置8具备第一搅拌槽13以及收容于第一搅拌槽13的内部的第一搅拌器14。这里所说的第一搅拌槽13相当于本发明的处理槽。关于后述的第二搅拌槽15,也
相当于本发明的处理槽。
45.第一搅拌槽13具有有底圆筒部13a以及将有底圆筒部13a的上方开口部封堵的上盖部13b。有底圆筒部13a在其上游端(在图2中为上侧)与第一供给管7a连接,且在其下游端(在图2中为下侧)与第二供给管7b连接。
46.另外,第一搅拌器14具有轴14a以及沿着轴14a的长度方向安装的多个搅拌叶片14b。该搅拌器14构成为能够伴随着轴14a的旋转使多个搅拌叶片14b绕轴14a回旋来对第一搅拌槽13内的熔融玻璃进行搅拌。在本实施方式中,在轴14a的上端部连接有作为驱动装置的第一马达14c,伴随着马达14c的驱动,轴14a向规定的方向旋转。设计为此时第一搅拌器14的旋转中心与第一搅拌槽13的中心线、更准确而言与有底圆筒部13a的内周面的中心线一致。需要说明的是,在本实施方式中,成为对轴14a安装四片搅拌叶片14b的形态,但也可以适当增减搅拌叶片14b的片数。另外,搅拌叶片14b只要能发挥熔融玻璃的搅拌作用就能采用任意的形状及配置。关于后述的搅拌叶片16b,形状、片数、配置也是任意的。
47.另外,第二搅拌装置9具备第二搅拌槽15以及收容于第二搅拌槽15的内部的第二搅拌器16。
48.第二搅拌槽15具有有底圆筒部15a以及将有底圆筒部15a的上方开口部封堵的上盖部15b。有底圆筒部15a在其上游端(图2的上侧)与第二供给管7b连接,在其下游端(图2的下侧)与第三供给管7c连接。
49.另外,第二搅拌器16具有轴16a以及沿着轴16a的长度方向安装的多个搅拌叶片16b。搅拌器16构成为能够伴随着轴16a的旋转使多个搅拌叶片16b绕轴16a回旋来对第二搅拌槽15内的熔融玻璃进行搅拌。在本实施方式中,在轴16a的上端部连接有作为驱动装置的第二马达16c,伴随着马达16c的驱动,轴16a向规定的方向旋转。设计为此时第二搅拌器16的旋转中心与第二搅拌槽15的有底圆筒部15a的内周面的中心线一致。
50.呈上述的结构的第一及第二搅拌装置8、9在收容于外壳12的状态下,经由第二供给管7b相互且串联地连接。因此,经由第一供给管7a供给到均质化装置6的熔融玻璃从上游侧依次被第一搅拌装置8、第二搅拌装置9搅拌混合。
51.耐火物11能够由任意的耐火材料、例如高氧化锆耐火物、azs耐火物、氧化铝耐火物等电铸耐火物、锆耐火物、azs耐火物、氧化铝耐火物、富铝红柱石耐火物、二氧化硅耐火物等烧制耐火材料等公知的耐火材形成。高氧化锆耐火物是指以质量%计包含80~100%的zro2的耐火物。另外,耐火材料并不限于上述的固体状。例如也可以配置为,将具有流动性的不定形耐火材料作为耐火物11的一部分并填充在定形耐火材料与各搅拌装置8、9之间、定形耐火材料与各供给管7a、7b、7c之间、或者外壳12与上述各搅拌装置8、9之间、外壳12与各供给管7a、7b、7c之间。
52.外壳12例如如图2以及图3所示,具有底部19、相对于底部19直立的两对侧壁部20、21以及上盖部22。这些底部19、侧壁部20、21以及上盖部22均呈平坦的板形状,因此外壳12作为整体呈箱形状。
53.另外,外壳12在本实施方式中,如图4所示,在俯视外壳12的状态(从铅垂上方观察的状态)下,呈长方形形状。在该情况下,外壳12作为整体呈长方体形状。另外,在该情况下,第一及第二搅拌装置8、9的排列方向成为外壳12的长边方向,与长边方向正交的方向成为外壳12的短边方向。
