1.本发明涉及一种卸垛机,特别涉及一种多工位扫罐装置、全自动卸垛机及全自动卸垛机的卸垛方法,属于卸垛机技术领域。
背景技术:
2.卸垛机用于食品饮料行业、化工行业等;配套于三合一灌装线等,对各类瓶罐箱包进行码垛。码垛机自动运行分为自动进箱、转箱、分排、成堆、移堆、提堆、进托、下堆、出垛等步骤。
3.随着灌装技术的升级,目前饮料类灌装线的速度已超过2000件/分钟,但是由于运动时序的不理想,目前市面上的卸垛机速度大都不能满足相应得需求。
技术实现要素:
4.本发明的目的在于提供一种多工位扫罐装置、全自动卸垛机及全自动卸垛机的卸垛方法,以克服现有技术中的不足。
5.为实现前述发明目的,本发明采用的技术方案包括:
6.本发明实施例提供了一种多工位扫罐装置,其包括至少两个扫罐机构和传动机构;所述扫罐机构包括相互配合的第一扫罐组件和第二扫罐组件;所述传动机构与至少两个所述扫罐机构传动连接,用于驱使所述扫罐机构在等候位置和工作位置之间移动,所述等候位置和工作位置间隔分布,当任一扫罐机构到达工作位置时,其中的第一扫罐组件和第二扫罐组件能够沿设定方向相对运动并在两者间距达到一设定值时形成一夹持结构,以夹持一个或多个目标罐体。
7.本发明实施例还提供了一种全自动卸垛机,其包括卸垛机本体和多工位扫罐装置。
8.本发明实施例还提供了一种全自动卸垛机的卸垛方法,所述全自动卸垛机的卸垛方法是基于所述全自动卸垛机实施的,所述的全自动卸垛机的卸垛方法包括:
9.(1)通过运输装置将满垛输送至第一输送机构,所述第一输送机构将满垛输送至第二输送机构,由第二输送机构将满垛输送至主提升机,主提升机将满垛输送至预定位置;
10.(2)在满垛到达预定位置后,所述自动取盖板模组将满垛顶部的盖板吸取至盖板放置区内,当盖板放置区内的盖板满一垛时,通过运输装置将盖板运走;
11.(3)通过隔层纸回收模组将满垛中的隔层纸运输至隔层纸回收提升机处,隔层纸回收提升机随着隔层纸的放置而下降,当隔层纸满一垛时,由运输装置将隔层纸运走;
12.(4)当满垛最上层的隔层纸取走后,所述主提升机将满垛提升至扫罐高度,通过多工位扫罐装置中的第一扫罐机构将第一层罐子扫至第三输送机构,由第三输送机构将罐子输送至下段输送线;
13.(5)再次通过隔层纸回收模组将满垛中的隔层纸运输至隔层纸回收提升机处,所述主提升机将满垛提升至扫罐高度,通过多工位扫罐装置中的扫罐机构将第一层罐子扫至
第三输送机构,由第三输送机构将罐子输送至下段输送线,重复上述步骤,直至满垛中的罐子都被扫入第三输送机构;
14.(6)主提升机将满垛剩下的空栈板输送至第二输送机构,由第二输送机构将空栈板输送至第四输送机构,通过空栈板堆叠提升机将空栈板堆叠,当空栈板堆叠至一定数量时,由运输机构将空栈板运走。
15.与现有技术相比,本发明的优点包括:
16.1.本发明实施例提供的多工位扫罐装置,使用三工位循环的方式扫罐,大大减小了扫罐循环的时间,进一步提高卸垛速度。
17.2.本发明实施例提供的多工位扫罐装置,通过固定扫罐组件和活动扫罐组件对罐子夹持,保证快速扫罐的同时不倒罐。
18.3.本发明实施例提供的全自动卸垛机,能够自动取盖板,自动收取隔层纸,以及完成空栈板的堆叠,提高扫罐效率。
19.4.本发明实施例提供的全自动卸垛机的卸垛方法简单,提高了扫罐速度。
附图说明
