1.本实用新型涉及裁切设备技术领域,特别涉及一种标签裁切设备。
背景技术:
2.在传统轮胎胎面的生产中,硫化电子标签是轮胎流转过程中身份信息的唯一标识,但是在随着智能制造概念的不断推进,在轮胎行业自动化水平不断提高的大环境下,轮胎用rfid(radio frequency identification,射频识别)电子标签即将被广泛应用。在rfid电子标签植入轮胎前需对电子标签进行前加工,例如,将rfid电子标签封装入特殊配方的胶料内部,当实现层合后,再对其料带的保鲜膜进行剥离,然后进行裁切抓取,和标签贴装等工作。
3.目前,在轮胎的生产过程中,为了实现对电子标签的裁切,公告号为 cn208163829u的中国专利文献中公开了一种电子标签裁切设备,该设备通过对料带进行识别定位后,使用仿形中空裁切机构对料带中的芯片进行裁切,并将裁切后形成的电子标签输送至摆放位置。
4.该种裁切方式是按照对标签进行定位-裁切-横移-放置的串行方式进行的,由于收料装置的局限,裁刀机构在完成裁切后,需要运输标签至收料装置的放料位置以完成收料,且运输过程需要往返一个跨度才能完成一个循环,运输速度也受限于横移电缸的速度。因此,现有技术会浪费一定的时间。产生裁切效率低的问题。
5.因此,如何有效提高裁切效率,以满足产能需求,成为本领域技术人员亟需解决的技术问题。
技术实现要素:
6.有鉴于此,本实用新型的目的在于提供一种裁切设备用裁切收料单元,以有效提升标签裁切效率,满足标签的大批量需求。
7.本实用新型的另一目的在于提供一种裁切设备。
8.为实现上述目的,本实用新型提供如下技术方案:
9.一种裁切设备用裁切收料单元,包括:
10.收料板,用于承接料带上的待裁切件;
11.裁切刀,所述裁切刀为刀片结构,用于将所述收料板上的待裁切件裁下;
12.隔离膜,所述隔离膜的运动路径经过所述收料板,用于在所述收料板处承接并输送由所述裁切刀裁下的裁切件;
13.收料驱动装置,用于驱动所述隔离膜运动,以完成收料动作。
14.优选地,在上述裁切设备用裁切收料单元中,还包括裁断辅助块,所述裁断辅助块设置于所述收料板的正上方,用于按压由所述裁切刀裁下的裁切件以固定于所述隔离膜上。
15.优选地,在上述裁切设备用裁切收料单元中,所述收料板通过收料弹簧浮动设置
于机架上,且所述收料弹簧的伸缩方向与所述裁断辅助块的下压方向一致。
16.优选地,在上述裁切设备用裁切收料单元中,还包括通过收料旋转轴铰接于机架上的收料摆臂,所述收料板设置于所述收料摆臂上,所述收料弹簧设置于所述收料摆臂与机架之间。
17.优选地,在上述裁切设备用裁切收料单元中,还包括用于限制所述收料摆臂的复位极限位置的限位件,在所述收料摆臂处于复位极限位置时,所述收料板处于裁切位置。
18.优选地,在上述裁切设备用裁切收料单元中,所述裁断辅助块与所述裁切刀相连,以同步运动。
19.优选地,在上述裁切设备用裁切收料单元中,还包括:
20.裁切定位传感器,用于检测所述料带上的待裁切件的位置;
21.裁切控制器,用于在所述裁切定位传感器检测到所述料带上的待裁切件到达裁切位置时,控制所述裁切刀完成裁切动作。
22.优选地,在上述裁切设备用裁切收料单元中,还包括:
23.收料定位传感器,用于检测所述收料板处的所述隔离膜上是否有裁切件;
24.收料控制器,用于在所述收料板处的所述隔离膜上有裁切完成的裁切件时,控制所述收料驱动装置启动牵引动作,在所述收料板处的所述隔离膜上没有裁切件时,控制所述收料驱动装置停止牵引动作。
25.本实用新型还提供了一种裁切设备,包括裁切收料单元,所述裁切收料单元具备以上技术效果的一项或者多项。
26.优选地,在上述裁切设备中,还包括设置于所述裁切收料单元上游的修边单元,所述修边单元包括:
27.修边裁刀,为两个平行设置的可旋转的圆形裁刀,所述修边裁刀用于对所述料带进行宽度方向的修边,两个所述修边裁刀之间的距离为后道工序需要的料带宽度;
28.裁刀配切辊,与所述修边裁刀压紧配合,将通过所述裁刀配切辊的所述料带裁断。
29.优选地,在上述裁切设备中,所述修边单元还包括用于调节所述修边裁刀和所述裁刀配切辊之间的压紧力的配切调节弹簧。
30.优选地,在上述裁切设备中,所述修边单元还包括:
31.分料上压辊;
32.分料下压辊,所述分料下压辊与所述分料上压辊配合,用于使修边后的所述料带在中间位置的设定高度进入下道工序,修边废料在两侧位置的另一高度与所述料带分离并排出。