54.另外,在本实施方式中,如图7所示,在外壳12的底部19设置作为承受向铅垂上方的按压力的按压力承受部的第一承受面19a,并且在沿外壳12的长边方向延伸的一对侧壁部20(以下,称作第一侧壁部20。在该情况下,将沿外壳12的短边方向延伸的一对侧壁部21在以下称作第二侧壁部21。)设置作为承受向短边方向中央侧的按压力的按压力承受部的第二承受面20a。另外,在本实施方式中,在第一侧壁部20设置作为承受向短边方向外侧的拉伸力的拉伸力承受部的内螺纹部20b(均参照图3)。在本图示例中,如图3所示,在外壳12的铅垂上侧与铅垂下侧的两个部位分别设置第二承受面20a和内螺纹部20b,并且在位于短边方向两侧的第一侧壁部20分别设置第二承受面20a和内螺纹部20b。
55.另外,在外壳12的上盖部22设置有能够与各搅拌槽13、15嵌合的嵌合孔22a。由此能够在将耐火物11与各搅拌槽13、15收容到外壳12内之后,安装上盖部22。需要说明的是,也可以是,在上盖部22代替嵌合孔22a而设置比各搅拌槽13、15大的缺口,对此均省略图示。在该情况下,利用任意的固定件将各搅拌槽13、15固定于上盖部21。
56.另外,期望的是,在如本实施方式那样,外壳12在俯视的状态下呈长方形形状的情况下(图4),图3所示的外壳12的铅垂截面呈关于通过其短边方向中央的铅垂线x1对称的形状。因此,期望的是,在如上述那样,例如在位于外壳12的短边方向两侧的第一侧壁部20设置第二承受面20a、内螺纹部20b的情况下,包括上述第二承受面20a、内螺纹部20b的第一侧壁部20的截面形状相同(关于铅垂线x1对称)。
57.上述结构的外壳12、换言之具备上述结构的外壳12的均质化装置6被悬吊支承装置23悬吊支承。该悬吊支承装置23通过支承外壳12的上部,从而能够悬吊支承外壳12,在本实施方式中,如图3所示,该悬吊支承装置23具有位于外壳12的短边方向两侧的一对基部24以及沿外壳12的短边方向延伸并将其短边方向两端与各基部24连结而成的梁部25。在该情况下,通过在外壳12的上盖部22固定梁部25,从而将收容有耐火物11以及第一及第二搅拌装置8、9的状态的外壳12悬吊支承。在本实施方式中,在两个搅拌装置8、9各自的长边方向两侧配置三根梁部25,在各梁部25固定外壳12,从而悬吊支承外壳12。由此,外壳12被以处在与其上部相同高度水平的地板面28a为基准来支承。另一方面,外壳12与外壳12正下方的地板面28b处于以规定的距离向铅垂上方分离的状态。
58.另外,在本实施方式中,悬吊支承装置23还具有对外壳12的悬吊支承时的姿态进行调整的姿态调整部26。该姿态调整部26例如如图3所示,由外螺纹部27a以及设置于梁部25并能够与外螺纹部27a螺合的内螺纹部27b构成。另外,构成为通过外螺纹部27a伴随着与内螺纹部27b的螺合的同时向铅垂下方移动,从而外螺纹部27a的前端(下端)能够与基部24抵接。上述的外螺纹部27a与内螺纹部27b的组合设置于各梁部25与基部24连结的连结部分(参照图4)。因此通过使各个外螺纹部27a沿铅垂方向移动,能够对外壳12的长边方向各位置或者短边方向一侧的铅垂方向位置进行调整,进而能够对外壳12的悬吊支承时的姿态进行调整。
59.接下来,说明使用了上述结构的均质化装置6的均质化工序s3的详情。
60.如图6a所示,均质化工序s3包括准备具备上述结构的外壳12的均质化装置6的准备工序s31以及使用已准备的均质化装置6对熔融玻璃执行搅拌处理的搅拌工序s32。该搅拌工序s32相当于本发明的处理执行工序。另外,如图6b所示,准备工序s31包括对组装前的外壳12单体调整外壳12的规定的垂直度的垂直度调整工序s311、将耐火物11与第一及第二
搅拌装置8、9组装于完成垂直度的调整的状态的外壳12来组装均质化装置6的组装工序s312以及将已组装的均质化装置6在悬吊支承的状态下装配在规定的位置的装配工序s313。
61.(s31)准备工序
62.(s311)垂直度调整工序
