1.本实用新型涉及电池领域,具体涉及一种便于成组的锂离子电池。
背景技术:
2.随着新能源汽车、储能产业迅速发展,新能源市场对锂离子电池的需求量和使用量快速增长,动力电池作为电池系统的重要组成部分,对其研究势在必行。方壳电池作为目前动力电池的三种封装形式之一,大批量地应用于动力、储能以及各种其他领域内,而市场上的所有开发均为电芯开发完成后转到模组系统开发,未有一款真正与模组系统一体化考量的电芯结构,未有一款考虑与箱体一体化防止热失控设计的电芯结构。
3.其中,传统电芯形式在电池系统内高度空间使用有较大的局限,电芯之间需要连接排相互连接,铝排之上需要做绝缘层,而且因为电连接在顶部,需要将电芯顶部绝缘层与电池系统顶部预留一定的空间,防止绝缘失效引起的风险。且现有技术的方壳电芯的防爆阀与顶盖齐平,电芯结构局限了模组系统中热失控时定向排气的设计。
技术实现要素:
4.为此,本实用新型实施例提供一种便于成组的锂离子电池,包括:电芯以及设置在该电芯外的壳体;在该壳体侧边沿设有凹陷结构,该凹陷结构上设有极柱,该极柱包括正极极柱和负极极柱,正极极柱和负极极柱均通过对应不同极柱单独设置的导柄与电芯连接,所述正极极柱和所述负极极柱的表面到凹陷结构底面的距离小于壳体边沿的表面到凹陷结构底面的距离,在壳体边沿上还设有凹槽,该凹槽内设有防爆阀。
5.在其中一个实施例中,防爆阀设置在凹槽的底部。
6.在其中一个实施例中,凹陷结构的深度为δh,该深度的尺寸为3mm≤δh≤100mm;正极极柱和负极极柱与壳体上表面之间的距离为δh1,该距离尺寸为0mm<δh1≤100mm;凹陷结构的长度为δl,该长度尺寸为3mm≤δl≤100mm。
7.在其中一个实施例中,壳体包括壳体主体和设置在壳体主体上的上盖。
8.在其中一个实施例中,壳体相邻两边的结合处分别设有呈l形设置的凹陷结构。
9.在其中一个实施例中,设置在凹陷结构上的正极极柱和负极极柱均呈l形设置。
10.在其中一个实施例中,l形设置的正极极柱和负极极柱垂直于壳体上表面部分与导柄焊接,平行于壳体上表面部分用于在电池成组过程中与汇流排连接。
11.在其中一个实施例中,设置在凹陷结构上的正极极柱和负极极柱均呈柱状设置,其伸出方向为向壳体的外表面伸出。
12.在其中一个实施例中,正极极柱和所述负极极柱的朝向为竖直方向或者水平方向。
13.在其中一个实施例中,凹槽与所述凹陷结构设置在同一条边沿上,并且该凹槽与该凹陷结构之间互相连通。
14.在其中一个实施例中,凹槽与所述凹陷结构互相分立设置。
15.在其中一个实施例中,电芯为叠片电芯或者卷绕电芯。
16.在其中一个实施例中,电芯由若干组极片以叠片形式组成叠片电芯时,每组极片由正极极片、负极极片和设置在正极极片和负极极片之间的隔膜以叠片形式组成,正极极片和负极极片上均设有凸出的极耳。
17.其中,正极极片包括正极活性材料层和设置在正极材料活性材料层侧表面的正极极片箔层,正极极片箔层为铝箔层,该正极极片箔层相对正极活性材料层设置有正极极耳,该正极极耳用于正极极片之间的连接。
18.其中,负极极片包括负极活性材料层和设置在负极材料活性材料层侧表面的负极极片箔层,负极极片箔层为铜箔层,该负极极片箔层相对负极活性材料层设置有负极极耳,该负极极耳用于极片之间的连接。
19.在其中一个实施例中,设置在正极极片上的正极极耳向正极极柱方向偏移;设置在负极极片上的负极极耳向负极极柱方向偏移。
20.在其中一个实施例中,导柄包括与所述极柱连接的第一段和与所述电芯连接的第二段;所述第一段与所述极柱连接,所述第二段与电芯的极耳连接。
21.本实用新型实施例具有如下优点:
22.1、本实用新型通过设置凹陷结构,在凹陷结构上设置极柱,将极柱的空间与电芯内部的导柄以及极耳焊接位置空间进行共用,极大地提高了电芯的体积成组效率。
23.2、本实用新型通过设置凹槽,在凹槽中设置防爆阀,在提高了电芯的体积成组效率的同时,还实现了防止热失控的定向排风消防的设计,极大地提高系统的安全性。
附图说明
24.为了更清楚地说明本实用新型的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
25.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容的能涵盖的范围内。
26.图1为本实用新型实施例1的整体结构示意图;
27.图2为本实用新型实施例1的极柱设置放大示意图;
