1.本发明属于包装装置领域,尤其是一种桶上内衬全自动包装线。
背景技术:
2.200l桶经常用于包装化工、农药、医药、食品、五金电子、机电等行业液体,为了防止200l桶的内壁遭到工业液体的污染侵蚀,同时便于200l桶的多次使用,则在200l桶内放有内衬袋,内衬袋能够将桶内的液体和桶的内壁隔绝,避免液体污染桶的内壁;现有的内衬袋上设有与注液口形状相匹配的内衬袋,盖子和内衬袋为一体结构。
3.现有的内衬袋先由人工安装到桶中,再由充气机构向内衬袋中充气,使得内衬袋贴合内壁,但是内衬袋安装和充气过程割裂,生产效率低,因此需要设计一种自动安装和给内衬袋充气和的桶上内衬全自动包装线。
技术实现要素:
4.为了克服上述技术缺陷,本发明提供一种桶上内衬全自动包装线,以解决背景技术所涉及的问题。
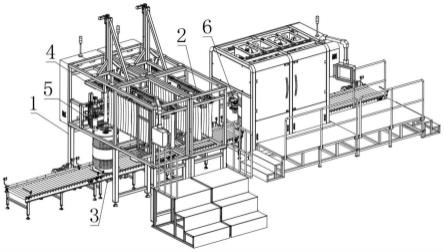
5.本发明提供一种桶上内衬全自动包装线,包括:机架,沿y轴方向设置的辊筒式输送线,沿辊筒式输送线输送方向依次设置在所述机架上的桶上内衬全自动上袋旋盖一体机和全自动寻卸充旋一体机;其中,所述桶上内衬全自动上袋旋盖一体机包括:浮动推袋机构,包括多条沿x轴方向设置的第一上料架,沿x轴方向设置在第一上料架一侧的第二上料架,设置在所述机架上、并推动所述第一上料架上的内衬袋移动至第二上料架上的推袋组件;阻挡对中输送机构,包括设置在所述辊筒式输送线底部用于将辊筒式输送线上的桶体对中摆放的对中组件;抓袋机构,设置在所述机架上,适于将位于第二上料架上方的内衬袋放入位于辊筒式输送线上的桶体;第一旋盖机构,设置所述抓带机构的下方,用于将内衬袋的的外圈盖与所述桶体上的注液口旋紧;所述全自动寻卸充旋一体机包括:转桶组件,包括均匀分布在所述辊筒式输送线两侧的用于旋转桶体的多个主动滚轮和多个从动滚轮;内衬袋内盖卸充旋组件,设置在所述转桶组件的上方,包括可运动至所述主动滚轮和从动滚轮中心处、适于拆卸所述内衬袋的内圈盖的第二旋盖机构,可运动至所述主动滚轮和从动滚轮中心处、适于向内衬袋内充气的充气机构;排气盖寻卸旋组件,设置在所述内衬袋内盖卸充旋组件的一侧;适于拆卸位于排气处的盖体的第三旋盖机构。
6.优选的或可当选的,所述浮动推袋机构包括设置在第一上料架下方,用于推动所述第一上料架沿y轴方向往复运动的浮动组件,所述浮动组件包括安装架、第一滑动轨道和第一驱动装置;所述第一滑动轨道沿y轴方向设置在所述机架底部,所述安装架的底部与所述第一滑动轨道滑动连接,顶部与所述第一上料架固定连接;所述第一驱动装置驱动与所述安装架固定连接的第一上料架沿y轴方向往返移动。
7.优选的或可当选的,所述推袋组件包括第二滑动轨道、第一滑块、挡刀和第二驱动装置;所述第二滑动轨道沿x轴方向设置在所述机架上方,并且位于所述第一上料架上方;
所述第一滑块与所述第二滑动轨道滑动连接;所述挡刀与所述第一滑块固定连接,所述挡刀用于推动内衬袋;所述第二驱动装置驱动所述挡刀沿x轴方向移动。
8.优选的或可当选的,所述对中组件包括多个穿过所述辊筒式输送线并将桶体对中摆放的对中件,第一安装板,设置在所述第一安装板底部的第二安装板、第二滑块、导轨、连杆组件和第三驱动装置;所述导轨沿x轴方向设置在所述第一安装板的两侧,所述第二滑块与所述导轨滑动连接;所述第二安装板与所述第二滑块固定连接;所述连杆组件连接左右两侧的第二安装板;所述第三驱动装置的输出端与其中一个第二安装板固定连接;所述连杆组件包括第一连接杆、第二连接杆和第三连接杆;所述第二连接杆的中心与所述第一安装板的中心转动连接;所述第二连接杆的两端分别与所述第一连接杆右端和第二连接杆的左端转动连接,所述第一连接杆左端和第二连接杆的右端分别与左右两侧的第二安装板转动连接。
9.优选的或可当选的,所述抓袋机构包括设置在所述第二上料架一端的x轴取袋组件,所述x轴取袋组件包括第四驱动装置、第五驱动装置和两个对称设置的抓手;所述第四驱动装置的输出端与所述第五驱动装置固定连接,所述第四驱动装置驱动所述第五驱动装置沿x轴往复运动;所述第五驱动装置的输出端与所述抓手转动连接,所述第五驱动装置驱动所述抓手旋转闭合抓取位于第二上料架上的内衬袋。