20.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
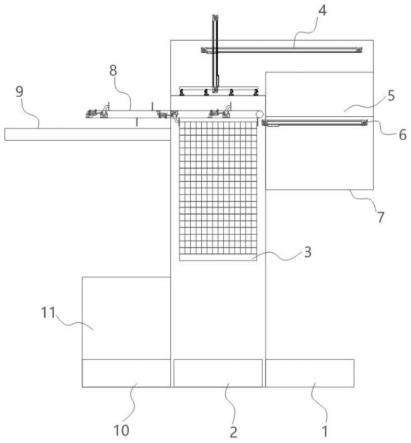
21.图1为本发明一典型实施例中提供的一种全自动卸垛机的结构示意图;
22.图2为本发明一典型实施例中提供的一种全自动卸垛机的运转原理图;
23.图3为本发明一典型实施例中提供的一种多工位扫罐装置的结构示意图;
24.图4为本发明一典型实施例中提供的一种多工位扫罐装置中第二扫罐活动件的结构示意图;
25.图5为本发明一典型实施例中提供的一种多工位扫罐装置中第二扫罐固定件的结构示意图;
26.图6为本发明一典型实施例中提供的一种全自动卸垛机中隔层纸回收模组的结构示意图;
27.图7为本发明一典型实施例中提供的一种全自动卸垛机中自动取盖板模组的结构示意图;
28.图8为本发明一典型实施例中提供的一种全自动卸垛机中支架的结构示意图;
29.附图标记说明:1、第一输送机构;2、第二输送机构;3、主提升机;4、自动取盖板模组;401、固定件;402、第一驱动件;403、第一运动电缸;404、第二驱动件;405、第二运动电缸;406、支架;4061、盖板吸盘;5、盖板放置区;6、隔层纸回收模组;601、第三驱动件;602、吸盘支撑件;603、隔层纸吸盘;604、第四驱动件;605、移动件;606、导轨;7、隔层纸回收提升机;8、多工位扫罐装置;801、第五驱动件;802、链条输送组件;803、第一扫罐活动件;804、第一扫罐固定件;805、第二扫罐活动件;8051、第一固定连接件;8052、第一支撑件;8053、第六驱动件;8054、推动件;8055、连接件;8056、活动扫罐组件;8057、转轴;806、第二扫罐固定件;8061、第二固定连接件;8062、第二支撑件;8063、固定扫罐组件;807、第三扫罐活动件;
808、第三扫罐固定件;9、第三输送机构;10、第四输送机构;11、空栈板堆叠提升机。
具体实施方式
30.鉴于现有技术中的不足,本案发明人经长期研究和大量实践,得以提出本发明的技术方案。如下将对该技术方案、其实施过程及原理等作进一步的解释说明。
31.本发明实施例提供了一种多工位扫罐装置,其包括:至少两个扫罐机构和传动机构;所述扫罐机构包括相互配合的第一扫罐组件和第二扫罐组件;所述传动机构与至少两个所述扫罐机构传动连接,用于驱使所述扫罐机构在等候位置和工作位置之间移动,所述等候位置和工作位置间隔分布,当任一扫罐机构到达工作位置时,其中的第一扫罐组件和第二扫罐组件能够沿设定方向相对运动并在两者间距达到一设定值时形成一夹持结构,以夹持一个或多个目标罐体。
32.在一具体实施方式中,所述等候位置为一个或多个,所述工作位置为一个,当任一扫罐机构到达工作位置时,其余扫罐机构均处于等候位置。
33.在一具体实施方式中,所述多工位扫罐装置包括至少三个扫罐机构。
34.在一具体实施方式中,所述传动机构用于驱使所述扫罐机构沿一设定移动路径回转移动,所述等候位置和工作位置间隔分布在所述移动路径上。
35.在一具体实施方式中,所述第一扫罐组件为固定扫罐组件,所述第二扫罐组件为活动扫罐组件,所述活动扫罐组件能够在驱动机构驱使下沿设定方向往复移动。
36.在一具体实施方式中,所述传动机构包括链条输送组件,至少所述两个扫罐机构间隔连接在其中的链条上,所述链条输送组件由动力组件驱动。
