1.本发明涉及包装袋生产技术领域,特别是涉及一种定点防雾功能的易揭包装袋生产工艺。
背景技术:
2.许多食品需要进入冰箱保存,由于包装袋内的温差作用,易在包装袋上起雾,无法观察到袋内的食品品质,影响消费者选购,现有已经出现了防雾涂料。现有涂布装置一般包括相对设置的网纹辊和胶辊,网纹辊的材料一般为金属等硬质材料,胶辊一般为橡胶等软性材料制成,在进行涂布时,防雾涂布液分布于网纹辊表面以完成涂布,但现有的网纹辊上的网纹位置固定,如果要改变网纹辊轴向方向涂布位置只能重新购买网纹辊,极大增加了成本,涂布加工没有柔性,无法适应柔性生产的需求。
3.现有技术已经出现改变涂布位置或涂布量的方案,如通过实现了涂布辊、网纹辊和上胶辊之间的差速传动,使得涂布量能够得到微量调节;或者利用调整涂胶辊和/或牵引辊的旋转角度来保持涂胶点与印刷图案相吻合,在涂布机正常运行的任何时刻,都可以进行上述处理来保持涂胶点与印刷图案的吻合,保证基材上涂胶的位置没有任何偏差;或者按照plc编程控制器指令实时调整涂布钢辊的转速,以改变涂布网纹面区域在涂布时的相位角,使涂布钢辊的图文与基材预印图文重合,实现精确定位套准的涂布。
4.但没有出现沿网纹辊轴向方向调整涂布位置的方案,仅通过网纹辊的相位角的调整不能改变网纹辊轴向方向的涂布位置。
技术实现要素:
5.为克服现有技术存在的技术缺陷,本发明提供一种定点防雾功能的易揭包装袋生产工艺,可以改变网纹辊轴向方向涂布位置,具有柔性生产能力。
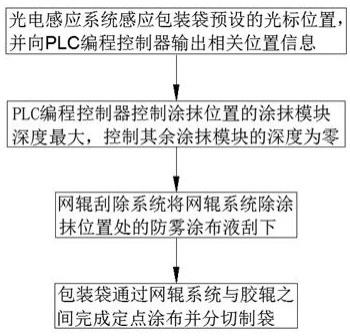
6.本发明采用的技术解决方案是:具有定点防雾功能的易揭包装袋生产工艺,包括如下步骤:s1:印刷包装袋花纹并复合易揭膜;s2:使用定点涂抹机定点涂抹防雾涂层,所述定点涂抹机包括供料系统、网辊系统、光电眼感应系统、plc编程控制器、胶辊和网辊刮除系统,s2包括如下步骤s21—s24:s21:使用供料系统向网辊系统供防雾涂布液;s22:所述网辊系统具有若干沿网辊系统轴向布置的可调深度的涂抹模块,光电眼感应系统照射包装袋预设的光标位置,并向plc编程控制器输出相关位置信息,根据光电感应系统感应到光标的位置调整各所述涂抹模块的深度,使涂抹位置的涂抹模块深度最大,其余涂抹模块的深度为零;s23:网辊刮除系统刮除网辊系统上多余的防雾涂布液;s24:包装袋通过网辊系统与胶辊之间完成定点涂布;s3:分切制袋。
7.优选的,所述步骤s21中使用的供料系统包括浸润辊和储液槽,所述储液槽内存储有防雾涂布液,所述浸润辊可转动的安装在储液槽内,所述浸润辊部分浸入储液槽的防雾涂布液内并且旋转地与网辊系统接触,从而将所述储液槽内的防雾涂布液不断添加于网辊系统表面。
8.优选的,所述步骤s22中使用的网辊系统包括固定架、网纹辊、若干深度控制片和深度控制装置,所述网纹辊为中空结构且网纹辊上设有若干网孔组成的网纹孔区,所述网纹辊可转动的安装在固定架上,各所述深度控制片上设有伸入各网孔的调整柱,所述深度控制片的靠近网纹孔区的一侧设有变形层,所述网纹辊最内侧设有固定深度控制片的弹性固定层,所述深度控制装置安装在网纹辊内,各所述深度控制装置固定在固定架上且具有若干挤压弹性固定层的挤压端,各所述挤压端与各深度控制片对应设置,所述网辊刮除系统安装在挤压端上侧。
9.优选的,所述深度控制片包括刚性承托板,各所述与对应网孔适配的调整柱一体设置在刚性承托板上,所述变形层固装在刚性承托板的靠近网孔一侧。
