1.本实用新型属于钢渣综合利用技术领域,具体来说涉及一种制备钢渣磨料的气淬装置。
背景技术:
2.磨料是制造精密产品必不可少的材料,现已成为高新技术产业、机械制造产业中广泛应用的重要材料。磨料有天然和人造之分,一般要求具有较高的硬度、强度,一定的韧性和自锐性,较好的高温稳定性、化学稳定性,且颗粒形状和尺寸均匀等。天然磨料要达到理想的性能一般需要进行二次加工,因此近年来人们更倾向于研究和使用人造磨料。人造磨料需要根据性能要求进行成分与结构设计,并对制备工艺和过程进行精细调控,才能达到磨料的性能设计要求。人造磨料虽然性能较好并被广泛应用,但其原料成本及制备成本较高在一定程度上限制了某些人造磨料的推广和使用。因此,高性能、低成本、环境友好型新一代复合磨抛材料的设计和制备成为人造磨料的发展方向和目标。
3.钢渣作为冶金行业中不可避免的固废,钢渣的高价值化综合利用与改善生态环境、企业收益息息相关。钢渣属于硅酸盐类磨料,含有铁和多种碱性金属,与石榴石磨料的矿物组成相似,其含尘量和游离硅含量较低,对人体和环境影响较小,近几年作为磨料得到广泛研究和关注。饶磊等对钢渣进行硬度、容重、密度等物理性进行能研究,通过开展钢渣磨抛试验,研究其磨抛效果,并与其他常用磨料的效果进行对比。结果表明,炉渣加工效果最好,主要原因是炉渣颗粒具有锋利的尖角和较大的颗粒度。唐欧靖对非金属钢渣磨料材料的基本性能、加工工艺、应用技术、应用性能进行了研究,祥细分析了钢渣的化学成分、硬度、压碎值和颗粒分布,与传统材料进行比对,加工过的钢渣性能与非金属磨料相近,可满足各项技术要求。综上所述,钢渣经加工后颗粒粒度均匀,易形成带有棱角的近似立方体的颗粒,不易粉化,含灰率低,能形成较好的研磨效果,因而是一种非常有潜力的磨抛材料。
4.现有技术中存在有一些专用于处理此类钢渣的文献,如申请号为:2009201872825、名称为熔融钢渣风碎粒化雾化水冷装置的专利文献,该装置的空气喷射器喷射高压空气流与水雾化器喷出的水流汇合形成高速水、气流,使沿流槽倾斜向下流出的钢渣流被击碎、球化后落入水池冷却,最后可作为生产原料回收利用,比如磨料,亦可作为铺路等材料使用。如申请号为:201110381713.3、名称为钢渣球生产设备的专利文献,该装置用高压气水流对流槽中流出的钢渣喷射冷却的粒化系统,所得钢渣球可用于磨料,建筑材料,水处理和脱硫剂等。现有技术中的此类钢渣磨料处理设备虽有报道,但在钢渣磨料领域还远没有达到良好应用的要求,原因在于能够作用磨料的钢渣需要经过细选,且因粒度粗细不均、数量有限,钢渣球在水中易受水中的有害物质侵蚀而降低钢渣渣球的品质;还在于一些深层次的技术理论研究没有突破,钢渣磨料的制粒工艺、结构与性能不能很好地适应磨抛作业,致使其出现应用效果不理想等诸多问题。
技术实现要素:
5.针对现有技术的不足,本实用新型的目的在于提供一种制备钢渣磨料的气淬装置,该气淬装置将直流电弧炉内熔融态钢渣,用高压高速气体射流破碎的方式直接生产气淬钢渣磨料。该气淬钢渣磨料呈单颗粒规则球形、强度高、耐磨、耐蚀、耐高温等特性。既可有效降低工件表面粗糙度,改善工件的表面质量,也为实现钢渣的高附加值利用。
6.本实用新型的目的是通过下述技术方案予以实现的。
7.一种制备钢渣磨料的气淬系统,包括:电弧炉装置、出渣装置、喷吹装置和冷却装置,其中,
