1.本发明涉及塑胶产品生产技术领域,具体是一种用于塑胶产品的自动整形和不良品区分设备及其使用方法。
背景技术:
2.led塑胶套件是led等上的必要部件,其内部内嵌有多个用于固定的螺母,在塑胶套件生产的过程中,需要对塑胶套件上的螺母是否缺失进行检测,以及对产品的曲翘进行整形,进而减少塑胶套件的次品量。
3.中国专利号201410173992.8本发明的一种自动整形设备属于机械加工制造设备技术领域,特别是用于铸件、农用机零部件的整形加工的技术领域。本发明的自动整形设备包括多组液压缸系统,多组液压缸系统在控制系统的控制下,可从不同方向对工件进行平整加工,使工件的形状符合相关的技术要求。本发明的技术方案具有机械结构简单、可自动对工件或产品进行多面加工整形等特点。
4.中国专利号200910031797.0本发明涉及一种薄壁产品翘曲边缘整形机及整形方法,其特征在于包括机架、控制系统、工作台板、定模,在定模上至少设有一个传感器,至少一套动模整形机构装置在定模四周,顶出机构装置在定模下方的机架上,顶杆的端头贴靠在定模的边缘。
5.现有技术的塑胶产品的检测效率较低,导致塑胶产品的生产效率降低;且对塑胶产品进行检测后还需要另一台设备对塑胶产品进行整形,导致增加了设备的生产成本;并且塑胶产品检测时,需要人为手动区分不良品与合格品,导致浪费了人力。因此,亟需设计一种用于塑胶产品的自动整形和不良品区分设备来解决上述的问题。
技术实现要素:
6.本发明的目的在于提供一种用于塑胶产品的自动整形和不良品区分设备及其使用方法,以解决上述背景技术中提出的检测效率低、同一设备无法实现检测和整形的效果、需要人工分拣浪费人力的问题。
7.本发明的技术方案是:一种用于塑胶产品的自动整形和不良品区分设备,包括机架和设置在机架顶部的检测机构和整形机构,所述检测机构包括上滑轨,所述上滑轨的顶部滑动连接有后横板,所述上滑轨的顶部外壁固定连接有用于后横板往复移动的第一往复机构,所述后横板的底部外壁固定连接有滑轨板,所述滑轨板的一侧滑动连接有翻转机构,所述翻转机构的工作端固定连接有夹持机构,所述机架的顶部外壁固定连接有下滑轨,所述下滑轨的顶部滑动连接有移动板,所述移动板的底部设置有均匀分布的感应器。
8.进一步地,所述机架的顶部外壁固定连接有后立柱,所述后立柱的顶端与上滑轨固定连接,所述后横板的顶部外壁固定连接有后气缸,所述后气缸的输出端与翻转机构固定连接,所述机架的顶部外壁固定连接有用于移动板往复运动的第二往复机构,所述安装架的顶部外壁固定连接有下限位缓冲器,所述下滑轨位于下限位缓冲器之间,所述后立柱
的一侧外壁固定连接有上限位缓冲器,所述上限位缓冲器与后横板相适配,所述机架的顶部外壁固定连接有位置传感器,所述移动板的顶部外壁固定连接有与位置传感器向适配的感应块。
9.进一步地,所述夹持机构包括翻转板,所述翻转板的一侧外壁固定连接有呈对称分布的夹持气缸一,所述夹持气缸一的输出端分别固定连接有夹持板一,所述机架的底部内壁固定连接有安装架,所述安装架的底部外壁固定连接有检测气缸,所述检测气缸的输出端固定连接有升降板,所述感应器固定连接在升降板的顶部。
10.进一步地,所述安装架的顶部外壁固定连接有均匀分布的第二导柱,所述第二导柱通过滑动轴承与升降板滑动连接。
11.进一步地,所述整形机构包括固定在机架顶部的前立柱,所述前立柱的顶端固定连接有前横板,所述前横板的顶部外壁固定连接有前气缸,所述前气缸的输出端贯穿前横板固定连接有压板,所述压板的底部外壁固定连接有呈对称分布的夹持气缸二,所述夹持气缸二的输出端固定连接夹持板二。
12.进一步地,所述移动板的顶部外壁固定连接有支撑块,所述支撑块的顶部外壁开有配合槽。
13.进一步地,所述压板的顶部外壁固定连接有第一导柱,所述第一导柱活动插接于前横板的内部。
14.进一步地,所述机架的内部设置有滑板,所述滑板的两侧外壁均通过轴承连接有滑件,所述机架的两侧内壁固定连接有竖滑轨,其中所述滑件分别与竖滑轨滑动连接,所述机架的两侧内壁固定连接有横滑轨,另外所述滑件分别与横滑轨滑动连接,所述机架的一侧内壁固定连接有推拉气缸,所述推拉气缸的输出端与滑件固定连接,所述滑板的底部设置有次品区。
