一种pp蜂窝板的包边装置
技术领域
1.本实用新型涉及pp蜂窝板包边技术领域,具体为一种pp蜂窝板的包边装置。
背景技术:
2.pp蜂窝板结构是由两块较薄的面板牢固地粘结在一层较厚的蜂窝状芯材两面而制成的板材,亦称蜂窝夹层结构,pp蜂窝板具有可一次成型双面贴布、覆皮,轻质高刚、无毒环保、减震耐寒、隔音保温、防潮隔热等优点,被广泛应用于中高档乘用车的行李箱盖板、行李箱隔板、行李箱地毯基板、侧围装饰板、顶棚等内饰部位。
3.在实际生产中,为满足不同场合的使用需要,pp蜂窝板在加工中需根据产品样式裁剪成不同形状,其整个加工流程包括pp蜂窝板原料层叠-激光外形切割-切边包边加工-成品下料等几个步骤,其中的切边包边加工是最关键的一个步骤,其目的在于将激光切割后的上下断面层叠以获得完整光滑的包边外观。
4.现有专利(公开号:cn206374216u)公开了一种pp蜂窝板的包边机,包括一机架,机架的工作台面凸设有一水平加工平台,水平加工平台的正上方设有一可升降的压板;所述机架工作台面在水平加工平台的包边侧设有一加工通道,加工通道的上下侧分别设有上包边夹块和下包边夹块。发明人在实现本实用新型的过程中发现现有技术存在如下问题:1、包边时,前期的烘烤工序处于停滞状态,整体装置只能同时对一块板材进行加工,影响加工效率;2、需要设置多个驱动源和功能部件,制造使用和后续维护成本较高。
技术实现要素:
5.本实用新型的目的在于提供一种pp蜂窝板的包边装置,以解决上述背景技术中提出包边时,前期的烘烤工序处于停滞状态,整体装置只能同时对一块板材进行加工,影响加工效率,需要设置多个驱动源和功能部件,制造使用和后续维护成本较高的问题。为实现上述目的,本实用新型提供如下技术方案:一种pp蜂窝板的包边装置,包括工作台,所述工作台的顶部固定连接有边座,所述边座的数量为两个,且两个边座沿工作台呈对称设置,两个所述边座表面的相对一侧均开设有板材导向槽,且两个边座相对的上下两端凸边上均转动连接有与板材导向槽相配合的输送辊。
6.所述板材导向槽内壁的前段固定安装有加热管,且板材导向槽内壁的后端固定连接有压边件,所述压边件的数量为四个,四个所述压边件以两个为一组对称设置于两个板材导向槽内壁的上下两侧,且同组压边件之间固定连接有刮刀。
7.所述压边件由坡形座和平座组成。
8.优选的,所述边座与工作台之间固定连接有支架。
9.优选的,所述边座的侧表面设置有与输送辊对应的驱动电机,且驱动电机的转动轴贯穿边座与输送辊固定连接。
10.优选的,所述加热管的数量设为若干个并对称设置在两个板材导向槽内壁的上下两侧。
11.优选的,所述输送辊与边座的连接处嵌设有轴承。
12.优选的,所述边座的端部开设有与板材导向槽对应的导向斜口。
13.与现有技术相比,本实用新型的有益效果:
14.本实用新型中,通过旋转的输送辊推动pp蜂窝板于板材导向槽内自左向右进行输送,并在输送过程中依序进行加热软化、侧边抵包工序实现板材包边,且在抵压包边过程中,前段的加热软化工序仍可对后续板材进行处理,同时板材的填装、排出均不会影响加工工序,以此实现对板材的线性持续加工,显著的提高了对pp蜂窝板的包边加工效率。
15.本实用新型中,通过旋转的输送辊推动pp蜂窝板于板材导向槽内输送,输送过程中蜂窝板的侧边由加热管进行加热软化,随后被坡形座向中部抵曲压合进行包边,随即再由平座进行包边平整,同时上下两边压挤的凸出部分可通过刮刀进行刨除,整体设备结构简单、加工工序精炼,保证了较低的制造使用和后续维护成本。
附图说明
16.图1为本实用新型的右剖视图;
