1.本发明涉及一种对具有皱褶的筒状编织物进行总针编织的编织方法。
背景技术:
2.使用4张针床横编机来编织具有总针组织的筒状编织物。总针组织是指在横编机中在编织宽度方向邻接的线圈之间不设置空针地编织的编织组织。将这样的编织称为总针编织。在具有总针组织的筒状编织物中,线圈的大小、邻接的线圈的间隔容易变得均匀。有时需要在具有这样的总针组织的筒状编织物上形成皱褶。例如,在专利文献1中公开了一种将裤子的兜的上端折叠与裤子接合的编织方法。皱褶具备折叠成s字状或者z字状的外层、中间层和内层。外层是配置在筒状编织物的筒的外侧的层,内层是配置在筒状编织物的筒的内侧的层。中间层是配置在外层和内层之间的层。
3.图7是示意性地表示褶皱的形成步骤的像图。在以后的说明中,将在4张针床横编机中具备的下部前针床、上部前针床、下部后针床及上部后针床分别标记为fd、fu、bd及bu。fd和bd配置在相互地相向的位置。fu和bu在fd和bd的上方配置在相互地相向的位置。在4张针床横编机中,在fd和bd之间、fd和bu之间及bd和fu之间能使线圈移动。fd、fu和bd、bu构成为可相对地横移。作为横移量存在机械性的限度。图7所示的皱褶的形成步骤是需要超过限度的横移的皱褶的形成步骤。因此,在皱褶的形成时,需要重新设定bd、bu的相对于fd、fu的相对的横移间距,即相对的左右的偏移。
4.图7中的“s 数字”表示编织工序的序号。作为s1,表示将筒状编织物5的第一编织物部1和第二编织物部2分别卡定在fd和bd上的状态。从此s1的状态形成由外层、中间层和内层构成的皱褶。在s1中,成为外层的第一部分11的线圈、成为中间层的第二部分12的线圈及成为内层的第三部分13的线圈由圆圈标记表示。其它部分由直线表示。与直线正交的棒线表示第一编织物部1和第二编织物部2的边界表示。另外,第一部分11和第二部分12之间的第一边界1a及第二部分12和第三部分13的第二边界1b由带箭头的箭号表示。
5.在s2中,使第二部分12和第三部分13成为抽针状态。抽针状态是指在邻接的线圈之间设置了空针的状态。如果使第二部分12和第三部分13成为抽针状态,则只要将邻接的两个线圈重叠即可。
6.在s3中,如由c字状的箭号所示,通过绕入使筒状编织物向逆时针方向旋转,做成将第二边界1b配置在前后的针床之间的状态。绕入是使一方的针床的编织宽度方向的端部线圈向另一方的针床的端部线圈的外侧移动的公知的编织方法。在图7中,在进行此绕入时,由于通过反复使bd、bu向左方向移动,横移间距变大,所以需要重新设定横移间距。具体地说,使卡定在bd上的全部的线圈向fu移动,在重新设定了横移间距后,使寄存在fu上的全部的线圈返回到bd。
7.在s4中,使第二部分12的线圈向bd中的第三部分13的编织宽度内的空针移动。在s5、s6中,使第二部分12的线圈出第一边界1a侧依次与第一部分11的每隔一个的线圈重叠。通过s5、s6,横移间距变大。在横移间距达到界限之前,需要重新设定横移间距。因此,在s7
中,通过使卡定在bd上的全部的线圈向fu移动,然后使bd、bu相对于fd、fu相对地向右方向移动,重新设定了横移间距。使卡定在bd上的全部的线圈向fu移动,是因为如果从s6的状态使bd、bu向右方向横移,则包括第一边界1a在内的跨线断了。
8.以后,如果将第二部分12的线圈与第一部分11的线圈重叠结束了,则将第三部分13的线圈从第二边界1b(参照s3)侧依次与第一部分11的每隔一个的线圈重叠。第三部分13的线圈与第一部分11的线圈之中的没有重叠第二部分12的线圈的线圈重叠。其结果,形成由折叠成s状的外层、中间层和内层构成的皱褶。
9.【在先技术文献】
10.【专利文献】
11.【专利文献1】日本特开2019-90144号公报
