1.本发明涉及金属加工领域,尤其涉及一种分体式轴承座的加工及检测方法。
背景技术:
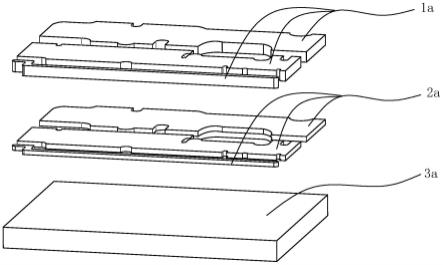
2.该分体式轴承座是空气涡轮机的核心组件,关键零件,如图1所示,该零件安装在空气涡轮机转子上,此零件与周围零件间也有较高的装配及配合要求,特别是零件的厚度、直径、同轴度、平面度、平行度等精度要求较高必须保证,否则工作时会导致零件之间碰擦磨损,导致分体式轴承座破损并影响空气涡轮机的工作性能,破坏与转子部套之间的配合性,造成事故。而该零件在以前的制造方案中存在以下问题:
3.(1)、零件端面孔较大,直接加工后会影响端面的形位公差和尺寸公差。
4.(2)、加工过程中零件整体变形引起尺寸及形位公差超差。
5.(3)、中心内孔内部角度和圆角无法检测问题。
6.(4)、零件中分面无法达到设计要求。
技术实现要素:
7.本发明的目的在于提供一种分体式轴承座的加工及检测方法,旨在提高轴承座的加工精度。
8.为实现上述目的,第一方面,本发明提供了一种分体式轴承座的加工方法,包括将圆柱形毛坯热处理并粗车后进行检测;
9.毛坯外轮廓和内轮廓成型后线切割成第一分体和第二分体;
10.将第一分体和第二分体通过组合夹具定位后打连接孔,然后通过连接件连接;
11.对连接后的毛坯进行精车得到分体式轴承座。
12.其中,所述将圆柱形毛坯热处理并粗车后进行检测的具体步骤是:
13.将圆柱形毛坯进行锻打;
14.将毛坯粗车光出两个端面;
15.对毛坯进行第一次超声波探伤;
16.将毛坯进行热处理并取出试样环进行检测。
17.其中,所述将毛坯进行热处理并取出试样环进行检测之后,所述步骤还包括:再次对毛坯进行粗车,光出两端面,然后进行第二次超声波探伤。
18.其中,所述将毛坯外轮廓和内轮廓成型后线切割成第一分体和第二分体的具体步骤是:
19.对毛坯外轮廓进行粗车;
20.对毛坯内轮廓进行粗车;
21.找正大端面和内孔进行装夹,将零件割成第一分体和第二分体;
22.将切割后的第一分体和第二分体去应力处理。
23.其中,所述找正大端面和内孔进行装夹,将零件割成第一分体和第二分体时,对称
度不大于0.1,并做配对标记。
24.其中,所述将第一分体和第二分体通过组合夹具定位后打连接孔,然后通过连接件连接的具体步骤是:
25.以毛坯大端面定位,结合组合夹具将第一分体和第二分体夹紧;
26.在毛坯上定位螺孔,并铣出钻孔平台;
27.在钻孔平台位置处进行钻孔;
28.将连接件通过钻孔处将第一分体和第二分体连接。
29.其中,所述对连接后的毛坯进行精车得到分体式轴承座的具体步骤是:
30.装夹大端面一端,对外轮廓进行精车;
31.装夹小端面一端,对密封槽和锥形面进行精车;
32.装夹大端面一端,对小端面一端进行钻孔。
33.第二方面,本发明还提供一种分体式轴承座,所述分体式轴承座包括第一分体和第二分体,所述第一分体和所述第二分体采用连接件固定连接成所述轴承座,所述轴承座具有大端面和小端面,所述大端面一侧具有密封槽和锥形环,所述小端面一侧具有多个安装孔。
34.第三方面,本发明还提供一种分体式轴承座的检测方法,创建轴承座的三维模型;
35.把轴承座送三坐标检测其相对于三维模型的跳动,得到检测报告;
36.根据检测报告里的跳动大小,计算轴承座内部的圆角和角度在公差允许范围内是否达到设计要求。
37.本发明的一种分体式轴承座的加工及检测方法,包括将圆柱形毛坯热处理并粗车后进行检测;毛坯外轮廓和内轮廓成型后线切割成第一分体和第二分体;将第一分体和第二分体通过组合夹具定位后打连接孔,然后通过连接件连接;对连接后的毛坯进行精车得到分体式轴承座。本发明首先对热处理后的毛坯进行检测,使得可以满足相应的力学性能,然后线切割成两半之后通过组合夹具对第一分体和第二分体进行定位,从而方便打孔,使得可以在连接后可以更加准确地对位,最后对毛坯进行精车以提高表面的光滑度,从而可以提高轴承座的加工精度,减少应力的累积,从而可以提高轴承座的质量。
附图说明
38.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
39.图1是本发明的分体式喷嘴环装配示意图;
40.图2是本发明的轴承座的结构图;
41.图3是本发明的第一工艺图;
42.图4是本发明的第二工艺图;
43.图5是本发明的第三工艺图;
44.图6是本发明的第四工艺图;
45.图7是本发明的第五工艺图;
46.图8是本发明的第六工艺图;
47.图9是本发明的一种分体式轴承座的加工方法的流程图;
48.图10是本发明的将圆柱形毛坯热处理并粗车后进行检测的流程图;
49.图11是本发明的毛坯外轮廓和内轮廓成型后线切割成第一分体和第二分体的流程图;
50.图12是本发明的将第一分体和第二分体通过组合夹具定位后打连接孔,然后通过连接件连接的流程图;
51.图13是本发明的对连接后的毛坯进行精车得到分体式轴承座的流程图;