37.本发明实施例还提供了一种全自动卸垛机,具有卸垛机本体和多工位扫罐装置。
38.在一具体实施方式中,所述卸垛机本体包括主提升机,所述主提升机用于将满垛提升至预定高度,所述满垛包括分层堆垛在栈板上的多个罐体,所述满垛顶端设置有盖板,且所述满垛中各层罐体之间及顶层罐体与盖板之间还经隔层纸分隔。
39.在一具体实施方式中,所述卸垛机本体还包括:自动取盖板模组,用于在所述主提升机将满垛提升至取盖板高度时,将所述盖板移离满垛顶端。
40.在一具体实施方式中,隔层纸回收模组,用于在所述主提升机将满垛提升至取隔层纸高度时,将所述隔层纸从满垛中移除。
41.在一具体实施方式中,所述自动取盖板模组包括固定件、第一运动电缸和第二运动电缸,所述第一运动电缸固定设于所述固定件,所述第一运动电缸设置有第一驱动件,所述第一运动电缸可移动设置有所述第二运动电缸,所述第一驱动件驱动所述第二运动电缸沿所述第一运动电缸方向移动,所述第二运动电缸设置有第二驱动件,所述第二运动电缸端部设置有支架,所述支架上设置有盖板吸盘,所述第二驱动件驱动所述第二运动电缸沿第二运动电缸的轴向方向运动。
42.在一具体实施方式中,所述隔层纸回收模组包括第三驱动件、移动件和第四驱动件,所述第三驱动件可移动设置有所述移动件,所述移动件固设有所述第四驱动件,所述第四驱动件的驱动端连接有吸盘支撑件,所述吸盘支撑件的表面固设有隔层纸吸盘。
43.本发明实施例还提供了一种全自动卸垛机的卸垛方法,所述全自动卸垛机的卸垛方法是基于所述全自动卸垛机实施的,所述的全自动卸垛机的卸垛方法包括:
44.(1)通过运输装置将满垛输送至第一输送机构,所述第一输送机构将满垛输送至第二输送机构,由第二输送机构将满垛输送至主提升机,主提升机将满垛输送至预定位置;
45.(2)在满垛到达预定位置后,所述自动取盖板模组将满垛顶部的盖板吸取至盖板放置区内,当盖板放置区内的盖板满一垛时,通过运输装置将盖板运走;
46.(3)通过隔层纸回收模组将满垛中的隔层纸运输至隔层纸回收提升机处,隔层纸回收提升机随着隔层纸的放置而下降,当隔层纸满一垛时,由运输装置将隔层纸运走;
47.(4)当满垛最上层的隔层纸取走后,所述主提升机将满垛提升至扫罐高度,通过多工位扫罐装置中的第一扫罐机构将第一层罐子扫至第三输送机构,由第三输送机构将罐子输送至下段输送线;
48.(5)再次通过隔层纸回收模组将满垛中的隔层纸运输至隔层纸回收提升机处,所述主提升机将满垛提升至扫罐高度,通过多工位扫罐装置中的扫罐机构将第一层罐子扫至第三输送机构,由第三输送机构将罐子输送至下段输送线,重复上述步骤,直至满垛中的罐子都被扫入第三输送机构;
49.(6)主提升机将满垛剩下的空栈板输送至第二输送机构,由第二输送机构将空栈板输送至第四输送机构,通过空栈板堆叠提升机将空栈板堆叠,当空栈板堆叠至一定数量时,由运输机构将空栈板运走。
50.如下将结合附图对该技术方案、其实施过程及原理等作进一步的解释说明,除非说明的之外,本发明实施例中的各组成部件的材质可以是本领域技术人员已知的,各部件的尺寸参数等均可以根据具体情况进行调整,在此不做具体的限定。
51.实施例1:
52.一种多工位扫罐装置,通过多工位循环扫罐,大大减少了扫罐循环的时间,进一步提高卸垛速度。