28.图3为本实用新型实施例1的内部爆炸示意图;
29.图4为本实用新型实施例1的其中第一种导柄结构示意图;
30.图5为本实用新型实施例1的其中第二种导柄结构示意图;
31.图6为本实用新型实施例1的其中第三种导柄结构示意图;
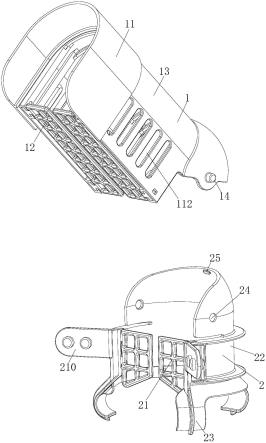
32.图7为本实用新型实施例2的整体结构示意图;
33.图8为本实用新型实施例2的极柱设置放大示意图;
34.图9为本实用新型实施例2的电芯设置示意图;
35.图10为本实用新型实施例2的内部爆炸示意图;
36.图11为本实用新型实施例3的导柄结构示意图;
37.图12为本实用新型实施例3的内部爆炸示意图;
38.图13为本实用新型实施例3的内剖示意图;
39.图14为本实用新型的另一种上盖设置方式示意图。
具体实施方式
40.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
41.实施例1
42.如图1~图6所示,一种便于成组的锂离子电池,包括:电芯以及包覆该电芯的壳体1;壳体1为长方体结构,在该壳体1侧边边沿设有凹陷结构112,该凹陷结构112在该实施例中对称设置,对称设置的凹陷结构112上分别设有极柱111,该极柱111包括正极极柱1111和负极极柱1112,正极极柱1111和负极极柱1112均通过对应不同极柱单独设置的导柄4与电芯连接,所述正极极柱1111和所述负极极柱1112的表面到凹陷结构112底面的距离小于壳体1边沿的表面到凹陷结构112底面的距离,在壳体1上对称设置的凹陷结构112之间还设有凹槽113,该凹槽113内设有防爆阀2。通过设置凹槽113,在凹槽113中设置防爆阀2,在提高了电芯的体积成组效率的同时,还实现了防止热失控的定向排风消防的设计,极大地提高电池成组后的安全性。
43.该凹槽113与凹陷结构112可以连通设置也可以分立设置在该实施例中,凹槽113与凹陷结构112为分立设置。
44.优选地,所述凹槽113设置在所述壳体1上对称设置的凹陷结构112之间的对称中心位置,所述防爆阀2设置在所述凹槽113的底端。
45.凹槽113与凹陷结构112的连通设置的实施方式为,将凹陷结构112和凹槽113两者连通后形成一个更大的槽型结构(图未示),正极极柱1111、负极极柱1112以及防爆阀2相邻设置在该连通后的槽型结构中。
46.优选地,电芯由若干组极片以叠片形式组成叠片电芯,相邻组极片之间设置有隔膜34;每组极片由正极极片311、负极极片312和设置在正极极片311和负极极片312之间的隔膜34,以叠片形式组成,正极极片311和负极极片312上均设有凸出的极片箔层(32、33)。
47.具体地,电芯的结构为:隔膜34、正极极片311、隔膜34、负极极片312、隔膜34按照上述顺序依次循环设置。
48.优选地,正极极片311包括正极活性材料层和设置在正极材料活性材料层侧表面的正极极片箔层,正极极片箔层为铝箔层,该正极极片箔层相对正极活性材料层设置有正极极耳32,该正极极耳32用于正极极片311之间的连接以及正极极片311与导柄4之间的连接。
49.优选地,负极极片312包括负极活性材料层和设置在负极材料活性材料层侧表面
的负极极片箔层,负极极片箔层为铜箔层,该负极极片箔层相对负极活性材料层设置有负极极耳33,该负极极耳33用于负极极片312之间的连接以及负极极片312与导柄4之间的连接。
50.优选地,正极极片311的极片箔层的突出结构向上盖11的方向正极突出设置有正极极耳32,该正极极耳32向正极极柱1111方向偏移;负极极片312的极片箔层上的负极极耳33向上盖11的方向突出设置,该负极极耳33向负极极柱1112方向偏移。
51.优选地,凹陷结构112的深度为δh,该深度的尺寸为3mm<δh≤100mm;正极极柱1111和负极极柱1112与壳体1上表面之间的距离为δh1,该距离尺寸为0mm<δhl≤100mm;所述凹陷结构的长度为δl,该长度尺寸为3mm≤δl≤100mm。
52.优选地,壳体1包括壳体主体12和设置在壳体主体12上的上盖11,上盖11两端分别设有呈l形设置的凹陷结构112,设置在凹陷结构112上的正极极柱1111和负极极柱1112同样呈l形设置。
53.优选地,l形设置的正极极柱1111和负极极柱1112垂直于壳体1上表面部分与导柄4焊接,平行于上表面部分用于在电池成组过程中与汇流排焊接。
