1.本发明涉及管材制备技术领域,特别是涉及一种结构壁管材及其加工方法。
背景技术:
2.目前,原b型、c型结构壁管材生产工艺复杂,生产效率低,对于有肋管缠绕的管材来说,外层肋管缠绕在基管后,基管因受热收缩,造成肋管下陷,下陷位置壁厚较薄,熔接处的拉伸力低,管材在运输、装卸时容易折断。缠绕过程中的温度不可控,基管与肋管下方两侧容易堆胶,缠绕制作的承插口受生产温度、环境温度以及冷却等情况影响承插口尺寸难以精准控制,容易导致施工安装困难、造成管道渗漏。
技术实现要素:
3.本发明要解决的技术问题是:基管缠绕肋管后熔接处变薄,容易折断。
4.为了解决上述技术问题,本发明提供了一种结构壁管材,其包括基管和单壁波纹管,所述单壁波纹管外表面设有一层包覆层,所述单壁波纹管缠绕在所述基管外,且所述单壁波纹管沿基管的长度方向螺旋延伸,所述单壁波纹管与所述基管通过所述包覆层相固定。
5.进一步地,所述基管和所述包覆层由相同的材料制成,所述包覆层与所述基管熔接。
6.进一步地,所述基管由pb、pe或pp制成。
7.进一步地,所述单壁波纹管的横截面为圆形、三角形或矩形。
8.进一步地,所述基管的长度为2~12m。
9.进一步地,所述基管的厚度为1.5~16mm。
10.一种的结构壁管材的加工方法,其包括以下步骤:
11.s01、通过挤出机挤出基管,对基管进行真空定径和喷淋冷却,利用薄管牵引机对基管牵引;
12.s02、将基管套在钢模上;
13.s03、利用包覆模具在单壁波纹管外包覆一层包覆层,使包覆层处于熔融状态,设单壁波纹管要与基管连接的位置为连接线,利用加热设备对连接线加热,使连接线处于熔融状态,沿着连接线将单壁波纹管螺旋缠绕在基管上。
14.进一步地,在步骤s03中,连接线的加热温度为150~230摄氏度。
15.进一步地,在步骤s03中,所述单壁波纹管的波谷填充有包覆层。
16.本发明实施例一种结构壁管材及其加工方法与现有技术相比,其有益效果在于:通过在单壁波纹管外增加包覆层,确保单壁波纹管在便于缠绕在基管上的同时,单壁波纹管与基管有足够的结合强度,且基管不会因单壁波纹管的下陷而导致局部厚度变薄,保证基管和单壁波纹管整体的强度。
附图说明
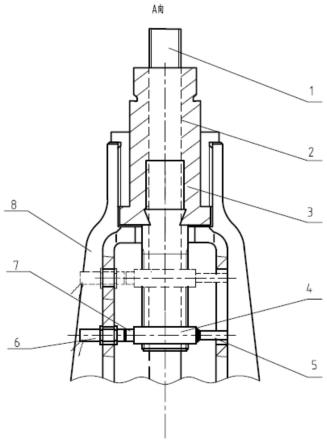
17.图1是本发明一种实施例的结构示意图;
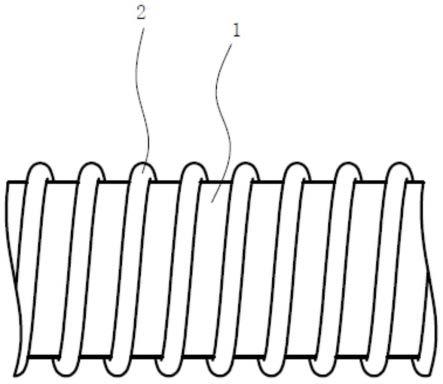
18.图2是单壁波纹管的结构示意图;
19.图3是基管和单壁波纹管的结合图。
20.图中,1、基管;2、单壁波纹管;21、包覆层;3、加热设备;4、包覆模具。
具体实施方式
21.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
22.在本发明的描述中,应当理解的是,本发明中采用术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.如图1-2所示,本发明实施例优选实施例的一种结构壁管材,其包括基管1和单壁波纹管2,所述单壁波纹管2外表面设有一层包覆层21,所述单壁波纹管2以一定的螺距缠绕在所述基管1外,且所述单壁波纹管2沿基管1的长度方向螺旋延伸,所述单壁波纹管2与所述基管1通过所述包覆层21相固定,由于包覆层21具有一定的厚度,包覆层21在作为基管1与单壁波纹管2连接的介质的同时,可以作为基管1的一部分固定在基管1上,从而弥补基管1和单壁波纹管2熔接时,基管1因肋管下陷变薄的问题。单壁波纹管2由于属于波纹管的一种,因此单壁波纹管2便于弯折并缠绕在基管1上,且包覆层21可以填充单壁波纹管2上两个波峰之间的间隙,避免基管1与单壁波纹管2的结合处残留气泡,保证基管1与单壁波纹管2结合牢固。
24.如图1-2所示,所述基管1和所述包覆层21由相同的材料制成,所述包覆层21与所述基管1熔接,确保基管1可以与包覆层21更好地结合,既加强了单壁波纹管2与基管1的结合,结合强度高,不存在冷态缠绕成型的应力问题,也更好地熔入基管1中,使基管1与单壁波纹管2的结合处变厚、更牢固。所述基管1由pb、pe或pp制成,所述单壁波纹管2同样由pb、pe或pp中的一种材料制成。