技术实现要素:
12.发明所要解决的课题
13.在专利文献1的编织方法中,作为形成皱褶之前的准备,需要将筒状编织物绕入,做成将第二部分和第三部分配置在前针床和后针床上的状态。因此,用于形成皱褶的工序数量变多。
14.鉴于上述状况,本发明的目的之一是提供一种当在总针组织的筒状编织物上形成皱褶时,能比以往的编织方法减少绕入的次数的编织方法。
15.为了解决课题的手段
16.《1》本发明是一种编织方法,其使用横编机,该横编机具备第一针床、第二针床、第三针床和第四针床,上述第一针床和上述第二针床相向,上述第三针床配置在上述第一针床的上部,上述第四针床配置在上述第二针床的上部,该编织方法用于当编织筒状编织物时在上述筒状编织物的编织宽度方向的一部分上形成具有三层构造的皱褶,该筒状编织物由卡定在上述第一针床上的总针组织的第一编织物部和卡定在上述第二针床上的总针组织的第二编织物部构成,该编织方法的特征在于,具备工序a、工序b和工序c,
17.在该工序a中,将上述三层构造中的成为外层的第一部分、成为中间层的第二部分和成为内层的第三部分规定在上述第一编织物部的编织宽度内,使上述第二部分和上述第三部分成为抽针状态,
18.在该工序b中,将上述第一部分的多个线圈区分为第一组的线圈和第二组的线圈,将上述第二部分的线圈与上述第一组的线圈重叠,使上述第二组的线圈向上述第三针床移动,
19.在该工序c中,使上述第二组的线圈向上述第一针床返回,将上述第三部分的线圈与上述第二组的线圈重叠。
20.在此,优选为,上述第一组的线圈从第一边界看是第偶数个或者第奇数个的线圈,上述第二组的线圈是除了上述第一组以外的线圈。上述第一边界是上述第一部分和上述第二部分的边界。
21.《2》作为本发明的编织方法的一个方式,在上述工序b中,交替地进行将上述第二部分的1个线圈与上述第一组的线圈重叠的步骤和使上述第二组的1个线圈移动的步骤。
22.《3》作为本发明的编织方法的一个方式,在上述工序b中,在将上述第二部分的全
部的线圈与上述第一组的各线圈重叠后,使上述第二组的线圈移动。
23.《4》作为本发明的编织方法的一个方式,在上述工序c中,交替地进行使上述第二组的1个线圈移动的步骤和将上述第三部分的1个线圈与上述第二组的线圈重叠的步骤。
24.《5》作为本发明的编织方法的一个方式,在上述工序c中,在使上述第二组的全部的线圈移动后,将上述第三部分的全部的线圈与上述第二组的各线圈重叠。
25.发明的效果
26.在本发明的编织方法中,不需要用于将折叠的部分的边界配置在前后的针床之间的绕入。因此,本发明的编织方法,与专利文献1的编织方法相比,能有效地在总针组织的筒状编织物上编织皱褶。另外,因为为了形成皱褶所需要的绕入的次数变少,所以可降低施加于编织物的负荷。
27.如在后述的实施方式中表示的那样,在本发明的编织方法中,仅通过将一部分的线圈绕入就能重新设定横移间距。因此,根据本发明的编织方法,可降低与横移间距的重新设定相伴的编织物的负荷。另一方面,在以往技术中,因为重新设定横移间距,所以必须使卡定在横移的针床上的全部的线圈移动。因此,在以往技术中,与线圈的移动相伴的负荷作用的线圈的数量比本发明的编织方法多。
28.如在上述方式《2》的编织方法所示的那样,在工序b中通过交替地进行重叠线圈的形成和线圈的移动,容易没有不良状况地可靠地进行重叠线圈的形成和线圈的移动。另外,也有反复进行这样的规则的编织的编织程序的作成和修正容易这样的优点。
29.根据上述方式《3》的编织方法,在工序b中能使第二组的多个线圈同时移动。其结果,能大幅度地降低在皱褶的形成中所需要的编织工序数量。
30.如在上述方式《4》的编织方法中所示的那样,在工序c中通过交替地进行线圈的移动和重叠线圈的形成,容易没有不良状况地可靠地进行线圈的移动和重叠线圈的形成。另外,也有反复进行这样的规则的编织的编织程序的作成和修正容易这样的优点。