10.优选的或可当选的,所述抓袋机构还包括设置在所述x轴取袋组件上方的z轴放袋组件,所述z轴放袋组件包括第一直线模组,设置在所述第一直线模组一侧的导柱、导套和卡爪;所述第一直线模组竖直设置在所述x轴取袋组件的上方,所述导柱、导套均与所述第一直线模组平行设置,所述导柱穿过所述导套,所述导柱与所述第一直线模组的滑块固定连接,所述卡爪设置在所述导柱的底部,所述卡爪用于抓取x轴取袋组件抓取的内衬袋,所述第一直线模组通过所述导柱驱动所述卡爪沿z轴方向上下移动。
11.优选的或可当选的,所述第一旋盖机构包括用于调整旋盖角度的偏移组件,所述偏移组件包括第一调心球轴承、滚珠花键、联轴器、第二调心球轴承和套筒;所述第一调心球轴承和所述第二调心球轴承分别设置在所述套筒的两端;所述滚珠花键与所述第一调心球轴承相配合;所述联轴器设置在所述第一调心球轴承与所述第二调心球轴承之间,所述联轴器的顶端连接所述滚珠花键,所述联轴器的底端连接所述旋盖头。
12.优选的或可当选的,所述偏移组件的下方设有旋盖头,所述旋盖头包括旋转轴、旋转手、滚珠轴承;所述滚珠轴承与所述第二调心球轴承的内圈固定连接;所述旋转轴穿过所述滚珠轴承,所述旋转轴的顶端与所述联轴器的底端相连接,所述旋转轴的底端与所述旋转手相连接。
13.优选的或可当选的,所述排气盖寻卸旋组件包括可运动至距离所述主动滚轮和从动滚轮中心处预定长度、自动寻找排气口位置的探测机构,所述探测机构包括第三基座、第六驱动装置、安装部、接近传感器和探测块;所述第六驱动装置下方依次设置有第三基座和安装部;所述安装部的内部中空,所述接近传感器设有两个并且沿所述安装部的中轴线左右对称分布在所述安装部内;所述第六驱动装置驱动所述接近传感器上下运动,所述接近传感器适于与排气盖上的凸起产生感应。
14.采用了上述技术方案,本发明具有以下的有益效果:
15.(1)本发明能够同时实现一边安装内衬袋一边推动内衬袋;阻挡件用于阻挡桶体
继续移动;对中组件将辊筒式输送线上的桶对中摆放,避免桶体的错位或晃动;抓袋机构能够自动拿取内衬袋,不需要人工拿取内衬袋,生产效率高;第一旋盖机构、第二旋盖机构和第三旋盖机构能够调整相对旋盖角度,适应不同角度的桶口,能够同时完成内衬袋安装和充气过程,能够自动化生产。
16.(2)本发明的浮动组件沿y轴往返运动,第二上料架能够与不同的第一上料架相连接,使得第一上料架能够交替与第二上料架相连接。
17.(3)本发明的挡刀在将内衬袋从第一上料架推动进入第二上料架过程中能够抵住内衬袋,防止内衬袋脱落。
18.(4)本发明的连杆组件连接左右两侧的第二安装板,使得左右两侧的第二安装板能够同时运动,第三驱动装置驱动其中一个第二安装板运动,便能带动另一个第二安装板运动。
19.(5)本发明的第四驱动装置驱动第五驱动装置沿x轴往复运动,使得抓手沿x轴往复运动,第五驱动装置驱动抓手旋转闭合完成抓取内衬袋,实现自动拿取第二上料架上的内衬袋。
20.(6)本发明的导套限制导柱晃动,提高导柱下降时的稳定性;卡爪能够抓取x轴取袋组件抓取的内衬袋,并将内衬袋自动放入桶中。
21.(7)本发明的握袋组件能够在内衬袋竖直向下移动的过程中完成握袋动作,使得内衬袋能够顺利的从注液口落入桶中,避免内衬袋摊在注液口上;偏移组件用于调整第一旋盖机构、第二旋盖机构和第三旋盖机构的相对旋盖角度,使得第一旋盖机构、第二旋盖机构和第三旋盖机构能够适应不同角度的注液口,提高适用性。
22.(8)本发明的旋转轴的顶端与联轴器的底端相连接,使得旋盖头能够调整一定的角度,适用不同角度的桶口。
23.(9)本发明的探测机构的接近传感器与桶盖上的凸起产生感应,便于实现对排气盖的定位。
附图说明
24.图1是本发明中的桶体的结构示意图。
25.图2是本发明中所使用的内衬袋的结构示意图。
26.图3是本发明的桶上内衬全自动包装线的结构示意图。
27.图4是本发明的桶上内衬全自动上袋旋盖一体机的结构示意图。
28.图5是本发明的全自动寻卸充旋一体机的结构示意图。