53.多工位扫罐装置包括:驱动机构,驱动机构可以是旋转驱动机构,例如电机,如图3,驱动机构为第五驱动件801。
54.具体的,传动机构,其中传动机构可以是链条传动件或带传动件,驱动机构与传动机构连接,通过驱动机构带动传动机构转动。并且,传动机构形成一循环的传输路径。如图3,传动机构为链条输送组件802,位于链条输送组件802的一侧设置第五驱动件801,通过第五驱动件801带动链条输送组件802转动。
55.具体的,扫罐机构设置在链条输送组件802,且扫罐机构至少设置有两个扫罐机构,链条输送组件802带动多个扫罐机构循环转动,以保证扫罐机构的循环扫罐,优选的,在链条输送组件802上应设置三个扫罐机构,防止扫罐机构在循环期间出现空档期。传动机构驱使扫罐机构在等候位置和工作位置之间移动,等候位置和工作位置间隔分布,当任一扫罐机构到达工作位置时,其中的第一扫罐组件和第二扫罐组件能够沿设定方向相对运动并在两者间距达到一设定值时形成一夹持结构,以夹持一个或多个目标罐体,扫罐机构包括相互配合的第一扫罐组件和第二扫罐组件,第一扫罐组件为固定扫罐组件,所述第二扫罐组件为活动扫罐组件,所述活动扫罐组件能够在驱动机构驱使下沿设定方向往复移动。
56.具体的,固定扫罐组件固定设置在链条输送组件802,可以将固定扫罐组件理解为扫罐机构的固定夹持端,活动扫罐组件可转动设置在链条输送组件802,当对应的扫罐机构需要扫罐时,活动扫罐组件和固定扫罐组件形成夹持区域,用来扫罐;当对应的扫罐机构不
需要扫罐时,活动扫罐组件转动进一步隐藏,使活动扫罐组件和固定扫罐组件无法形成夹持区域。
57.具体的,链条输送组件802设置有第一扫罐机构、第二扫罐机构和第三扫罐机构,其中,第一扫罐机构、第二扫罐机构和第三扫罐机构结构相似。
58.具体的,第一扫罐机构、第二扫罐机构和第三扫罐机构间隔设置在链条输送组件,以形成循环扫罐机构。
59.具体的,第一扫罐机构包括第一扫罐活动件803和第一扫罐固定件804,第一扫罐活动件803与第一扫罐固定件804间隔设置于传动机构,使第一扫罐活动件803和第一扫罐固定件804之间形成夹持罐子的区域。
60.具体的,第二扫罐机构包括第二扫罐活动件805和第二扫罐固定件806,第二扫罐活动件805与第二扫罐固定件806间隔设置于传动机构,使第二扫罐活动件805和第二扫罐固定件806之间形成夹持罐子的区域。
61.具体的,第三扫罐机构包括第三扫罐活动件807和第三扫罐固定件808,第三扫罐活动件807与第三扫罐固定件808间隔设置于传动机构,使第三扫罐活动件807和第三扫罐固定件808之间形成夹持罐子的区域。
62.具体的,如图4,第二扫罐活动件805包括第一固定连接件8051、活动扫罐组件8056和第六驱动件8053,第一固定连接件8051固定设置在传动机构,第一固定连接件8051可以跟随传动机构运动,第一固定连接件8051设有第一支撑件8052,其中第一支撑件8052成杆状,第一支撑件8052上设置有第六驱动件8053,第六驱动件8053转动设置在第一支撑件8052,如图4,第六驱动件8053可转动设置在第一支撑件8052的中心区域,第六驱动件8053可以是气缸。