52.图14是本发明的一种分体式轴承座的检测方法的流程图。
53.1-机壳、2-螺栓、3-螺母、4-垫圈、5-螺柱、6-螺母、7-垫圈、8-三角轴套、9-轴承座、10-转子。
具体实施方式
54.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
55.请参阅图1~图3,第一方面,本发明提供一种分体式轴承座的加工方法包括:
56.s101将圆柱形毛坯热处理并粗车后进行检测;
57.本发明所要加工的轴承座的形状如图2所示。零件整体是旋转对称型,具有大端面和小端面,并采用第一分体和第二分体式结构,通过螺钉进行连接,在大端面一侧具有密封槽和锥形环,小端面一侧具有多个安装孔。因此选择采用圆柱形毛坯进行加工,具体步骤是:
58.s201将圆柱形毛坯进行锻打;
59.s202将毛坯粗车光出两个端面;
60.毛坯的长度不小于283mm。
61.s203对毛坯进行第一次超声波探伤;
62.按规范gjb 2744a-2007进行第一次超声波探伤。
63.s204将毛坯进行热处理并取出试样环进行检测。
64.按照规范gjb 2744a-2007进行热处理。按图3取试样环。
65.s205再次对毛坯进行粗车,光出两端面,便于进行第二次超声波探伤。
66.上述工序用来对毛坯以及热处理后的毛坯进行性能检验和探伤,保证毛坯加工前达到加工要求。
67.s102毛坯外轮廓和内轮廓成型后线切割成第一分体和第二分体;
68.具体步骤是:
69.s301对毛坯外轮廓进行粗车;
70.s302对毛坯内轮廓进行粗车;
71.s303找正大端面和内孔进行装夹,将零件割成第一分体和第二分体;
72.所述找正大端面和内孔进行装夹,将零件割成第一分体和第二分体时,对称度不大于0.1,并做配对标记,便于后续进行配对而不会错乱。
73.s304将第一分体和第二分体去应力处理。
74.用于减小零件在切割过程中产生的应力。
75.s103将第一分体和第二分体通过组合夹具定位后打连接孔,然后通过连接件连接;
76.具体步骤是:
77.s401以毛坯大端面定位,结合组合夹具将第一分体和第二分体夹紧;
78.以大端面定位,搭组合夹具,找正中分面上对称四点,中分面铣去0.1,第一分体和第二分体对称度不大于0.1,平面度不大于0.05(0.05的塞尺不过),做好配对标记。
79.s402在毛坯上定位螺孔,并铣出钻孔平台;
80.s403在钻孔平台位置处进行钻孔;
81.s404将连接件通过钻孔处将第一分体和第二分体连接。
82.s104对连接后的毛坯进行精车得到分体式轴承座。
83.具体步骤是:
84.s501装夹大端面一端,对外轮廓进行精车,并留出外圆找正基准;
85.请参阅图6进行加工,在加工的过程中会在外轮廓上留出外圆,用于作为找正基准。
86.s502装夹小端面一端,对密封槽和锥形面进行精车;
87.请参阅图7进行加工,可以得到大端面一侧的密封槽和锥形面。
88.s503装夹大端面一端,对小端面一端进行钻孔;
89.请参阅图8,先垫等高块,以大端面定位,找正内孔和中分面线,搭压板,按图钻φ130中心圆上8-φ18通孔,孔口倒角2
×
45
°
;按图钻φ170
±
0.2中心圆上12-m8
×
1.25的螺纹底孔φ6.8孔深19.5(端面有1mm余量),孔口倒角2
×
45
°
。
90.s504对钻孔后的小端面进行精车。
91.因为该零件小端面的形位公差和尺寸公差要求较高,先钻孔然后精车,可以避免直接加工端面孔后会影响端面的形位公差和尺寸公差。
92.本发明的一种分体式轴承座的加工及检测方法,包括将圆柱形毛坯热处理并粗车后进行检测;毛坯外轮廓和内轮廓成型后线切割成第一分体和第二分体;将第一分体和第二分体通过组合夹具定位后打连接孔,然后通过连接件连接;对连接后的毛坯进行精车得到分体式轴承座。本发明首先对热处理后的毛坯进行检测,使得可以满足相应的力学性能,然后线切割成两半之后通过组合夹具对第一分体和第二分体进行定位,从而方便打孔,使得可以在连接后可以更加准确地对位,最后对毛坯进行精车以提高表面的光滑度,从而可以提高轴承座的加工精度,减少应力的累积,从而可以提高轴承座的质量。
93.第二方面,本发明提供一种分体式轴承座包括:第一分体和第二分体,所述第一分体和所述第二分体采用连接件固定连接成所述轴承座,所述轴承座具有大端面和小端面,所述大端面一侧具有密封槽和锥形环,所述小端面一侧具有多个安装孔。
94.第三方面,本发明提供一种分体式轴承座的检测方法,包括:
95.s601创建轴承座的三维模型;
96.s602把轴承座送三坐标检测其相对于三维模型的跳动,得到检测报告;
97.s603根据检测报告里的跳动大小,计算轴承座内部的圆角和角度在公差允许范围
内是否达到设计要求。
98.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。