29.图6是本发明的浮动推袋机构的结构示意图。
30.图7是本发明的推袋组件的结构示意图。
31.图8是本发明的浮动组件的结构示意图。
32.图9是本发明的阻挡对中输送机构的结构示意图。
33.图10是本发明的对中组件的结构示意图。
34.图11是本发明的对中组件的立体图。
35.图12是本发明的阻挡件的结构示意图。
36.图13是本发明的抓袋机构的结构示意图。
37.图14是本发明的z轴放袋组件的结构示意图。
38.图15是图10中a区域的放大示意图。
39.图16是本发明的握袋组件的结构示意图。
40.图17是本发明的第一旋盖机构、第二旋盖机构和第三旋盖机构的局部剖视图。
41.图18是本发明中转桶主动机构的结构示意图。
42.图19是本发明中转桶从动机构的结构示意图。
43.图20是本发明中内衬袋内盖卸充旋组件和排气盖寻卸旋组件的结构示意图。
44.图21是本发明中内衬袋内盖卸充旋组件的结构示意图。
45.图22是本发明中充气机构的结构示意图。
46.图23是本发明中充气机构的局部剖视图。
47.图24是本发明中排气盖寻卸旋组件的结构示意图。
48.图25是本发明中探测机构的结构示意图。
49.附图标记为:
50.桶体111、注液口112、排气口113、内衬袋121、外圈盖122、内圈盖123、
51.浮动推袋机构2、第一上料架21、第二上料架22、浮动组件23、安装架231、第一滑动轨道232、第一驱动装置233、推袋组件24、第二滑动轨道241、第一滑块242、挡刀243、第二驱动装置244、
52.阻挡对中输送机构3、辊筒式输送线31、对中组件32、对中件321、第一安装板322、第二安装板323、第二滑块324、导轨325、连杆组件326、第三驱动装置327、阻挡件33、
53.抓袋机构4、x轴取袋组件41、第四驱动装置411、第五驱动装置412、抓手413、z轴放袋组件42、第一直线模组421、导柱422、导套423、卡爪424、握袋组件43、第二直线模组431、第一“v”形件432、第二“v”形件433、
54.第一旋盖机构5、偏移组件51、第一调心球轴承511、滚珠花键512、联轴器513、第二调心球轴承514、套筒15、旋盖头52、旋转轴521、旋转手522、滚珠轴承523、
55.转桶组件6、转桶主动机构61、安装架611、转轴612、安装杆613、推板614、驱动气缸615、驱动机616、链条617、主动滚轮618、转桶从动机构62、从动滚轮621;
56.充气机构7、第一基座71、第一管路72、充气嘴73、密封部74、封闭容腔75、压力检测器76、调压阀77、压力释放口78;
57.探测机构8、第二基座81、支架82、探测块83、接近传感器84、弹性件85。
58.x轴直线模组91、第一z轴直线模组92、第二z轴直线模组93。
具体实施方式
59.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
60.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的机构可以以各种不同的配置来布置和设计。
61.参阅图1至图25,本实施例的桶上内衬全自动包装线,包括桶体111、注液口112、排
气口113、内衬袋121、外圈盖122、内圈盖123、浮动推袋机构2、阻挡对中输送机构3、抓袋机构4、第一旋盖机构5、转桶组件6、充气机构7、探测机构8、x轴直线模组91、第一z轴直线模组92和第二z轴直线模组93。
62.机架沿x轴方向设置,是零部件的安装场所;浮动推袋机构2包括多条沿x轴方向设置的第一上料架21,沿x轴方向设置在第一上料架21一侧的第二上料架22,设置在第一上料架21底部并驱动第一上料架21沿y轴方向往返运动的浮动组件23,设置在机架上并推动第一上料架21上的内衬袋向第二上料架22方向移动的推袋组件24;阻挡对中输送机构3包括沿y轴方向设置在机架下方用于传送桶体的辊筒式输送线31,沿辊筒式输送线31的传送方向依次设置在辊筒式输送线31底部的对中组件32和阻挡件33,对中组件32用于将辊筒式输送线31上的桶体对中摆放;抓袋机构4包括设置在第二上料架22一端并沿x轴方向设置的x轴取袋组件41,沿z轴方向设置在x轴取袋组件41上方的z轴放袋组件42,沿z轴方向设置在x轴取袋组件41下方的握袋组件43;第一旋盖机构5设置握袋组件43的一侧,包括由上至下依次设置的偏移组件51和旋盖头52;偏移组件51用于调整第一旋盖机构5的相对旋盖的角度,第一旋盖机构5用于旋紧外圈盖122。