31.根据上述方式《5》的编织方法,在工序c中能使第二组的多个线圈同时移动。另外,如在后述的实施方式中说明的那样,能一次形成全部的重叠线圈。其结果,能大幅度地降低在皱褶的形成中所需要的编织工序数量。
附图说明
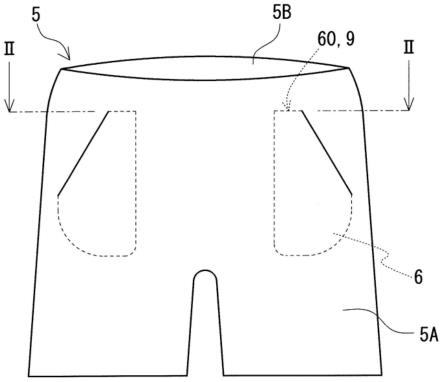
32.图1是有关实施方式的短裤的概略图。
33.图2是图1的ii-ii剖视图。
34.图3是表示有关实施方式的编织方法的概略的第一像图。
35.图4是表示有关实施方式的编织方法的概略的第二像图。
36.图5是表示有关实施方式的编织方法的工序a的一部分的编织工序图。
37.图6是表示有关实施方式的编织方法的工序b的一部分的编织工序图。
38.图7是表示以往的编织方法的概略的像图。
具体实施方式
39.为了实施发明的方式
40.《实施方式1》
41.在实施方式1中,作为具有皱褶9的筒状编织物5的一例,说明具备兜的短裤。当然,具有皱褶9的筒状编织物5并不限定于短裤,也可以是其它针织品,例如短裙等。另外,具有皱褶9的筒状编织物5还可以是汽车的座套等工业材料。
42.图1所示的筒状编织物5通过将前编织物部5a和后编织物部5b连接成筒状形成。作为前编织物部5a具备左右一对兜编织物部6。本例的兜编织物部6将成为兜的底的部分作为始端进行编织。兜编织物部6的编织宽度方向的两端与前编织物部5a连续。因此,兜编织物部6和前编织物部5a的边界构成兜的开口的边缘部。兜编织物部6的上端60,如图2的剖视图所示,在折回到兜的内部的状态下与前编织物部5a接合。
43.通过将兜编织物部6的上端60折回形成的皱褶9,成为具备外层91、中间层92和内层93的三层构造。外层91由前编织物部5a构成。中间层92由兜编织物部6的前侧的编织物部构成。内层93由兜编织物部6的后侧的编织物部构成。
44.基于图3~图6说明用于由4张针床横编机形成皱褶9的的具体的编织方法。图3、4是示意性地表示形成皱褶9的步骤的像图。图3、4的看法与作为以往图的图7相同。
45.图3的s1、s2与图7的s1、s2相同。在本例中,fd是第一针床,bd是第二针床,fu是第三针床,bu是第四针床。在s1中,成为外层91(图2)的第一部分11、成为中间层92(图2)的第二部分12和成为内层93的第三部分13卡定在fd的编织针上。在s2中,使第二部分12和第三部分13成为抽针状态(工序a)。本例的抽针状态是将线圈卡定在每隔一针的编织针上的状态。即,在邻接的2个线圈之间配置了1个空针。
46.在本例中,不进行图7的s3的那样的通过绕入进行的筒状编织物5的旋转地开始皱褶9(图2)的形成。首先,为了方便,将第一部分11的多个线圈区分为第一组g1的线圈和第二组g2的线圈。本例的第一组g1,从第一边界1a看是第偶数个的线圈。第二组g2是第一组g1以外的线圈。也可以与本例不同,第一组g1从第一边界1a看是第奇数个的线圈。
47.在s3中,使第二部分12和第三部分13向bu移动。在s4中,使bd、bu向左方向横移,通过将第二部分12的左侧的端部线圈3(参照s3)与第一组g1的右侧的端部线圈31(参照s3)重叠,形成重叠线圈4。端部线圈3是第二部分12的线圈之中的与第一边界1a最近的线圈。端部线圈31是第一组g1的线圈之中的与第一边界1a最近的线圈。另外,在s4中,使第二组g2的右侧的端部线圈32向位于重叠线圈4的上部的fu的编织针移动。端部线圈32是第二组g2的线圈之中的与第一边界1a最近的线圈。在此s4中还使第二编织物部2中的编织宽度方向的左侧的端部线圈向fd绕入。另一方面,右侧的端部线圈没有向bd绕入。关于此s4的具体的编织工序,参照图5后述。由端部线圈3和端部线圈31构成的重叠线圈4由二重圆圈表示。