63.在垂直度调整工序s311中,在对具备外壳12的均质化装置6悬吊支承之前,调整第一侧壁部20的内表面20c相对于外壳12的底部19的上表面19b的垂直度。在本实施方式中,如图7所示,使用从外侧约束外壳12的约束用夹具29,进行上述垂直度的调整。这里,约束用夹具29具有:第一按压部,其对外壳12的底部19赋予向铅垂上方的按压力;以及第二按压部,其对外壳12的第一侧壁部20赋予向短边方向中央侧的按压力。在本实施方式中,第一按压部由约束用夹具29中的设置在与底部19的下表面对置的位置且相互螺合的外螺纹部30以及内螺纹部31构成。另外,第二按压部由约束用夹具29中的设置在与外壳12的第一侧壁部20的外表面对置的位置且相互螺合的外螺纹部32以及内螺纹部33构成。
64.另外,在本实施方式中,约束用夹具29还具有拉伸力赋予部,该拉伸力赋予部由约束用夹具29中的设置在与第一侧壁部20的外表面对置的位置的拉伸螺纹部34以及设置在第一侧壁部20且能够与拉伸螺纹部34螺合的内螺纹部20b构成。在该情况下,拉伸螺纹部34经由设置于约束用夹具29的圆筒状的贯通孔35而与内螺纹部20b螺合。
65.使用上述结构的约束用夹具29调整外壳12的垂直度。具体而言,如图7所示将外壳12单体载置于约束用夹具29的规定位置。然后,将构成第一按压部的外螺纹部30转动而将其前端按压于底部19的下表面(第一承受面19a),并且将构成第二按压部的外螺纹部32转动而将其前端按压于第一侧壁部20的外表面(第二承受面20a),由此约束外壳12。由此,外壳12成为被约束用夹具29约束、保持的状态。
66.在该状态下,进行上述垂直度的调整。具体而言,首先,使用水平度测定器测定底部19的上表面19b的水平度。此时,通过将水平度测定器从外壳12的内侧接近上表面19b来进行水平度的测定。并且,根据测定出的水平度,例如若为图7所示的情况,则将左右两个外螺纹部30中的、位于铅垂下方的一侧的外螺纹部30转动而将底部19推起。通过如此反复进行水平度的测定与底部19的推起,从而将底部19的上表面19b的水平度调整为规定的精度。需要说明的是,水平度测定器能够采用任意的机构,例如能够应用利用了激光的水准仪、y型水准仪等各种水平度测定机构。
67.在如此将底部19的上表面19b的水平度提高到规定的精度的状态下,调整第一侧壁部20的内表面20c相对于底部19的上表面19b的垂直度。具体而言,首先通过使垂直度测定器从外壳12的内侧接近底部19的上表面19b以及第一侧壁部20的内表面20c,从而测定内表面20c相对于上表面19b的垂直度。然后,根据测定出的垂直度,例如若为图7所示的情况,则将上下两个外螺纹部32中的、位于短边方向外侧的一侧的外螺纹部32转动而将第一侧壁部20向短边方向中央侧推回。另外,在如本实施方式那样设置有作为拉伸力赋予部的拉伸螺纹部34的情况下,通过将该拉伸螺纹部34转动而将第一侧壁部20向短边方向外侧拉回。通过如此反复进行垂直度的测定与第一侧壁部20的推回及拉回,从而将第一侧壁部20的内表面20c相对于底部19的上表面19b的垂直度调整为规定的精度。
68.在此时的成为目标的垂直度例如为0.001以下,且第一侧壁部20的高度尺寸(铅垂
方向尺寸)为1000mm的情况下,侧壁部20的内表面20c位于相互平行并且分离1.0mm的两个理想平面之间。在该垂直度为优选的0.0005以下,且第一侧壁部20的高度尺寸为1000mm的情况下,侧壁部20的内表面20c位于相互分离0.5mm的两个理想平面之间。需要说明的是,垂直度测定器能够采用任意的结构,例如能够应用利用了激光的非接触式的垂直度测定器、使用了触头的接触式的垂直度测定器等。
69.(s312)组装工序
70.在如上述那样调整了外壳12的垂直度之后,进行具备外壳12的均质化装置6的组装。具体而言,首先在将耐火物11铺设在底部19的上表面19b上之后,在长边方向的规定位置配置第一及第二搅拌槽13、15。然后,以各搅拌槽13、15的外周面为基准,将各搅拌槽13、15垂直定位。此时,既可以调整上述外周面相对于底部19的上表面19b的垂直度,也可以调整上述外周面相对于第一侧壁部20的内表面20c的平行度。然后,利用耐火物11将各搅拌槽13、15的周围填充,并安装外壳12的上盖部22。由此,外壳12的位于短边方向两侧的第一侧壁部20彼此经由上盖部22而连结,并且在上盖部22的嵌合孔22a嵌合各搅拌槽13、15的上部,由此各搅拌槽13、15固定于外壳12。如以上那样均质化装置6的大部分的组装完成(参照图8)。