63.在进一步的实施例中,第一上料架21是内衬袋121的悬挂场所,第一上料架21的底部悬挂有多个内衬袋121,浮动组件23能够沿y轴方向往返移动;推袋组件24设置在机架上,第一上料架21沿y轴方向往返移动的过程中与推袋组件24相配合,推袋组件24能够与不同的第一上料架21相连接,推袋组件24用于推动设置在第一上料架21上的内衬袋121沿x轴方向移动;第二上料架22沿x轴方向设置在第一上料架21的一端,第二上料架22能够与不同的第一上料架21相连接,并接收设置在第一上料架21上的内衬袋121;推袋组件24自动将内衬袋121从第一上料架21推送至第二上料架22上,实现内衬袋121的自动化移动,不用人工搬运内衬袋121,提高生产效率。
64.在进一步的实施例中,浮动组件23包括安装架231、第一滑动轨道232和第一驱动装置233;安装架231的底部与第一滑动轨道232滑动连接,安装架231的顶部与第一上料架21固定连接;第一驱动装置233设置在第一滑动轨道232上,第一驱动装置233可选用电缸、气缸、油缸,本实施例选用电缸,第一驱动装置233驱动与安装架231固定连接的第一上料架21沿y轴方向往返移动,使得不同的第一上料架21与第二上料架22相连接。
65.在进一步的实施例中,第一上料架21可设有两个、三个及以上,本实施例设有两个,两个第一上料架21互相平行并均沿x轴方向设置,两个第一上料架21能够实现一个安装内衬袋121,一个推动内衬袋121,当一个第一上料架21上的内衬袋121用完时,浮动组件23移动,使得另一个第一上料架21与第二上料架22接触,两个第一上料架21交替使用,提高效率。
66.在进一步的实施例中,第二上料架22和第一上料架21的底部均设有滑动槽,内衬袋121的外圈盖122滑动式嵌入到滑动槽中;外圈盖122沿着滑动槽滑动,避免内衬袋121脱落,提高使用时的稳定性。
67.在进一步的实施例中,推袋组件24包括第二滑动轨道241、第一滑块242、挡刀243和第二驱动装置244;第一滑块242与第二滑动轨道241滑动连接;挡刀243与第一滑块242固定连接,挡刀243的侧视形状为“l”形,其中,“l”形的挡刀243的竖直部与第一滑块242固定连接,“l”形的挡刀243的水平挡刀243臂推动内衬袋121的外圈盖122移动;第二驱动装置
244可选用电缸、气缸、油缸,本实施例选用电缸,第二驱动装置244驱动第一滑块242带动挡刀243沿x轴方向移动,挡刀243能够推动内衬袋121从第一上料架21进入第二上料架22。
68.在进一步的实施例中,推袋组件24靠近第二上料架22的一侧设有第一光电传感器,第一光电传感器用于检测与第二上料架22相连接的第一上料架21上是否还存在内衬袋121,若检测无内衬袋121,浮动组件23便驱动第一上料架21移动以切换装有内衬袋121的第一上料架21与第二上料架22连接,实现自动化切换。
69.在进一步的实施例中,挡刀243的水平设置的刀臂上设有弧形凹陷部,弧形凹陷部与内衬袋121的外圈盖122的形状相匹配;使得外圈盖122更好的贴合弧形凹陷部,避免内衬袋121脱落。
70.在进一步的实施例中,辊筒式输送线31沿y轴设置第二上料架22下方,桶体111放置在辊筒式输送线31上,辊筒式输送线31带动桶体移动,对中组件32和阻挡件33沿辊筒式输送线31的传送方向依次设置,阻挡件33用于阻挡桶体111继续移动,其中对中组件32和阻挡件33均设置在辊筒式输送线31的底部;对中组件32包括四个对中件321,对中件321可选用杆状对中件321、片状对中件321,本实施例选用杆状对中件321,对中件321穿过辊筒式输送线31,并且对中件321将桶体对中摆放在辊筒式输送线31上,对中件321位于辊筒式输送线31中轴线的两侧,对中件321沿着垂直于辊筒式输送线31的传送方向并向辊筒式输送线31的中轴线靠拢,靠拢过程中带动桶体111移动,直至将桶体111对中摆放辊筒式输送线31上。