8.所述电弧炉装置包括:炉体和炉盖,所述炉体内的底部设置有一阳极,一阴极伸入至所述炉体的炉膛内,所述阳极的顶面与所述阴极的底面之间填充有焦炭;
9.所述出渣装置包括:渣包和渣槽,所述炉体上形成有出渣口,所述渣包的进渣口位于所述炉体的出渣口的下方,所述渣槽倾斜设置,所述渣槽的进渣口与所述渣包连通,所述渣槽的出渣口的高度低于所述渣槽的进渣口的高度;
10.所述喷吹装置包括:压缩机、管道和拉瓦尔喷嘴,所述管道的一端与所述压缩机的排气口连通,另一端安装有所述拉瓦尔喷嘴,所述拉瓦尔喷嘴位于渣槽的出渣口的下方,用于将从所述渣槽的出渣口排出液态渣流碎成球形粉末;
11.所述冷却装置包括:水平设置的滚筒,在所述滚筒上安装有一水夹套,在所述滚筒的一端形成有一进料口,另一端形成有出料口,所述进料口用于接收被所述拉瓦尔喷嘴喷出的球形粉末;在所述出料口的下方设置有一磨料收集器。
12.在上述技术方案中,所述拉瓦尔喷嘴喷射出的气流方向垂直于从所述渣槽的出渣口排出液态渣流的落下方向。
13.在上述技术方案中,在靠近所述出料口一侧的滚筒上形成有一出气口。
14.在上述技术方案中,在所述水夹套上形成有第一进水口和第一出水口。
15.在上述技术方案中,还包括:自动调节装置和固装在该自动调节装置上水平设置的横臂,所述自动调节装置用于沿炉体高度方向移动所述横臂,所述阳极的顶端与所述横臂固装,以使自动调节装置驱动所述横臂移动时调节所述阳极的高度。
16.在上述技术方案中,在所述炉盖上形成有一孔道,用于穿过所述阴极。
17.在上述技术方案中,在所述炉体外安装有一倾动机构,用于将炉体旋转至倾斜以使炉体的出渣口排出的熔渣落至所述渣包的进渣口。
18.在上述技术方案中,在所述炉体上形成有观察窗。
19.在上述技术方案中,在所述炉体的底部形成有一冷水腔,所述冷水腔上形成有与进水管连通的第二进水口和与出水管连通的第二出水口。
20.在上述技术方案,在所述炉盖上设置有一加料装置,所述加料装置包括:加料斗、料塞和活动曲柄,所述加料斗固装在所述炉盖的上表面,在所述加料斗内的所述炉盖上形成有一加料孔,所述活动曲柄与所述加料斗外的炉盖的上表面铰接,所述料塞固装在所述活动曲柄的一端,通过在所述炉盖上转动所述活动曲柄实现料塞塞住所述加料孔或从所述加料孔拔出。
21.上述的气淬系统的使用方法,包括以下步骤:
22.1)使阴极伸入至炉体内,使阳极的顶面与阴极的底面之间的距离为0.08-0.02m且
填充有焦炭,使阳极和阴极通电并逐步提高功率至50~120kw;
23.2)待炉体内温度达到500-800℃后,分批次加入钢渣原料,其中,每批次加料时使炉体内钢渣原料为熔化状态再加入下一批;
24.3)将炉体内的钢渣原料完全熔化后进行测温,当炉体内温度达到1450-1650℃时恒温10-30min,切断阳极和阴极的电源,向渣包中倾倒液态渣流,液态渣流由炉体的出渣口流入渣包的进渣口,再由渣包流入渣槽并从渣槽的出渣口排出,待液态渣流完全流出后,倾倒结束,将炉体回到竖直状态。
25.4)利用压缩机将惰性气体输送到拉瓦尔喷嘴,拉瓦尔喷嘴喷出的高压高速气流将液态渣流破碎成球形粉末,并进入冷却装置的进料口,在冷却装置内球形粉末与冷却水进行热量交换,凝固后从出料口排出,并进入磨料收集器。
26.本实用新型的有益效果为:
27.1.本实用新型的气淬系统具有研制加工效果好、成本低、使用寿命长的特点。