15.进一步地,所述机架的内部设置有控制箱,所述机架的一侧外壁固定连接有显示屏,所述显示屏、位置传感器和感应器分别通过导线与控制箱通过导线呈电性连接。
16.一种用于塑胶产品的自动整形和不良品区分设备的使用方法,包括以下步骤:
17.s1.通过夹持气缸一带动夹持板一进行运动,使得夹持板一对机械手呈递的塑胶产品进行夹持固定,然后通过第一往复机构带动后横板和塑胶产品进行移动;
18.s2.通过翻转机构对翻转板进行转动,使得塑胶产品呈水平状态,通过后气缸带动翻转机构和塑胶产品进行运动,使得翻转机构在滑轨板一侧进行向下滑动,并使得塑胶产品的四角位于支撑块的配合槽内部;
19.s3.通过检测气缸带动升降板进行运动,使得升降板上的感应器与塑胶产品进行接触,通过控制箱控制感应器对产品进行检测有无缺少螺母,待检测完成后检测气缸复位,同时第二往复机构带动移动板进行移动至压板的底部;
20.s4.通过前气缸带动压板进行向下移动,使得压板通过压力对塑胶产品进行整形,整形结束后通过夹持气缸二带动夹持板二对塑胶产品进行夹持;
21.s5.通过前气缸带动塑胶产品进行向上移动,然后利用第二往复机构带动移动板进行复位;
22.s5.1.若感应器检测塑胶产品无缺少螺母,通过夹持气缸二带动夹持板进行复位,使得塑胶产品通过滑板进行滑落;
23.s5.2.若感应器检测塑胶产品为缺少螺母的不良品,通过推拉气缸带动滑板进行运动,使得滑板通过横滑轨和竖滑轨进行翻转,然后通过夹持气缸二带动夹持板进行复位,使得不良的塑胶产品落在次品区。
24.本发明通过改进在此提供一种用于塑胶产品的自动整形和不良品区分设备,与现有技术相比,具有如下改进及优点:
25.(1)本发明利用第一往复机构带动夹持机构进行移动,使得夹持机构能够对机械手呈递的塑胶产品进行固定,然后再通过翻转机构对塑胶产品进行翻转,使得检测气缸能够带动多个感应器对塑胶产品上的螺母是否缺失进行检测,使得机械手与检测机构之间能够进行无缝衔接,整个检测过程无需人为干预,因此实现了塑胶产品检测效率高的效果。
26.(2)本发明利用第二往复机构带动移动板和塑胶产品移动至压板的底部,使得前气缸能够带动压板对塑胶产品进行整形,进而实现一台设备能够实现塑胶产品的检测与整形的效果,进而减少了设备的成产成本。
27.(3)本发明利用推拉气缸带动滑板进行翻转运动,进而实现检测出不良的塑胶产品与合格的塑胶产品进行自动区分,因此实现了节约塑胶产品区分时节约人力的效果。
28.(4)本发明利用位置传感器对移动板上的感应块进行检测,使得移动板在运动时位置确定的更加的精确,因此实现了设备对塑胶产品进行检测和整形时稳定可靠的效果。
附图说明
29.下面结合附图和实施例对本发明作进一步解释:
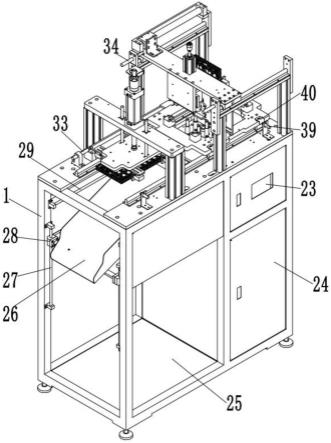
30.图1是本发明的整体结构示意图;
31.图2是本发明的移动板结构示意图;
32.图3是本发明的上滑轨结构示意图;
33.图4是本发明的滑件结构示意图;
34.图5是本发明的安装架结构示意图;
35.图6是本发明的滑轨板结构示意图;
36.图7是本发明的控制流程图。
37.附图标记说明:
38.1机架、2后立柱、3上滑轨、4后横板、5第一往复机构、6翻转板、7夹持气缸一、8夹持板一、9支撑块、10配合槽、11升降板、12移动板、13安装架、14下滑轨、15第二往复机构、16前立柱、17前横板、18前气缸、19压板、20夹持气缸二、21夹持板二、22第一导柱、23显示屏、24控制箱、25次品区、26滑板、27竖滑轨、28滑件、29横滑轨、30检测气缸、31第二导柱、32推拉气缸、33下限位缓冲器、34上限位缓冲器、35滑轨板、36翻转机构、37感应器、38后气缸、39位置传感器、40感应块。
具体实施方式
39.下面将结合附图1至图7对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