10.优选的,所述深度控制装置包括深度控制支架、若干深度控制缸和深度控制滑动片,所述深度控制缸安装在深度控制支架上,所述深度控制滑动片安装在深度控制缸的输出端,所述深度控制滑动片沿弹性固定层滑动,各所述深度控制滑动片与各深度控制片对应设置,各所述深度控制滑动片形成挤压端,各深度控制缸均连通有电磁阀,各电磁阀与plc编程控制器电性连接。
11.优选的,所述步骤s22中使用的网辊刮除系统为柔性刮板,所述柔性刮板与网纹辊表面接触,用于在网纹辊转动时对网纹辊表面进行擦拭清洁。
12.优选的,所述变形层在各挤压段挤压下的变形量为35~40um。
13.优选的,所述网纹孔区的网角为45度。
14.本发明的有益效果是:具有定点防雾功能的易揭包装袋生产工艺,包括如下步骤:s1:印刷包装袋花纹并复合易揭膜,复合易揭膜制成包装袋后易打开包装袋;s2:使用定点涂抹机定点涂抹防雾涂层,所述定点涂抹机包括供料系统、网辊系统、胶辊和网辊刮除系统,s2包括如下步骤s21—s24:s21:使用供料系统向网辊系统供防雾涂布液;s22:所述网辊系统具有若干沿网辊系统轴向布置的可调深度的涂抹模块,根据光电感应系统感应到光标的位置调整各所述涂抹模块的深度,使涂抹位置的涂抹模块深度最大,其余涂抹模块的深度为零,这样就在涂抹位置处的涂抹模块上形成容纳防雾涂布液的深度;s23:网辊刮除系统刮除网辊系统上多余的防雾涂布液,涂抹位置处的涂抹模块上的防雾涂布液没有被刮下,网辊系统上其余位置上的防雾涂布液被刮下,以此控制涂布位置;s24:包装袋通过网辊系统与胶辊之间完成定点涂布;s3:分切制袋。
15.可以改变网纹辊轴向方向涂布位置,具有柔性生产能力。
附图说明
16.图1为定点涂抹机结构示意图。
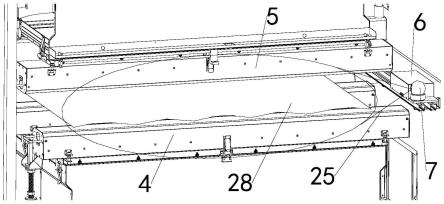
17.图2为网辊系统安装位置示意图。
18.图3为网辊系统结构示意图。
19.图4为网辊系统剖示意图。
20.图5为深度控制缸安装位置示意图。
21.图6为深度控制组件结构示意图。
22.图7为深度控制片结构示意图。
23.图8为本包装袋生产工艺流程图。
24.附图标记说明:1、供料系统;11、浸润辊;12、储液槽;2、网辊系统;21、网纹辊;211、网纹孔区;212、弹性固定层;22、深度控制片;221、调整柱;222、变形层;223、刚性承托板;23、深度控制装置;231、深度控制滑动片;232、深度控制支架;233、深度控制缸;3、胶辊;4、网辊刮除系统。
具体实施方式
25.下面结合附图对本发明作进一步说明:如图1-8所示,本实施例提供一种具有定点防雾功能的易揭包装袋生产工艺,包括如下步骤:s1:印刷包装袋花纹并复合易揭膜,复合易揭膜制成包装袋后易打开包装袋;s2:使用定点涂抹机定点涂抹防雾涂层,定点涂抹机包括供料系统1、网辊系统2、光电眼感应系统、plc编程控制器、胶辊3和网辊刮除系统4,s2包括如下步骤s21—s24:s21:使用供料系统1向网辊系统2供防雾涂布液;s22:网辊系统2具有若干沿网辊系统2轴向布置的可调深度的涂抹模块,光电眼感应系统照射包装袋预设的光标位置,并向plc编程控制器输出相关位置信息,根据光电感应系统感应到光标的位置调整各涂抹模块的深度,使涂抹位置的涂抹模块深度最大,其余涂抹模块的深度为零,这样就在涂抹位置处的涂抹模块上形成容纳防雾涂布液的深度;s23:网辊刮除系统4刮除网辊系统2上多余的防雾涂布液,涂抹位置处的涂抹模块上的防雾涂布液没有被刮下,网辊系统2上其余位置上的防雾涂布液被刮下,以此控制涂布位置;s24:包装袋通过网辊系统2与胶辊3之间完成定点涂布;s3:分切制袋。
26.可以改变网纹辊21轴向方向涂布位置,具有柔性生产能力。