28.2.本实用新型利用气淬系统制备的气淬钢渣呈单颗粒规则球形,具有较好的热稳定、耐磨性、耐蚀性、抗压等性能,且能够快速筛选出设定尺寸范围内的钢渣磨料,有效解决了钢渣磨料在磨抛加工中的应用问题。
29.3.本实用新型所制备的气淬钢渣对铜合金、铝合金、不锈钢等具有一定的研磨性能,其中对铝合金表面的研磨效果最为明显,其表面的划痕明显减少,表面粗糙度明显降低,表面粗糙度ra由3.4μm降低到0.2μm(三维轮廓仪测试);面轮廓波动值降至
±
0.9μm,表面趋于平整,无明显划痕。因此,气淬钢渣作为磨料具有较高的磨削性能,能有效改善工件表面的微观形貌和平整度,为钢渣的高附加值利用提供了一条新途径。
附图说明
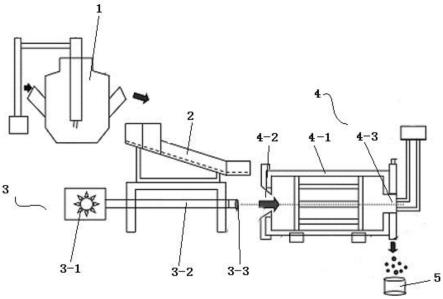
30.图1为本实用新型气淬系统的结构示意图;
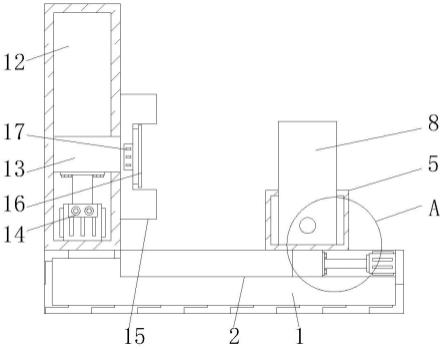
31.图2为电弧炉装置的结构示意图;
32.图3为炉盖的结构示意图;
33.图4为电弧炉装置的结构示意图;
34.图5为出渣装置的立体图;
35.图6为出渣装置的剖视图;
36.图7为气淬钢渣的sem;
37.图8a为原始工件的二维形貌图;
38.图8b为研磨5分钟后工件的二维形貌图;
39.图8c为研磨10分钟后工件的二维形貌图;
40.图8d为研磨20分钟后工件的二维形貌图;
41.图9为工件的轮廓测量。
42.其中,1:电弧炉装置,1-1:炉体,1-2:炉盖,1-3:阳极,1-4:孔道,1-5:冷水腔,1-6:第二进水口,1-7:第二出水口,1-8:倾动机构,1-9:加料装置,1-9-1:加料斗,1-9-2:料塞,1-9-3:活动曲柄,2:出渣装置,2-1:渣包,2-2:渣槽,3:喷吹装置,3-1:压缩机,3-2:管道,3-3:拉瓦尔喷嘴,4:冷却装置,4-1:水夹套,4-2:进料口,4-3:出料口,5:磨料收集器,6:自动调节装置,7:横臂,8:阴极。
具体实施方式
43.下面结合具体实施例进一步说明本实用新型的技术方案。
44.实施例1
45.如图1所示,一种制备钢渣磨料的气淬系统,包括:电弧炉装置1、出渣装置2、喷吹装置3和冷却装置4,其中,
46.如图2所示,电弧炉装置1包括:炉体1-1和炉盖1-2,炉体1-1内的底部设置有一阳极1-3,一阴极8伸入至炉体1-1的炉膛内,阳极1-3的顶面与阴极8的底面之间填充有焦炭;
47.如图5和6所示,出渣装置2包括:渣包2-1和渣槽2-2,炉体1-1上形成有出渣口,渣包2-1的进渣口位于炉体1-1的出渣口的下方,渣槽2-2倾斜设置,渣槽2-2的进渣口与渣包2-1连通,渣槽2-2的出渣口的高度低于渣槽2-2的进渣口的高度,出渣装置2的内壁砌有耐火砖;
48.喷吹装置3包括:压缩机3-1、管道3-2和拉瓦尔喷嘴3-3,管道3-2水平设置,管道3-2的一端与压缩机3-1的排气口连通,另一端安装有拉瓦尔喷嘴3-3,拉瓦尔喷嘴3-3位于渣槽2-2的出渣口的下方,用于将从渣槽2-2的出渣口排出液态渣流碎成球形粉末;拉瓦尔喷嘴3-3喷出的高压高速气流的方向垂直于液态渣流的轴线。
49.冷却装置4包括:水平设置的滚筒,在滚筒上安装有一水夹套4-1,在滚筒的一端形成有一进料口4-2,另一端形成有出料口4-3,进料口4-2用于接收被拉瓦尔喷嘴3-3喷出的球形粉末;在出料口4-3的下方设置有一磨料收集器5。