41.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
42.本发明通过改进在此提供一种用于塑胶产品的自动整形和不良品区分设备,如图1-图7所示,包括机架1和设置在机架顶部的检测机构和整形机构,检测机构用于塑胶产品上的螺母是否缺失的检测,整形机构用于对塑胶产品的形变进行整形,检测机构包括上滑轨3,上滑轨3的顶部通过滑块与滑轨配合连接有后横板4,上滑轨3的顶部外壁通过螺栓连接有用于后横板4往复移动的第一往复机构5,第一往复机构5优选型号为cy3r15的无杆气缸,后横板4的底部外壁通过螺栓连接有滑轨板35,滑轨板35的一侧通过滑块与滑轨配合连接有翻转机构36,翻转机构36优选型号为tq-bc32x40l的翻转气缸,翻转机构36的工作端通过螺栓连接有夹持机构,夹持机构用于塑胶产品的夹持,利用第一往复机构5带动夹持机构进行移动,使得夹持机构能够对机械手呈递的塑胶产品进行夹持,使得机械手臂与检测机构之间能够进行无缝衔接,机架1的顶部外壁通过螺栓连接有下滑轨14,下滑轨14的顶部通过滑块与滑轨配合连接有移动板12,移动板12的底部设置有均匀分布的感应器37,感应器37的型号为m30,多个感应器37用于对塑胶产品上的螺母的检测。
43.进一步地,机架1的顶部外壁通过螺栓连接有后立柱2,后立柱2的顶端与上滑轨3通过螺栓连接,后横板4的顶部外壁通过螺栓连接有后气缸38,后气缸38的型号为sc80*50,后气缸38的输出端与翻转机构36通过螺栓连接,机架1的顶部外壁通过螺栓连接有用于移动板12往复运动的第二往复机构15,第二往复机构15优选型号为cy3r20的无杆气缸,安装架13的顶部外壁通过螺栓连接有下限位缓冲器33,下限位缓冲器的型号为33ac0806,下滑轨14位于下限位缓冲器33之间,后立柱2的一侧外壁通过螺栓连接有上限位缓冲器34,上限位缓冲器34的型号为33ac0806,上限位缓冲器34与后横板4相适配,机架1的顶部外壁通过螺栓连接有位置传感器39,位置传感器39的型号为1a12an,移动板12的顶部外壁通过螺栓连接有与位置传感器39向适配的感应块40,使得感应块40与位置传感器39对应时,确定移动板12的位置。
44.进一步地,夹持机构包括翻转板6,翻转板6的一侧外壁通过螺栓连接有呈对称分布的夹持气缸一7,夹持气缸一7的型号为mcd-10,夹持气缸一7的输出端分别通过螺栓连接有夹持板一8,利用多个夹持气缸一7分别带动夹持板一8进行运动,进而使得塑胶产品被夹持固定,机架1的底部内壁通过螺栓连接有安装架13,安装架13的底部外壁通过螺栓连接有检测气缸30,检测气缸30的型号为ma20x40,检测气缸30的输出端通过螺栓连接有升降板11,感应器37通过螺栓连接在升降板11的顶部,利用检测气缸30带动升降板11进行移动,使得升降板11上的感应器37对塑胶产品上的螺母进行检测。
45.进一步地,安装架13的顶部外壁通过螺栓连接有均匀分布的第二导柱31,第二导
柱31通过滑动轴承与升降板11滑动连接,升降板11内部通过螺栓安装滑动轴承,使得升降板11通过第二导柱31上下运动更加的稳定。
46.进一步地,整形机构包括固定在机架1顶部的前立柱16,前立柱16的顶端通过螺栓连接有前横板17,前横板17的顶部外壁通过螺栓连接有前气缸18,前气缸18的型号为sc80*40,前气缸18的输出端贯穿前横板17通过螺栓连接有压板19,利用压板19对塑胶产品通过压力进行整形,压板19的底部外壁通过螺栓连接有四个呈对称分布的夹持气缸二20,夹持气缸二20的型号为mcd-10,夹持气缸二20的输出端通过螺栓连接夹持板二21,利用夹持气缸二20带动夹持板二21对塑胶产品进行夹持固定。
47.进一步地,移动板12的顶部外壁通过螺栓连接有四个支撑块9,四个支撑块9的顶部外壁开有配合槽10,塑胶产品检测时四角放入配合槽10内部。
48.进一步地,压板19的顶部外壁通过螺栓连接有第一导柱22,第一导柱22活动插接于前横板17的内部,利用第一导柱22使得压板19上下运动更加稳定。