71.在进一步的实施例中,辊筒式输送线31包括辊筒;辊筒设有多个,辊筒与辊筒式输送线31的输送方向垂直,并且辊筒沿辊筒式输送线31的输送方向均匀设置,使得桶体111在输送线上平稳移动;辊筒之间均留有间隙,对中件321从空隙中穿过,避免辊筒和对中组件32发生干涉。
72.在进一步的实施例中,阻挡件33包括固定板、连接板、电动机、阻挡棍和轴套;固定板和连接板平行设置,固定板左右两侧各设有一个安装孔,两个安装孔上均安装有轴套,并且轴套向下延伸,阻挡棍穿过轴套,阻挡棍的上方与连接板相连接,左右两侧的安装孔之间还设有一个过孔,电动机的输出轴穿过过孔与连接板相连接,电动机通过连接板驱动左右两侧的阻挡棍同时上下运动,阻挡件33的主体设置在辊筒式输送线31的底部,其中阻挡件33的阻挡棍从辊筒之间的间隙向上穿过辊筒式输送线31,用于阻挡桶体移动;并且在辊筒式输送线31的底部均匀设有多个阻挡件33。
73.在进一步的实施例中,对中组件32还包括第一安装板322、第二安装板323、第二滑块324、导轨325、连杆组件326和第三驱动装置327,其中第二安装板323、第二滑块324、导轨325、连杆组件326和第三驱动装置327设置在第一安装板322底部的;导轨325设有四条,其中第一安装板322的两侧各设有两条导轨325,并且导轨325沿第一安装板322的底面的中轴线左右对称分布;第二滑块324与导轨325滑动连接;第二安装板323与滑块固定连接;连杆组件326连接左右两侧的第二安装板323;第三驱动装置327可选用电缸、气缸、油缸,本实施例选用电缸,第三驱动装置327设有两个,分别设置在第一安装板322的底面的上下两侧,两个第三驱动装置327的输出端均与左右两侧的第二安装板323中的一个第二安装板323固定连接,第三驱动装置327驱动第二安装板323沿着导轨325运动,连杆组件326连接左右两侧的第二安装板323,使得左右两侧的第二安装板323能够同时运动,第三驱动装置327驱动其
中一个第二安装板323运动,便能带动另一个第二安装板323运动。
74.在进一步的实施例中,连杆组件326包括第一连接杆、第二连接杆和第三连接杆;第一连接杆位于第二连接杆的左侧,第三连接杆位于第二连接杆的右侧;第二连接杆的中心与第一安装板322的中心转动连接,第二连接杆的左侧与第一连接杆的右侧转动连接,第二连接杆的右侧与第三连接杆的左侧转动连接,第一连接杆的左侧与位于第一安装板322左侧的第二安装板323的中部转动连接,第三连接杆的右侧与位于第一安装板322右侧的第二安装板323的中部转动连接,使得左右两侧的第二安装板323更均匀受连杆组件326的作用力,使得第二安装板323左右平稳移动。
75.在进一步的实施例中,第一安装板322的长度方向与辊筒式输送线31的输送方向垂直,第二安装板323的长度方向又与第一安装板322的长度方向垂直,即第二安装板323的长度方向与辊筒式输送线31的输送方向一致,第二安装板323的长度大于第一安装板322的宽度,对中件321设置在第二安装板323的两端,对中件321从第一安装板322的两侧伸出,同时对中件321从辊筒之间的间隙伸出,避免对中件321与间隙发生干涉。
76.在进一步的实施例中,辊筒式输送线31上还设有第二光电传感器,其中第二光电传感器包括发送器和接收器,发送器与接收器分别设置在辊筒式输送线31的两侧,发送器和接收器相配合用于感知辊筒式输送线31上桶体111的位置。