位于第一支撑件8052转动设置有连接件8055,连接件8055的端部设置有活动扫罐组件8056,活动扫罐组件8056表面设置有两个连接件8055,转轴8057穿过两个连接件8055,第六驱动件8053的驱动端连接有推动件8054,推动件8054与转轴8057可转动连接,当第六驱动件8053推动转轴8057运动,转轴8057进一步推动连接件8055在第一支撑件8052上转动,同时,连接件8055推动活动扫罐组件8056转动,活动扫罐组件8056可以设置成板状。也就是说,可以通过第六驱动件8053驱使活动扫罐组件8056平行于固定扫罐组件8063,此时,活动扫罐组件8056和固定扫罐组件8063之间形成夹持空间,用于扫罐;也可以通过第六驱动件8053驱使活动扫罐组件8056垂直于固定扫罐组件8063,此时活动扫罐组件8056隐藏于传动机构中(可以理解为不从传动机构表面凸出),此时,活动扫罐组件8056和固定扫罐组件8063无法形成夹持空间,此时的扫罐机构也不处于扫罐工作区。
63.具体的,如图5,第二扫罐固定件806包括第二固定连接件8061、第二支撑件8062和固定扫罐组件8063,其中,第二固定连接件8061固定设置于传动机构,第二固连接件8055上固设有第二支撑件8062,第二支撑件8062呈杆状,位于第二支撑件8062上设置有固定扫罐组件8063,其中固定扫罐组件8063呈板状,固定扫罐组件8063与活动扫罐组件8056的形状相同相似。
64.一种全自动卸垛机,具有卸垛机本体和多工位扫罐装置,全自动卸垛机能够自动收取盖板,自动收取隔层纸,以及完成空栈板的堆叠,进一步提高扫罐效率。
65.具体的,全自动卸垛机包括主提升机3,主提升机3至少能够提升满垛,位于主提升机3的底部可以设置第一输送机构1、第二输送机构2和第三输送结构,通过第一输送机构1
和第二输送机构2将满垛传输入主提升机3,由主提升机3对满垛进行提升。其中,在第三输送机构9上还设置有空栈板堆积提升机,通过空栈板堆积提升机将第三输送机构9上的空栈板抬高,以便于后续的空栈板堆积。
66.具体的,全自动卸垛机还包括自动取盖板模组4,满垛的顶部会设置有顶部盖板,对满垛进行扫罐时,需要先将顶部盖板取走,通过自动取盖板模组4将顶部盖板取走,同时,自动取盖板模组4一侧还设置有盖板放置区5,自动取盖板模组4将吸取的盖板放置在盖板放置区5,以便于后期将盖板运走。
67.具体的,隔层纸回收模组6,在满垛中,罐子是一层层的堆叠摆放,在每层罐子之间设置有隔层纸,将每层的罐子隔开,若对满垛进行扫罐,需要事先将罐子上方的隔层纸取出。隔层纸回收模组6设置在多工位扫罐装置的一侧,隔层纸回收模组6第一位置设置有隔层纸回收提升机7,第一位置可以是隔层纸回收模组6的底部,隔层纸回收模组6将回收的隔层纸摆放于隔层纸回收提升机7,以便于后期统一运输。
68.具体的,多工位扫罐装置的一侧设置有第三输送机构9,第三输送机构9用于输送经过多工位扫罐装置输送的罐子。
69.具体的,如图7,自动取盖板模组4包括固定件401、第一运动电缸403和第二运动电缸405,通过第一运动电缸403和第二运动电缸405实现盖板吸盘4061的两个方位的运动,固定架表面固定设置有第一运动电缸403,第一运动电缸403上设置有第一驱动件402,第一运动电缸403上可移动设置有第二运动电缸405,第二运动电缸405沿横向移动,第二运动电缸405的一侧设置有第二驱动件404,第二运动电缸405上设置有支架406,支架406表面固定设置有多个盖板吸盘4061,通过盖板吸盘4061来吸取盖板,其中第二驱动件404驱使支架406沿竖直方向运动。