48.在s5中,进行与s4同样的编织。在进行s5的编织时,将s4中的卡定在bu上的第二部分12的线圈之中的与第一边界1a(参照s3)最近的左端的线圈作为第二部分12的端部线圈3。另外,将卡定在fd上的第一部分11的线圈之中的除了重叠线圈4以外与第一边界1a(参照s3)最近的线圈作为第二组g2的端部线圈32。
49.在s6、s7中,在横移间距迎接界限之前,重新设定横移间距。在s6中,使卡定在bu上的全部的线圈向fd移动。在s4、s5中,因为通过使端部线圈32向fu移动在fd上形成了空针,所以能使第二部分12的线圈向那些空针移动。由此s6,筒状编织物5成为呈环状地卡定在fd和bd上的状态。
50.在s7中,通过绕入使筒状编织物5向顺时针方向旋转。伴随着绕入,bd、bu向右方向
横移。也就是说,不是如以往技术的图7的s7的那样使卡定在bd上的全部的线圈向fu移动,而是通过少的次数的绕入重新设定横移间距。
51.以后,在s6中使从bu向fd移动了的多个线圈向bu返回,直到第二部分12的线圈全部与第一组g1的线圈重叠为止s4,反复进行与s5同样的编织。第二部分12的处理结束,在图4的s8中表示将筒状编织物5向逆时针方向进行了旋转的状态。
52.从s8的状态开始将第三部分13与第一部分11重叠的操作。因为在直到s8为止的期间bd、bu向左方向横移,所以重新设定横移间距。在s9中,使卡定在bu上的全部的线圈向fd移动。此时,将第三部分13的线圈配置在形成在重叠线圈4的右侧的空针上。在s10中,通过绕入使筒状编织物5向顺时针方向旋转,重新设定横移间距。
53.在s11中,在使在s9中向fd移动了的线圈向bu返回后,使第二组g2的左侧的端部线圈33(参照s10)向与第二边界1b最近的fd的编织针移动。端部线圈33是第二组g2的线圈之中的与第二边界1b最近的线圈。进而在s11中,将第三部分13的左侧的端部线圈34(参照s10)与返回到fd的第二组g2的端部线圈33重叠。端部线圈34是第三部分13的线圈之中的与第二边界1b(参照s10)最近的线圈。由线圈33和线圈34构成的重叠线圈40形成在两个重叠线圈4之间。关于此s11的具体的编织工序,参照图6后述。
54.在s11以后,反复进行与s11同样的编织。在s12中,由直线箭号表示进行了s11同样的编织时的线圈的运动。通过进行s12,如s13所示,在第一编织物部1的编织宽度内形成皱褶9。此皱褶9与图2的纸面右侧的皱褶9相同,具有s字状的三层构造。
55.根据以上说明的本发明的编织方法,与专利文献1的编织方法相比能简单地形成皱褶9。
56.第一,如图3所示,在开始皱褶9的形成之前不需要使筒状编织物5绕入。
57.第二,如图3的s7及图4的s10所示,仅通过使编织宽度方向的两端部的一部分的线圈绕入就能重新设定横移间距。与此相对,如图7的s7所示,在以往技术中,需要使卡定在bd上的全部的线圈移动,相对于筒状编织物5的负荷大。
58.接着,参照图5,说明图3的s4的编织重叠线圈4的步骤。图5的“t 数字”表示编织工序的序号。图5的黑点表示编织针,大写字母表示fd、fu的编织针的位置。圆圈标记表示线圈,二重圆圈表示重叠线圈。直线箭号表示线圈的移动。图5的符号表示的结构与图3的符号表示的结构相同。
59.在t0中,表示与图3的s2对应的线圈的卡定状态。具体地说,第一部分11的线圈从fd的编织针c卡定在编织针h上,第二部分12的线圈卡定在fd的编织针i、k、m上,第三部分13的线圈卡定在fd的编织针o、q、s上。卡定在fd的编织针t、u、v上的线圈是主体端部14的线圈。在图5中,为了说明的方便,与图3的s2相比,第一部分11、第二部分12及第三部分13的线圈数量变少。