25.如图1所示,所述单壁波纹管2的横截面为圆形、三角形或矩形,由于有包覆层21加强单壁波纹管2和基管1之间的结合,因此单壁波纹管2不限于与单一一种形状。所述基管1的长度为2~12m,所述基管1的厚度为1.5~16mm,在该厚度范围内,可以保证基管1在于单壁波纹管2熔接时,包覆层21足以弥补基管1内凹产生的影响。
26.如图1-3所示,一种的结构壁管材的加工方法,其包括以下步骤:
27.s01、通过挤出机挤出基管1,对基管1进行真空定径和喷淋冷却,利用薄管牵引机对基管1牵引;s02、将基管1套在钢模上,钢模涨紧后的外径正好与基管1的内径紧密配合,可以防止基管1在熔接时打滑,同时钢模对基管1起到支撑作用;s03、利用包覆模具4在单壁波纹管2外包覆一层包覆层21,使包覆层21处于熔融状态,设单壁波纹管2要与基管1连接的位置为连接线,利用加热设备3对连接线加热,使连接线处于熔融状态,沿着连接线将单壁波纹管2螺旋缠绕在基管1上,加热设备3可以为热风枪或红外线加热器。
28.在步骤s03中,连接线的加热温度为150~230摄氏度,在该温度下,可以确保基管1
连接线的位置处于熔融状态,连接线以为的位置不受过多的影响。所述单壁波纹管2的波谷填充有包覆层21,确保基管1与单壁波纹管2的连接处不会残留气泡。
29.综上,本发明实施例提供一种结构壁管材及其加工方法,其通过在单壁波纹管2外增加包覆层21,确保单壁波纹管2在便于缠绕在基管1上的同时,单壁波纹管2与基管1有足够的结合强度,且基管1不会因单壁波纹管2的下陷而导致局部厚度变薄,保证基管1和单壁波纹管2整体的强度。
30.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
技术特征:
1.一种结构壁管材,其特征在于,包括基管和单壁波纹管,所述单壁波纹管外表面设有一层包覆层,所述单壁波纹管缠绕在所述基管外,且所述单壁波纹管沿基管的长度方向螺旋延伸,所述单壁波纹管与所述基管通过所述包覆层相固定。2.根据权利要求1所述的结构壁管材,其特征在于:所述基管和所述包覆层由相同的材料制成,所述包覆层与所述基管熔接。3.根据权利要求2所述的结构壁管材,其特征在于:所述基管由pb、pe或pp制成。4.根据权利要求1所述的结构壁管材,其特征在于:所述单壁波纹管的横截面为圆形、三角形或矩形。5.根据权利要求1所述的结构壁管材,其特征在于:所述基管的长度为2~12m。6.根据权利要求1所述的结构壁管材,其特征在于:所述基管的厚度为1.5~16mm。7.一种如权利要求1~6任一项所述的结构壁管材的加工方法,其特征在于,包括以下步骤:s01、通过挤出机挤出基管,对基管进行真空定径和喷淋冷却,利用薄管牵引机对基管牵引;s02、将基管套在钢模上;s03、利用包覆模具在单壁波纹管外包覆一层包覆层,使包覆层处于熔融状态,设单壁波纹管要与基管连接的位置为连接线,利用加热设备对连接线加热,使连接线处于熔融状态,沿着连接线将单壁波纹管螺旋缠绕在基管上。8.根据权利要求7所述的一种结构壁管材的加工方法,其特征在于:在步骤s03中,连接线的加热温度为150~230摄氏度。9.根据权利要求7所述的一种结构壁管材的加工方法,其特征在于:在步骤s03中,所述单壁波纹管的波谷填充有包覆层。
技术总结
本发明涉及管材制备技术领域,公开了一种结构壁管材及其加工方法,其包括基管和单壁波纹管,所述单壁波纹管外表面设有一层包覆层,所述单壁波纹管缠绕在所述基管外,且所述单壁波纹管沿基管的长度方向螺旋延伸,所述单壁波纹管与所述基管通过所述包覆层相固定。通过在单壁波纹管外增加包覆层,确保单壁波纹管在便于缠绕在基管上的同时,单壁波纹管与基管有足够的结合强度,且基管不会因单壁波纹管的下陷而导致局部厚度变薄,保证基管和单壁波纹管整体的强度。体的强度。体的强度。
技术研发人员:韩红明 林细勇 张健生 田从陆 周俊迎
受保护的技术使用者:日丰企业(佛山)有限公司 日丰企业集团有限公司
技术研发日:2022.03.21
技术公布日:2022/6/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。