50.上述气淬系统的工作原理为:电弧炉装置1重熔、调质和倒出熔融钢渣,出渣装置2引导从电弧炉装置1倾倒出的熔融钢渣定向下落形成液态渣流,喷吹装置3用高压高速气流对出渣装置2中流出液态渣流粒化形成球形粉末,冷却装置4对球形粉末冷却形成钢渣磨料,磨料收集器5收集钢渣磨料。
51.液态渣流的液滴先被气流冷却形成具有固体外壳的渣粒(即球形粉末),渣粒和气体同时进入冷却装置的进料口4-2中,冷却后的渣粒为钢渣磨料并从出料口4-3排出进入磨料收集器5中。
52.在使用过程中,阳极1-3的顶面和阴极8的底面之间保持适当的距离并填充焦炭,使得阴极8的底面与阳极1-3的顶面保持联通,其目的是便于引弧且不造成过度短路现象。
53.上述的气淬系统的使用方法,包括以下步骤:
54.1)准备石墨水冷底电极作为阳极、石墨棒作为阴极,使阴极伸入至炉体内,使阳极1-3的顶面与阴极8的底面之间的距离为0.05m且填充有焦炭,使阳极和阴极通电并逐步提高功率至100kw,通电后形成短路而产生持续的电弧,电弧在炉体内产生较高的温度,这时电能转化为热能;
55.2)待炉体内温度达到800℃后,分批次加入钢渣原料(唐山中厚板),其中,每批次加料时使炉体内钢渣原料为熔化状态再加入下一批;
56.3)将炉体内的钢渣原料完全熔化后进行测温,当炉体内温度达到1600℃时恒温30min,切断阳极和阴极的电源,向渣包中倾倒液态渣流,液态渣流由炉体的出渣口流入渣包的进渣口,再由渣包流入渣槽并从渣槽的出渣口排出,待液态渣流完全流出后,倾倒结束,将炉体回到竖直状态。
57.4)利用压缩机将惰性气体输送到拉瓦尔喷嘴,拉瓦尔喷嘴喷出的高压高速气流将
液态渣流破碎成球形粉末,并进入冷却装置的进料口,在冷却装置内球形粉末与冷却水进行热量交换,凝固后从出料口排出,并进入磨料收集器。
58.上述获得的球形粉末为气淬钢渣,其sem如图7所示,将气淬钢渣作为磨料与中性研磨液(中为研磨科技有限公司,ph=8)混合均匀,混合后气淬钢渣的固含量为6wt%,磨料粒径约40um,选择初始尺寸为10mm
×
15mm的铝合金作为工件。采用盘径230mm、转速700r/min的研磨抛光机进行磨削试验,研磨时间分别为5min、10min和20min。在磨削过程中,气淬钢渣和中性研磨液分散在工件和基体(绒布)之间,对工件施加20n的压力。在磨料的切削作用下,去除了工件的薄表面,获得了较高的尺寸精度和较低的粗糙度。用三维轮廓仪(gt-x型,德国布鲁克公司)测量工件的微观形貌,利用vision软件计算分析了工件的ra和轮廓曲线,粗糙度值是三个测量值的平均值。
59.用气淬钢渣(固体含量为6%)研磨5分钟可显著减少工件表面的微凸峰数量,并减少二维形貌中各区域的色差。铝合金工件表面粗糙度由初始值3.4μm降低到1.5μm,工件表面趋于平坦,但仍能观察到较明显的条纹划伤。当研磨10分钟后工件表面趋于平整,有少量划痕,随着研磨时间增加到20分钟后工件表面平整,无明显划痕及其它机械损伤。工件的表面粗糙度的值降低至0.6μm(10min)和0.2μm(20min)。这些结果证实了气淬钢渣作为磨料有利于降低工件的表面粗糙度,可有效改善工件的表面质量,图8为未研磨以及不同研磨时间工件表面的二维形貌图。