77.在进一步的实施例中,抓袋机构4位于第二上料架22的左侧,包括握袋组件43,抓袋机构4将内衬袋121从第二上料架22上取出,并将内衬袋121竖直向下移动至桶体111中,抓袋机构4能够自动拿取内衬袋121,不需要人工拿取内衬袋121,生产效率高;握袋组件43设于抓袋机构4的下方,包括第二直线模组431、第一“v”形件432和第二“v”形件433;第一“v”形件432和第二“v”形件433水平设置,并且第一“v”形件432和第二“v”形件433的开口相向交叉设置;第二直线模组431驱动第一“v”形件432的握袋臂与第二“v”形件433的握袋臂往复运动,在内衬袋121竖直向下移动的过程中完成握袋动作,使得内衬袋121能够顺利的从注液口112落入桶体111中,避免内衬袋摊在注液口112上。
78.在进一步的实施例中,第二直线模组431的上方均匀设有两个电机,电机的输出端与第二直线模组431固定连接,电机驱动第二直线模组431上下运动,使得第一“v”形件432和第二“v”形件433同时向下运动,第一“v”形件432和第二“v”形件433能够贴近注液口112。
79.在进一步的实施例中,抓袋机构4还包括x轴取袋组件41和z轴放袋组件42;x轴取袋组件41水平设置在第二上料架22的一侧,z轴放袋组件42竖直设置在x轴取袋组件41的上方;x轴取袋组件41沿x轴往复运动,能够取出第二上料架22上的内衬袋121;z轴放袋组件42沿z轴往复运动,将x轴取袋组件41抓取的内衬袋121竖直向从注液口112放入桶中;x轴取袋组件41用于将内衬袋121从第二上料架22上取出;z轴放袋组件42用于将x轴取袋组件41抓取的内衬袋121竖直向从注液口112放入桶体111中,从而实现自动取放内衬袋121,提高生产效率。
80.在进一步的实施例中,x轴取袋组件41包括第四驱动装置411、第五驱动装置412和抓手413,其中抓手413设有两个并且开口相向对称设置;第四驱动装置411的输出端与第五驱动装置412固定连接,第四驱动装置411驱动第五驱动装置412沿x轴往复运动,使得抓手413沿x轴往复运动;第五驱动装置412的输出端与抓手413转动连接,第五驱动装置412驱动抓手413旋转闭合完成抓取内衬袋121,实现自动拿取第二上料架22上的内衬袋121。
81.在进一步的实施例中,z轴放袋组件42包括第一直线模组421、导柱422、导套423和卡爪424,导柱422、导套423和卡爪424设置在第一直线模组421一侧;第一直线模组421竖直设置在x轴取袋组件41的上方,导柱422、导套423均与第一直线模组421平行设置,导柱422穿过导套423,导套423限制导柱422晃动,提高导柱422下降时的稳定性;导柱422的顶端与第一直线模组421的滑块固定连接,底端设有卡爪424,卡爪424用于抓取x轴取袋组件41抓取的内衬袋121,第一直线模组421通过导柱422驱动卡爪424沿z轴上下移动,将内衬袋自动放入桶体111中。
82.在进一步的实施例中,卡爪424的形状为可选用扇形、条形,本实施例选用扇形,卡爪424设有三个,并且卡爪424沿导柱422底面的圆周方向均匀设置,使得内衬袋121受力均匀,内衬袋121不易脱落。
83.在进一步的实施例中,偏移组件51包括第一调心球轴承511、滚珠花键512、联轴器513、第二调心球轴承514和套筒;第一调心球轴承511和第二调心球轴承514分别设置在套筒的上端和下端,第一调心球轴承511和第二调心球轴承514均通过调心球和外圈配合进行角度偏摆,第一调心球轴承511和第二调心球轴承514的偏转角度均为为-3~3
°
;滚珠花键512与第一调心球轴承511相配合,第一调心球轴承511的内圈与花键套固定连接;联轴器513设置在第一调心球轴承511与第二调心球轴承514之间,联轴器513的顶端连接滚珠花键512,联轴器513的底端连接旋盖头52;滚珠花键512包括花键套和花键轴;花键套与花键轴滑动连接;花键套与第一调心球轴承511的内圈固定连接,花键轴的顶端与第一旋盖机构5的驱动电机的输出轴的底端固定连接,花键轴的底端连接与联轴器513;联轴器513连接花键轴和旋盖头52,当联轴器513向四周偏移时,滚珠花键512的花键轴通过上下移动抵消联轴器513偏移所需的行程,第一旋盖机构5的驱动电机的输出轴依次通过花键轴和联轴器513驱动旋盖头52旋转。