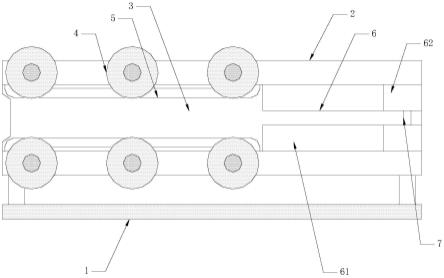
17.图2为本实用新型图1中压边件的立体结构示意图;
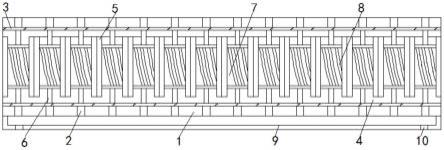
18.图3为本实用新型的局部正视图。
19.图中:1、工作台;2、边座;3、板材导向槽;4、输送辊;5、加热管;6、压边件;61、坡形座;62、平座;7、刮刀。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术工作人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1至图3,本实用新型提供一种技术方案:一种pp蜂窝板的包边装置,包括工作台1,工作台1的顶部固定连接有边座2,边座2的数量为两个,且两个边座2沿工作台1呈对称设置,两个边座2表面的相对一侧均开设有板材导向槽3,且两个边座2相对的上下两端凸边上均转动连接有与板材导向槽3相配合的输送辊4;
22.板材导向槽3内壁的前段固定安装有加热管5,且板材导向槽3内壁的后端固定连接有压边件6,压边件6的数量为四个,四个压边件6以两个为一组对称设置于两个板材导向槽3内壁的上下两侧,且同组压边件6之间固定连接有刮刀7;
23.压边件6由坡形座61和平座62组成,坡形座61可将蜂窝板软化的侧边向中部抵曲,以此将板材侧边的上下两边压合进行包边,平座62可对经由坡形座61弯折的侧边进行包边平整。
24.本实施例中,如图1、图2和图3所示,边座2与工作台1之间固定连接有支架,用于保证输送辊4的良好转动运行。
25.本实施例中,如图1、图2和图3所示,边座2的侧表面设置有与输送辊4对应的驱动电机,且驱动电机的转动轴贯穿边座2与输送辊4固定连接,驱动电机启动后可带动输送辊4进行旋转,以此推动pp蜂窝板于板材导向槽3内自左向右进行输送。
26.本实施例中,如图1、图2和图3所示,加热管5的数量设为若干个并对称设置在两个板材导向槽3内壁的上下两侧,可以保证对于pp蜂窝板的侧边进行均匀的加热。
27.本实施例中,如图1、图2和图3所示,输送辊4与边座2的连接处嵌设有轴承,轴承可以有效降低输送辊4运动过程中的摩擦系数,能够在限位的同时,并保证其转动精度。
28.本实施例中,如图1、图2和图3所示,边座2的端部开设有与板材导向槽3对应的导向斜口,使得外部的pp蜂窝板可以快速的与板材导向槽3对齐并插入,提高了加工效率。
29.本实用新型的使用方法和优点:该种pp蜂窝板的包边装置在使用时,工作过程如下:
30.如图1、图2和图3所示,首先可将该装置与其他板材输出设备连接使用,或人工向该装置内填装板材,然后启动驱动电机带动输送辊4进行旋转,再将pp蜂窝与板材导向槽3对齐并插入,此时旋转的输送辊4推动pp蜂窝板于板材导向槽3内自左向右进行输送,输送过程中的蜂窝板的侧边在板材导向槽3的前段初步由加热管5进行加热软化,随后输送至板材导向槽3的后段,蜂窝板软化的侧边被坡形座61向中部抵曲,以此将板材侧边的上下两边压合进行包边,经由坡形座61弯折的侧边随即再由平座62进行包边平整,同时上下两边压挤的凸出部分可通过刮刀7进行刨除,最后完成包边加工的pp蜂窝板从板材导向槽3的右侧排出。
31.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术工作人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。