27.供料系统1包括浸润辊11和储液槽12,储液槽12内存储有防雾涂布液,浸润辊11可转动的安装在储液槽12内,浸润辊11部分浸入储液槽12的防雾涂布液内并且旋转地与网辊系统2接触,从而将储液槽12内的防雾涂布液不断添加于网辊系统2表面。
28.网辊系统2包括固定架、网纹辊21、若干深度控制片22和深度控制装置23,网纹辊
21为中空结构且网纹辊21上设有若干网孔组成的网纹孔区211,网纹辊21与浸润辊11滚动接触,进而将浸润辊11上的防雾涂布液添加到网纹辊21上,网纹孔区211的网角为45度,网纹辊21可转动的安装在固定架上,各深度控制片22上设有伸入各网孔的调整柱221,深度控制片22的靠近网纹孔区211的一侧设有变形层222,网纹辊21最内侧设有固定深度控制片22的弹性固定层212,深度控制片22的各调整柱221伸入各网孔中,弹性固定层212材料为热塑性聚氨酯,弹性固定层212压铸在网纹辊21内侧进而将各深度控制片22固定在网纹辊21内侧,深度控制装置23安装在网纹辊21内,各深度控制装置23固定在固定架上且具有若干挤压弹性固定层212的挤压端,各挤压端与各深度控制片22对应设置,网辊刮除系统4安装在挤压端上侧。
29.对于伸出的挤压端来说,挤压端挤压弹性固定层212并沿弹性固定层212滑动,由于挤压端对于弹性固定层212有压力,在挤压端经过变形层222位置时,变形层222发生形变并使得调整柱221向网孔外侧伸出,将网孔内的防雾涂布液顶出,并立即被网辊刮除系统4刮走;对于未伸出的挤压端来说,挤压端对于弹性固定层212不具有压力,在挤压端经过变形层222位置时,调整柱221与网孔共同存储防雾涂布液以在包装袋上进行涂布。
30.深度控制片22包括刚性承托板223,各与对应网孔适配的调整柱221一体设置在刚性承托板223上,变形层222通过注塑方式固装在刚性承托板223的靠近网孔一侧,变形层222的材料为热塑性聚氨酯,变形层222在各挤压段挤压下的变形量为35或40um,也就是说网孔内存储防雾涂布液的最大深度为35或40um,深度控制片22与各网纹孔区211形成涂抹模块。
31.深度控制装置23包括深度控制支架232、若干深度控制缸233和深度控制滑动片231,深度控制缸233安装在深度控制支架232上,深度控制滑动片231安装在深度控制缸233的输出端,深度控制滑动片231沿弹性固定层212滑动,各深度控制滑动片231与各深度控制片22对应设置,各深度控制滑动片231形成挤压端,光电眼感应系统照射包装袋预设的光标位置,并向plc编程控制器输出相关位置信息,各深度控制缸233均连通有电磁阀,各电磁阀与plc编程控制器电性连接,plc可编程控制器控制在需要涂布位置的对应深度控制缸233缩回,使得深度控制滑动片231与弹性固定层212脱离接触,调整柱221在对应网孔内形成深度为35或40um容纳防雾涂布液的空间,在包装袋通过网纹辊21与胶辊3之间时将防雾涂布液涂布在包装袋上;深度控制装置23在不需要涂布的位置伸出该位置对应的深度控制缸233,使得深度控制滑动片231挤压弹性固定层212,变形层222在深度控制滑动片231挤压下发生变形,调整柱221顶部与网孔顶部平齐,随后网辊刮除系统4刮平网孔上的防雾涂布液,可以改变网纹辊21轴向方向涂布位置,具有柔性生产能力。
32.网辊刮除系统4为柔性刮板,柔性刮板与网纹辊21表面接触,用于在网纹辊21转动时对网纹辊21表面进行擦拭清洁。
33.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。