84.旋盖头52包括旋转轴521、旋转手522和滚珠轴承523;滚珠轴承523与第二调心球轴承514的内圈固定连接;旋转轴521穿过滚珠轴承523,旋转轴521的顶端与联轴器513的底端相连接,旋转轴521的底端与旋转手522相连接,滚珠轴承523包括第一滚珠轴承523和第二滚珠轴承523;旋转轴521由上至下依次穿过第一滚珠轴承523和第二滚珠轴承523,并与第一滚珠轴承523和第二滚珠轴承523的内圈固定连接;并且第一滚珠轴承523和第二滚珠轴承523的均与滚珠轴承523的内壁固定连接;第一旋盖机构5的驱动电机依次通过输出轴、联轴器513和旋转轴521驱动旋转手522旋转,实现多角度旋转排气口113上的排气盖。
85.在进一步的实施例中,x轴直线模组91水平设置在所述全自动寻卸充旋一体机的机架上,用于调整第二旋盖机构、充气机构7的位置。在所述x轴直线模组91上还设置有第一z轴直线模组92、第二z轴直线模组93;第一z轴直线模组92,竖直设置在所述x轴直线模组91输出端上;第二z轴直线模组93位于所述第一z轴直线模组92一侧,竖直设置在所述x轴直线模组91输出端上。
86.在进一步的实施例中,转桶组件6设置在所述全自动卸充旋一体机下方的辊筒式输送线31上,转桶组件6包括转桶主动机构61和转桶从动机构62;所述转桶主动机构61和转桶从动机构62分别包括多个主动滚轮618和多个从动滚轮621,所述主动滚轮618和从动滚轮621分别位于待加工的桶体的两侧;所述转桶主动机构61还包括驱动机616,与所述主动滚轮618传动连接,适于驱动所述主动滚轮618转动;所述转桶主动机构61或/和转桶从动机
构62还包括驱动气缸615,适于驱动所述从动滚轮621向主动滚轮618一侧运动,适于驱动所述主动滚轮618向从动滚轮621一侧运动,至所述主动滚轮618和多个从动滚轮621均与待加工的桶体111相抵。
87.具体地,所述转桶主动机构61包括主动滚轮618,转桶从动机构62包括从动滚轮621,另外转桶主动机构61和转桶从动机构62均包括安装架611、转轴612、安装杆613、推板614、驱动气缸615。在安装架611上安装有驱动气缸615,在所述驱动气缸615的输出轴上设置有推板614,在所述推板614的两侧设置有滑动槽,两个转轴612通过轴承分别转动安装在安装架611的两侧,所述安装杆613为形,安装杆613的远离安装架611的一侧设置有主动滚轮618或从动滚轮621,中部位置转动安装在所述转轴612上,安装杆613的靠近安装架611的一侧通过滑动块卡设在所述滑动槽上。当所述驱动气缸615推动推块向前运动,然后推动安装杆613沿着转轴612转动,进而带动有主动滚轮618或从动滚轮621向后运动,从而让出一个通道,在辊筒式输送线31的传输下,使得待加工的桶体进入有主动滚轮618和从动滚轮621组成的通道。然后驱动气缸615反向运动,带动有主动滚轮618或从动滚轮621向前运动,从而使得所述主动滚轮618和多个从动滚轮621均与待加工的桶体111相抵。
88.另外,所述转桶主动机构61还包括:驱动机616,链条617。在所述转轴612上设置有通过链条617与驱动机616相连接的输入齿轮、通过链条617与两侧主动滚轮618相连接的输出齿轮,通过驱动机616带动转轴612旋转,进而带动所述主动滚轮618,从而可以迫使所述待加工的桶体111沿着顺时针或逆时针的方向旋转一周。
89.在内衬袋121放入到桶体111中进行充气时,内衬袋121上由于有破洞的存在而无法充满气,充气无法达到保压的效果,内衬袋121则无法贴合桶的内壁,因此需要使桶中的内衬袋121完全展开并与桶体111的内壁相贴合的充气机构7。
90.充气机构7包括:安装在所述第二z轴直线模组输出端上的第一基座71,设置在所述第一基座71上、适于向内衬袋121内充气的充气管,以及设置在所述充气管一侧的压力检测器76。