54.在本实施例中,上盖还有另一种实施方式,参照图14,该上盖101可以为采用冲压或者弯折的平板型结构,可以进一步提高电芯的空间利用率。
55.进一步优选地,该凹陷结构112包括:设置在上盖11其中一端的第一凹陷结构1121和设置在上盖11另一端的第二凹陷结构1122,正极极柱1111设置在第一凹陷结构1121中,负极极柱1112设置在第二凹陷结构1122中。
56.优选地,导柄4包括与极柱111连接的第一段41和与电芯连接的第二段42。
57.参照图4,导柄呈三段式设置,该导柄4由第一段41、第二段42以及连接第一段41和第二段的42第三段组成,所述第一段、第二段以及第三段相邻边互相垂直设置,其中第一段41与极柱104连接,第二段42与极耳连接。
58.参照图5,导柄4的第一段403与第三段呈l形设置,该第一段与l形设置的极柱22焊接;第二段404与第三段连接,呈t形设置。
59.参照图6在本实施例的另一个实施方式中,导柄4设计为一种两两相互垂直的台阶状结构;其中第一段401与电池极柱22焊接,第二段402与正极(负极)极耳焊接。
60.导柄4和极片箔层通过激光或者超声焊接,完成结构与电气连接。焊接完成的上盖11与正负极片31以及隔膜,整体装入电芯下壳体1,上盖11与下壳体1通过在结合面激光焊接,进行密封。通过将极柱111呈l形设置在l形设置的凹陷结构112中,一方面可以实现最大化利用电池内部空间,实现更大的电池容量的设计;另一方面也可实现电池在即成为电池组系统过程中,电池上表面能够与电池系统的上盖11吻合,实现对电池系统空间的更优的利用,提高电池系统集成的体积效率,并且l形设置的极柱111因为其接触面积更大,在实际使用过程中安全性和稳定性更好。
61.优选地,极柱111由极柱导体21和环绕设置在该极柱导体21侧面的绝缘密封件22组成。极柱导体21和绝缘密封件22均具备l形结构;极柱导体21l形结构中,垂直于电池上表面的部分与极耳41焊接,平行于电池上表面的部分用于在电池成组过程中与汇流排焊接,焊接完成后汇流排的上表面不高于电池的上表面;通过以上设计,一方面可以实现最大化利用电池内部空间设计面积更大的电池正负极极片(51、52),从而实现方壳电池更大容量
设计,另一方面,也可实现电池在集成为电池系统过程中电池上表面能够与电池系统的上盖11贴合,实现对电池系统空间的更优利用,提高电池系统集成的体积效率。
62.本实施例同理可适用于极片31为卷绕形式的方壳电芯。
63.实施例2
64.参照图7~图10,与上述实施例的不同之处在于,该壳体包括壳体主体12和设置在壳体主体12上的上盖11,上盖11两端分别设有呈l形设置的凹陷结构112;但设置在凹陷结构112底部极柱10(正极极柱102和负极极柱103)呈柱状(方形柱、圆形柱和其他柱状结构)设置,其伸出方向为向上盖11的上表面方向伸出。
65.优选地,正极极片311的极片箔层的正极极耳32均朝向其中一侧方向突出设置,通过导柄4与正极极柱102连接;负极极片312的极片箔层的负极极耳33则朝向另一侧方向突出设置,通过导柄4与负极极柱103连接。
66.实施例3
67.参照图11~图13,与上述实施例的不同之处在于,该壳体1包括壳体主体12和设置在壳体主体12上的上盖11,上盖11两端分别设有呈l形设置的凹陷结构112;但设置在凹陷结构112侧边的极柱20(正极极柱201和负极极柱202)呈柱状(方形柱、圆形柱和其他异性柱状结构)设置,其伸出方向为向壳体1的侧表面方向伸出。
68.参照图11,进一步优选地,导柄4由第一段和第二段呈l形设置,其中第一段405与极柱20焊接,第二段406与极耳焊接。
69.更进一步优选地,该导柄4的长度l1不大于壳体1高度,该导柄4宽度w不大于极柱10宽度。
70.本实施例同理可适用于极片31为卷绕形式的方壳电芯。
71.本实用新型提供的方壳电池在串并联组成电池系统时,电池单体串并联使用的铝排可布置在极柱最高点与壳体上表面或者侧表面之间设计预留的空间内,经过这样成组后,壳体上表面或侧表面能够与电池系统上盖或者侧表面贴得更近一些;对比现有的极柱凸出与壳体表面的电池串并联时极柱之间的空间被浪费,电池组成的电池系统空间利用效率显著提升。
72.相比现有技术,本实用新型的空间利用率显著提高,带来电池系统的体积能量效率显著提高。
73.虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。