70.具体的,支架406呈长方体状,支架406的形状与盖板的形状相似,如图8,盖板吸盘4061设置在支架406的边缘,进一步保证盖板吸盘4061稳定吸取盖板,防止盖板在运输途中掉落。
71.具体的,如图6,隔层纸回收模组6包括第三驱动件601、移动件605和第四驱动件604,移动件605可移动设置在第三驱动件601,移动件605的一侧设置在导轨606,防止移动件605在移动过程中出现偏移的现象,在移动件605表面固定设置有第四驱动件604,第四驱动件604可以是气缸,第四驱动件604的驱动端设置有吸盘支撑件602,位于吸盘支撑件602表面设置有多个隔层纸吸盘603,也就是说,通过第三驱动件601驱使移动件605沿导轨606方向移动,进一步带动第四驱动件604和吸盘支撑件602移动,当吸盘支撑件602移动到预定的吸取位置时,通过第四驱动件604驱使吸盘支撑件602向下移动,从而隔层纸吸盘603吸取隔层纸,进一步通过第三驱动件601驱使吸盘支撑件602移动,使吸取的隔层纸堆放至隔层纸回收提升机7。
72.一种全自动卸垛机的卸垛方法,全自动卸垛机的卸垛方法是基于全自动卸垛机实施的,全自动卸垛机的卸垛方法包括:
73.(1)可以通过叉车将满垛输送至第一输送机构1,由第一输送机构1将满垛进一步输送至第二输送机构2,进一步通过第二输送机构2将满垛输送至主提升机3,通过主提升机3将满垛输送至预定位置;
74.(2)当满垛到达预定位置时,自动取盖板模组4通过盖板吸盘4061将满垛顶部的盖
板吸取至盖板放置区5内,当盖板放置区5内的盖板满一垛时,由叉车将盖板运走;
75.(3)通过隔层纸回收模组6将满垛中的隔层纸运输至隔层纸回收提升机7处,隔层纸回收提升机7随着隔层纸的放置而下降,当隔层纸满一垛时,由叉车将隔层纸运走;
76.(4)当满垛最上层的隔层纸取走后,主提升机3将满垛提升至扫罐高度,通过多工位扫罐装置8中的第一扫罐机构将第一层罐子扫至第三输送机构9,由第三输送机构9将罐子输送至下段输送线;
77.(5)再次通过隔层纸回收模组6将满垛中的隔层纸运输至隔层纸回收提升机7处,主提升机3将满垛提升至扫罐高度,通过多工位扫罐装置8中的第二扫罐机构将第一层罐子扫至第三输送机构9,由第三输送机构9将罐子输送至下段输送线,重复上述步骤,直至满垛中的罐子都被扫入第三输送机构9;
78.(6)主提升机3将满垛剩下的空栈板输送至第二输送机构2,由第二输送机构2将空栈板输送至第四输送机构10,通过空栈板堆叠提升机11将空栈板堆叠,当空栈板堆叠至一定数量时,由叉车将空栈板运走。
79.需要说明的是,本发明的扫罐速度可达3600件/分钟,远超现有技术水平。由于现有方案速度已完全满足现有需求,因此罐子完成卸垛后,空栈板的下料和新满垛的上料循环没有采用更为快速的方式。后期卸垛机的需求速度更高时,可以将主提升机结构进行简单的更改,采用两组托杆机构循环升降,空栈板在高空位置直接抓取、放置以及堆叠。这样就可以将空栈板的下料和新满垛的上料循环时间减少50%,以达到更快的速度。此时,卸垛机速度可达3800件/分钟以上。
80.应当理解,上述实施例仅为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。