71.(s313)装配工序
72.在如上述那样安装了上盖部22之后,将由约束用夹具29对外壳12的约束解除,将约束用夹具29从外壳12拆下。然后,将均质化装置6移动到玻璃物品的制造装置1上的规定位置(装配位置),并安装于悬吊支承装置23。具体而言,通过在悬吊支承装置23的梁部25固定外壳12的上盖部22,从而在将外壳12悬吊支承的状态下装配均质化装置6。最后,将安装有各搅拌槽13、15的上盖部13b、15b的第一及第二搅拌器14、16分别插入到所对应的搅拌槽13、15,将马达14c、16c固定于规定位置,从而均质化装置6的装配完成(图3所示的状态)。
73.如以上所述,在本发明的玻璃物品的制造装置1及其制造方法中,设为将保持搅拌槽13、15的外壳12悬吊支承。通过如此支承外壳12,从而在自重的作用下对外壳12作用要恢复为外壳12原本的形状(外壳12单体时的形状)的力。因此,假设即使在装配时或者使用时外壳12产生了变形,也对外壳12作用要恢复为变形前的形状的力,从而能够复原或接近变形前的形状。另外,在从悬吊支承最开始起外壳12呈单体时的形状的情况下,在自重的作用下维持该形状。综上,根据本发明的玻璃物品的制造装置1及其制造方法,能够尽可能防止均质化装置6的装配时或者使用时的搅拌槽13、15的倾斜,而防止因倾斜引起的搅拌效率(均质化效率)或者搅拌能力(均质化能力)的降低。换言之,能够稳定地对熔融玻璃实施良好的均质化处理。
74.另外,在本实施方式中,外壳12在俯视的状态下呈长方形形状(参照图4),并且外壳12的铅垂截面呈关于通过其短边方向中央的铅垂线x1而对称的形状(参照图3)。另外,为此,均使第一侧壁部20的内表面20c相对于构成外壳12的底部19的上表面19b的垂直度为0.001以下。如此,通过设定外壳12的形状,从而能够在设计上将外壳12的重心设定在通过其短边方向中央的铅垂线上。因此,若从装配(悬吊支承)最开始起外壳12为按照设计的形状,则在使用时也维持其状态。或者,在装配时在外壳12的铅垂截面中通过短边方向中央的外壳12的中心线相对于铅垂线x1倾斜的情况下,中心线与铅垂线x1一致的方向的自重作用于外壳12。因此,与装配时的状态无关地,始终使外壳12为按照设计的形状,换言之,享有由
悬吊支承带来的充分的形状复原效果或者形状维持效果,能够更可靠地防止各搅拌槽13、15的倾斜。
75.另外,在本实施方式中,在进行外壳12的悬吊支承之前,调整第一侧壁部20的内表面20c相对于外壳12的底部19的上表面19b的垂直度,因此能够以外壳12单体的状态进行垂直度的调整。若为没有各搅拌槽13、15、耐火物11的状态,则能够在如图7所示利用规定的约束用夹具29保持(约束)外壳12的外侧的状态下在外壳12的内侧进行垂直度的测定。因此,能够容易地反复实施垂直度的测定与外壳12的矫正,能够极容易地进行垂直度的调整。另外,如本实施方式那样,不仅设置按压部(外螺纹部32、内螺纹部33),还设置拉伸力赋予部(拉伸螺纹部34、内螺纹部20b),由此不仅能够将第一侧壁部20向短边方向中央侧推回,还能够向短边方向外侧拉回。因此,例如在第一侧壁部20产生了无法忽略的翘曲的情况下,能够消除该翘曲来确保平坦度并且高精度地调整相对于底部19的上表面19b的垂直度。
76.需要说明的是,如本实施方式那样使外壳12在俯视的状态下为长方形形状,从而能够防止外壳12在长边方向上的变形。因此,仅调整位于短边方向两侧的第一侧壁部20相对于底部19的垂直度即可,有助于减少工时。