91.所述充气管包括固定安装在所述第一基座71的一端的第一管路72,设置在在所述第一管路72底部的充气嘴73,设置在所述充气嘴73与所述第一管路72连接处的周向的密封部74;所述压力检测器76包括设置在所述第一管路72外部、且与所述密封部74底部相连通的封闭容腔75,以及设置在所述封闭容腔75外侧、用于检测封闭容腔75内部压力的压力检测器76。
92.气体依次通过第一管路72和充气嘴73向内衬袋121中进行充气并保压,使得桶体111中的内衬袋121受到气压的作用展开直至完全贴合桶体111的内壁;压力检测器76设置在封闭容腔75外侧,并与封闭容腔75的内部相连通,而封闭容腔75和内部的内衬袋121内部连通,压力检测器76能够实时检测内衬袋121内的气压,用户能够通过压力检测器76得知设置在桶体111中的内衬袋121中的气体的压力变化,进而判断内衬袋121是否漏气,并且能够通过压力检测器76得知内衬袋121是否被充满气体。
93.排气盖寻卸旋组件,设置在所述内衬袋内盖卸充旋组件的一侧;所述排气盖寻卸旋组件包括可运动至距离所述主动滚轮618和从动滚轮621中心处预定长度、自动寻找排气口113位置的探测机构8,适于拆卸位于排气处的盖体的第三旋盖机构;
94.其中,需要说明的是,所述排气盖寻卸旋组件安装在另一运动系统上,且位于内衬
袋内盖卸充旋组件的运动系统的一侧,并保持预定距离。两者的运动系统的结构相同,具体内容参见上文。另外,所述第三旋盖机构的结构与所述第二旋盖机构、第一第一旋盖机构5的结构相同;所述第三旋盖机构与所述第二旋盖机构、第一旋盖机构5分别安装在不同的运动系统上,因此不再赘述。
95.探测机构8包括:第二基座81、支架82、探测块83,接近传感器84和弹性件85。第二基座81至少可沿着x轴和/或z轴运动;支架82的内部中空,安装在所述第二基座81上;探测块83铰接在支架82的底部的中间位置,探测块83可沿着支架82底部的中心转动;接近传感器84设有两个,设置在支架82和探测块83之间形成的预定空间内,且沿第支架82的中轴线左右对称分布;弹性件85用于静置状态的复位;当待加工的桶体沿着主动滚轮618和从动滚轮621中心处转动时,位于排气口113位置的盖体上的凸起会与接近传感器84产生感应。
96.在本实施例中,由于所述桶体111的注液口112位于桶体111中央位置,通过转桶组件6对桶体111进行对中,既可以准确得到所述注液口112的位置,而且对于同一规格的桶体111,排气口113相当于注液口112的距离保持一致,因此所述排气盖寻卸旋组件设置在所述内衬袋121内盖卸充旋组件的一侧,并与所述充旋一体机构保持预定距离,所预定距离等于所述注液口112相对与排气口113的长度,如此可以将整个桶体111上表面的圆形探寻范围缩小为一个圆周的探寻范围,通过转桶组件6使得桶体111沿着注液口112旋转桶体111一周,即可准确得到所述排气口113的位置。
97.为了方便理解本实施例中桶上内衬全自动包装线,对其工作过程做出简要说明:桶体111在辊筒式输送线31上运动,当第二光电传感器感知桶体111到达预定位置时,阻挡件33阻挡桶体111继续移动,对中组件32将桶体111对中摆放;推袋组件24推动第一上料架21上的内衬袋121滑动至第二上料架22上,x轴取袋组件41抓取第二上料架22上的内衬袋121,z轴放袋组件42抓取此时x轴取袋组件41所抓取的内衬袋121,并向下移动;在内衬袋121下降过程中,握袋组件43来回握紧内衬袋121,使得内衬袋121顺利进入下方的桶体111中,当内衬袋121装好后,第一旋盖机构5工作将内衬袋121上的外圈盖122旋紧至桶口上,待完成上袋动作后,阻挡件33下降;
98.桶体111在辊筒式输送线31上继续移动至全自动寻卸充旋一体机中,转桶组件6旋转桶体111,第二旋盖机构和第三旋盖机构分别将桶体111上的内圈盖123和排气口113的盖子旋下,充气机构7向内衬袋121中充气,完成充气后,第二旋盖机构和第三旋盖机构分别将桶体111上的内圈盖123和排气口113的盖子旋上。
99.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