60.在t1中,使第二部分12、第三部分13和主体端部14的线圈向bu移动。在t2中,使bd和bu向左方向横移2个间距,将第二部分12的端部线圈3(参照t1)与第一组g1的端部线圈31重叠。其结果,在fd的编织针g中形成重叠线圈4。在t2中,进一步使第二编织物部2的线圈20向fu的编织针f移动,在bd上形成移圈用的空针。
61.在t3中,使bd、bu向右方向横移2个间距,使第一部分11的第二组g2的线圈32向bd的空针移动。在t4中,使bd、bu向左方向横移1个间距,使线圈32向fu的编织针g移动。在t5
中,使卡定在fu的编织针f上的线圈20向原来的位置返回。
62.如图5所示,通过交替地一个一个地进行重叠线圈4的形成和第二组g2的端部线圈32的移动,难以产生编织线缠绕这样的不良状况。在此情况下,由于编织动作简单,所以容易作成和修正编织程序。
63.在此,也可以与本例不同,在形成了全部的重叠线圈4后,使bd中的每隔一个的多个线圈向fu退避,进行第二组g2的端部线圈32的移动。在此情况下,能使第二组g2的多个线圈同时移动。其结果,用于形成皱褶9的编织效率提高。
64.参照图6,说明图4的s11的编织重叠线圈40的步骤。图6的看法与图5相同。在图6中,省略bd和bu的横移。图6的符号表示的结构与图4的符号表示的结构相同。
65.在图6的t10中,表示与图4的s8对应的线圈的卡定状态。在t11中,使第二编织物部2的线圈21向fu的编织针b移动,在bd上形成空针。在t12中,使第二组g2的端部线圈33经由bd的空针向fd的编织针d移动。t13在中,将第三部分13的端部线圈34与第二组g2的端部线圈33重叠。其结果,在fd的编织针d上形成重叠线圈40。在t13中,进一步使卡定在fu的编织针b上的线圈21向原来的位置返回。
66.如图6所示,通过交替地一个一个地进行第二组g2的端部线圈33的向原来的位置的移动和重叠线圈40的形成,难以产生编织线缠绕这样的不良状况。在此情况下,由于编织动作简单,所以容易做成和修正编织程序。
67.在此,也可以与本例不同,在使第二组g2的全部的线圈向fd移动后,进行重叠线圈40的形成。在此情况下,能使第二组g2的多个线圈同时移动。另外,也能一次形成全部的重叠线圈40。其结果,用于形成皱褶9的编织效率提高。
68.《实施方式2》
69.在实施方式1中,说明了仅在第一编织物部1形成皱褶9的步骤。与此相对,也可以除了在第一编织物部1以外在第二编织物部2也形成皱褶9。在第二编织物部2形成皱褶9情况下,可以在第二编织物部2规定第一部分11、第二部分12及第三部分13,进行图3、4所示的步骤。
70.此外,也可以使用2张针床横编机进行与实施方式1、2同样的编织。在此情况下,第一编织物部1和第二编织物部2做成将1个空针配置在邻接的线圈之间的抽针状态。在工序b中,第二部分12和第三部分13做成将三个空针配置在邻接的线圈之间的抽针状态。在工序b中,第二组g2的线圈向第二编织物部2的编织宽度内的空针退避。
71.【符号的说明】
72.1:第一编织物部
73.1a:第一边界,1b第二边界
74.11:第一部分,12:第二部分,13:第三部分,14:主体端部
75.g1:第一组,g2:第二组
76.2:第二编织物部
77.20、21:线圈
78.3、31、32、33、34:端部线圈
79.4、40:重叠线圈
80.5:筒状编织物
81.5a:前编织物部,5b:后编织物部
82.6:兜编织物部
83.60:上端
84.9:皱褶
85.91:外层,92:中间层,93:内层。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。