77.以上,说明了本发明的一实施方式,但本发明的玻璃物品的制造装置以及其制造方法并不限定于上述实施方式,能够在本发明的范围内采用各种方式。
78.例如关于外壳12的悬吊支承方式,在上述实施方式中,说明了通过在悬吊支承装置23的梁部25固定外壳12的上盖部22从而悬吊支承外壳12的情况,但当然不限定于该方式。例如,也可以是第一侧壁部20或者第二侧壁部21的上端部借助连结部件固定于梁部25,从而悬吊支承外壳12,对此省略图示。或者也可以是,将各搅拌槽13、15与外壳12相互固定,并将各搅拌槽13、15的上端部固定于梁部25,从而悬吊支承外壳12。总之,若为固定于外壳12的构件,则能够通过向梁部25的固定来悬吊支承外壳12。
79.另外,在上述实施方式中,例示了通过将梁部25固定于外壳12从而悬吊支承外壳12的情况下,但当然不限定于此。只要能够将构成悬吊支承装置23且固定于地板面28a的基部24与外壳12(或者固定于外壳12的均质化装置6的构成要素)连结,则悬吊支承装置23能够是任意的结构。
80.另外,关于垂直度调整工序s311,在上述实施方式中,例示了由外螺纹部30、32、内螺纹部31、33构成的构件来作为设置于约束用夹具29的第一及第二按压部,但当然不限定于此。只要能够将第一侧壁部20从短边方向外侧向中央侧按压,或者能够将底部19朝向铅垂上方按压,则各按压部能够采用任意的结构。另外,关于拉伸力赋予部,也不限定于图示的方式(拉伸螺纹部34与内螺纹部20b),能够采用任意的结构。当然,关于各按压部及拉伸力赋予部的位置、数量能够适当设定,不限定于图示的方式。
81.另外,在以上的说明中,说明了将本发明应用于在搅拌熔融玻璃来实现均质化的均质化工序s3以及在该工序s3中使用的均质化装置6的外壳12的情况,但当然本发明也能够应用于均质化工序s3以外的工序的设备。例如,也能够将本发明应用于通过在处理槽内使针升降从而使在下端部设置的流出口的截面积变化,由此实现熔融玻璃的流量调整的流量调整工序以及在该工序中使用的流量调整槽,对此省略图示。进一步说,本发明并不局限于上述例示的处理工序,能够将本发明应用于使用具有在处理槽内对处理槽进行动作的动作体的处理装置来进行的所有处理工序。
82.另外,在以上的说明中,例示了将本发明应用在用于制造板玻璃作为玻璃物品的装置以及方法的情况,但当然本发明也能够应用在用于制造板玻璃以外的玻璃物品、例如管玻璃、玻璃纤维等其他种类的玻璃物品的装置或者方法。
83.附图标记说明
84.1 玻璃物品的制造装置
85.2 玻璃熔解炉
86.3 澄清装置
87.4 粘度调整装置
88.5 成形装置
89.6 均质化装置
90.7a、7b、7c 供给管
91.8、9 搅拌装置
92.11 耐火物
93.12 外壳
94.13、15 搅拌槽
95.13a、15a 有底圆筒部
96.13b、15b 上盖部
97.14、16 搅拌器
98.14a、16a 轴
99.14b、16b 搅拌叶片
100.14c、16c 马达
101.19 底部
102.20、21 侧壁部
103.22 上盖部
104.23 悬吊支承装置
105.24 基部
106.25 梁部
107.26 姿态调整部
108.28a、28b 地板面
109.29 约束用夹具
110.30、32 外螺纹部
111.31、33 内螺纹部
112.34 拉伸螺纹部
113.35 贯通孔
114.s1 熔融玻璃生成工序
115.s2 澄清工序
116.s3 均质化工序
117.s31 准备工序
118.s311 垂直度调整工序
119.s312 组装工序
120.s313 装配工序
121.s32 搅拌工序
122.s4 粘度调整工序
123.s5 成形工序
124.x1 铅垂线。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