60.为了进一步分析工件表面特性,利用三维轮廓仪对磨削前后的工件表面进行了轮廓测量。由于平面化不良,剖面曲线显示出表面高度的变化。如图9所示,轮廓测量表明,初始工件表面上的微团聚体集中在-16.5μm至14μm范围内。使用气淬钢渣作为磨料研磨后,随着研磨时间的增加,工件的地形变化较小,表面形貌起伏主要集中在
±
0.9μm,表明气淬钢渣可以作为磨料应用于表面加工领域。
61.实施例2
62.在实施例1的基础上,拉瓦尔喷嘴3-3喷射出的气流方向垂直于从渣槽2-2的出渣口排出液态渣流的落下方向,拉瓦尔喷嘴3-3喷射出的气流为超音速气流。
63.在靠近出料口4-3一侧的滚筒上形成有一出气口,用于排出随渣粒进入冷却装置的气体。
64.在水夹套4-1上形成有第一进水口和第一出水口,第一出水口位于滚筒出料口4-3一侧的水夹套4-1上。
65.如图4所示,还包括:自动调节装置6和固装在该自动调节装置6上水平设置的横臂7,自动调节装置6用于沿炉体1-1高度方向移动横臂7,阳极1-3的顶端与横臂7固装,以使自动调节装置6驱动横臂7移动时调节阳极1-3的高度。在炉盖1-2上形成有一孔道1-4,用于穿过阴极8,使阴极8伸入至炉膛内。通过自动调节装置6可以使阳极1-3从孔道1-4伸入至炉膛内。
66.在炉体1-1外安装有一倾动机构1-8,用于将炉体1-1旋转至倾斜以使炉体1-1的出渣口排出的熔渣落至渣包2-1的进渣口。
67.在炉体1-1上形成有观察窗。
68.在炉体1-1的底部形成有一冷水腔1-5,冷水腔1-5上形成有与进水管连通的第二进水口1-6和与出水管连通的第二出水口1-7,第二进水口1-6向冷水腔1-5输入冷却水,第
二出水口1-7排出冷水腔1-5内的热水。在冷水腔1-5的中间位置形成有一个孔以使冷水腔1-5为一个圆环体,电缆自下而上穿过冷水腔1-5的孔并用于与阳极1-3电连接。
69.如图3所示,在炉盖1-2上设置有一加料装置1-9,加料装置1-9包括:加料斗1-9-1、料塞1-9-2和活动曲柄1-9-3,加料斗1-9-1固装在炉盖1-2的上表面,在加料斗1-9-1内的炉盖1-2上形成有一加料孔,活动曲柄1-9-3与加料斗1-9-1外的炉盖1-2的上表面铰接,料塞1-9-2固装在活动曲柄1-9-3的一端,通过在炉盖1-2上转动活动曲柄1-9-3实现料塞1-9-2塞住加料孔或从加料孔拔出。
70.炉膛是由镁铝尖晶石捣打料构成的内衬的。
71.本实用新型制得的气淬钢渣单颗粒抗压强度值为34n(郑州磨料模具磨削研究所,ly007型单颗粒抗压强度测定仪)、球磨韧性为47.4%(郑州磨料模具磨削研究所,pr-a型球磨韧性测定仪)、显微硬度为722hv(郑州磨料模具磨削研究所,lm-700at型显微硬度仪)。
72.本实用新型制得气淬钢渣受高温影响小,当加热到1000℃时质量损失率仅为1.2wt%,具有良好的热稳定性。
73.本实用新型制得气淬钢渣具有较好的化学稳定性,与中性研磨液(中为研磨科技有限公司,ph=8)混合72小时后,表面微观形貌和质量无明显变化。
74.以上对本实用新型做了示例性的描述,应该说明的是,在不脱离本实用新型的核心的情况下,任何简单的变形、修改或者其他本领域技术人员能够不花费创造性劳动的等同替换均落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。