49.进一步地,机架1的内部设置有滑板26,利用滑板26的运动实现对合格塑胶产品和不良品进行区分,滑板26的两侧外壁均通过轴承连接有两个滑件28,机架1的两侧内壁固定连接有竖滑轨27,其中两个滑件28分别与两个竖滑轨27滑动连接,机架1的两侧内壁固定连接有横滑轨29,另外两个滑件28分别与两个横滑轨29滑动连接,机架1的一侧内壁通过螺栓连接有推拉气缸32,推拉气缸32的型号为ma50x400,推拉气缸32的输出端与其中一个滑件28通过螺栓连接,利用推拉气缸32带动其中一个滑件28进行运动,进而使得滑板26进行翻转,滑板26的底部设置有次品区25,滑板26进行翻转后可实现塑胶不良品掉落在次品区25。
50.进一步地,机架1的内部设置有控制箱24,控制箱24为设备的控制部分,机架1的一侧外壁通过螺栓连接有显示屏23,利用显示屏23显示设备的工作状态,显示屏23、位置传感器39和感应器37分别通过导线与控制箱24通过导线呈电性连接,使得控制箱24控制位置传感器39和感应器37进行工作。
51.一种用于塑胶产品的自动整形和不良品区分设备的使用方法,包括以下步骤:
52.s1.通过夹持气缸一7带动夹持板一8进行运动,使得夹持板一8对机械手呈递的塑胶产品进行夹持固定,然后通过第一往复机构5带动后横板4和塑胶产品进行移动;
53.s2.通过翻转机构36对翻转板6进行转动,使得塑胶产品呈水平状态,通过后气缸38带动翻转机构36和塑胶产品进行运动,使得翻转机构36在滑轨板35一侧进行向下滑动,并使得塑胶产品的四角位于支撑块9的配合槽10内部;
54.s3.通过检测气缸30带动升降板进行运动,使得升降板上的感应器37与塑胶产品进行接触,通过控制箱24控制感应器37对产品进行检测有无缺少螺母,待检测完成后检测气缸30复位,同时第二往复机构15带动移动板12进行移动至压板19的底部;
55.s4.通过前气缸18带动压板19进行向下移动,使得压板19通过压力对塑胶产品进行整形,整形结束后通过夹持气缸二20带动夹持板二21对塑胶产品进行夹持;
56.s5.通过前气缸18带动塑胶产品进行向上移动,然后利用第二往复机构15带动移动板12进行复位;
57.s5.1.若感应器37检测塑胶产品无缺少螺母,通过夹持气缸二20带动夹持板进行复位,使得塑胶产品通过滑板26进行滑落;
58.s5.2.若感应器37检测塑胶产品为缺少螺母的不良品,通过推拉气缸32带动滑板
26进行运动,使得滑板26通过横滑轨29和竖滑轨27进行翻转,然后通过夹持气缸二20带动夹持板进行复位,使得不良的塑胶产品落在次品区25。
59.本发明的工作原理为:s1.通过四个夹持气缸一7带动四个夹持板一8进行运动,使得四个夹持板一8对机械手呈递的塑胶产品进行夹持固定,然后通过第一往复机构5带动后横板4和塑胶产品进行移动;s2.通过翻转机构36对翻转板6进行转动,使得塑胶产品呈水平状态,通过后气缸38带动翻转机构36和塑胶产品进行运动,使得翻转机构36在滑轨板35一侧进行向下滑动,并使得塑胶产品的四角位于支撑块9的配合槽10内部;s3.通过检测气缸30带动升降板进行运动,使得升降板上的感应器37与塑胶产品进行接触,通过控制箱24控制感应器37对产品进行检测有无缺少螺母,待检测完成后检测气缸30复位,同时第二往复机构15带动移动板12进行移动至压板19的底部;s4.通过前气缸18带动压板19进行向下移动,使得压板19通过压力对塑胶产品进行整形,整形结束后通过夹持气缸二20带动夹持板二21对塑胶产品进行夹持;s5.通过前气缸18带动塑胶产品进行向上移动,然后利用第二往复机构15带动移动板12进行复位;s5.1.若感应器37检测塑胶产品无缺少螺母,通过夹持气缸二20带动夹持板进行复位,使得塑胶产品通过滑板26进行滑落;s5.2.若感应器37检测塑胶产品为缺少螺母的不良品,通过推拉气缸32带动滑板26进行运动,使得滑板26通过横滑轨29和竖滑轨27进行翻转,然后通过夹持气缸二20带动夹持板进行复位,使得不良的塑胶产品落在次品区25。
60.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