33.优选地,在上述裁切设备中,所述分料上压辊与所述分料下压辊在排出料带的配合位置与排出废料的配合位置的配合直径不同。
34.优选地,在上述裁切设备中,所述分料上压辊与所述分料下压辊在排出料带的配合位置还设置有摩擦装置以顺利排出料带,所述摩擦装置包括摩擦橡胶圈和/或摩擦滚轮。
35.优选地,在上述裁切设备中,还包括用于驱动修边后的所述料带继续运动的剥膜单元,所述剥膜单元设置于所述修边单元与所述裁切收料单元之间,所述剥膜单元包括:
36.剥膜块,用于剥离所述料带的下层保鲜膜并使所述料带和所述下层保鲜膜沿设定方向运动;
37.剥膜滚轴,用于缠绕并牵引所述剥膜块剥离下来的所述下层保鲜膜,在牵引所述下层保鲜膜的同时带动所述料带向前运动进入下一工序;
38.剥膜电机,用于驱动所述剥膜滚轴转动。
39.从上述的技术方案可以看出,本实用新型提供的裁切设备用裁切收料单元,与现有技术的区别在于使用单个刀片裁切刀替代中空仿形裁刀,使裁切刀仅完成裁切动作而非裁切及运输动作,并在裁切位置设置覆盖有隔离膜的收料板,可以通过隔离膜的运动及时带离裁切完成的裁切件,完成收料,优化了现有技术先运输裁切件再收料的过程,提高了裁切效率。
附图说明
40.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
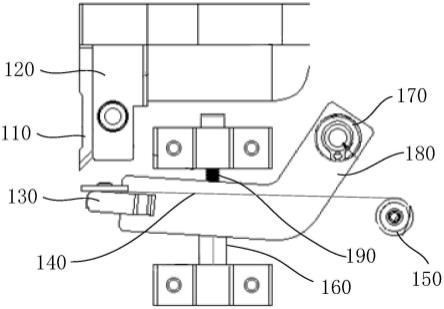
41.图1为本实用新型实施例提供的裁切收料单元的结构示意图;
42.图2为本实用新型实施例提供的裁切收料单元及剥膜单元结构示意图;
43.图3为本实用新型实施例提供的裁切设备的整体结构示意图;
44.图4为本实用新型实施例提供的修边单元结构示意图;
45.图5为本实用新型实施例提供的修边单元分离料带工作示意图;
46.图6为本实用新型实施例提供的剥膜单元的结构示意图;
47.图7为本实用新型实施例提供的剥膜块工作示意图;
48.其中,10为裁切收料单元,20为修边单元,30为剥膜单元,110为裁切刀, 120为裁断辅助块,130为收料板,140为隔离膜,150为收料驱动装置,160为收料弹簧,170为收料旋转轴,180为收料摆臂,190为限位件,1010为裁切定位传感器,1020为收料定位传感器,210为修边裁刀,220为裁刀配切辊,230 为分料上压辊,240为分料下压辊,2401为摩擦装置,310为剥膜块,320为剥膜滚轴,330为剥膜电机。
具体实施方式
49.本实用新型的核心在于公开一种裁切设备用裁切收料单元,以有效提升标签裁切效率,满足标签生产的大批量需求。
50.本实用新型的另一核心在于公开一种具有上述裁切收料单元的裁切设备。
51.为了使本技术领域的人员更好地理解本实用新型方案,下面参照附图对本实用新型实施例进行说明。此外,下面所示的实施例不对权利要求所记载的实用新型内容起任何限定作用。另外,下面实施例所表示的构成的全部内容不限于作为权利要求所记载的实用新型的解决方案所必需的。
52.在现有的电子标签裁切设备领域中,裁切过程与收料过程相互独立,通过使用仿形中空裁刀对标签进行裁切并运输。由于包含运输过程,因此会产生一定时间的等待节拍,且运输速度受限于运输机构的移动速度等,产生效率低下的问题。
53.为了克服上述技术问题,发明人经过巧妙构思,设计出一裁切设备用裁切收料单
元,将裁切过程与收料过程结合在一起,在裁切位置完成裁切动作后,即刻将裁切位置的标签进行收料,优化了运输过程,提高了工作效率。具体结构细节,请见下文具体实施的方式。
54.本实用新型实施例公开了一种裁切设备用裁切收料单元,该裁切收料单元不局限于仅用于裁切电子标签,任意需要将料带上的某部分裁下的产品,均适用于本裁切收料单元。
55.如图1所示,本实用新型实施例公开的裁切设备用裁切收料单元包括收料板130、裁切刀110、隔离膜140和收料驱动装置150。其中:
56.裁切刀110为单个刀片结构,在待裁切件到达裁切位置时向下进行裁切动作,并在完成动作后提升高度等待下一次裁切动作。
57.需要说明的是,裁切刀110向下运动执行裁切动作后,提升高度等待下一次裁切动作,不对裁切件进行运输动作。
58.收料板130设置于裁切位置,用于在裁切刀110对待裁切件进行裁切时承接待裁切件。沿设定路径运动的隔离膜140经过收料板130,在裁切刀110完成裁切后,收料板130处的隔离膜上有裁切完成的裁切件,收料驱动装置150驱动隔离膜140运动,带离收料板130处的裁切件,完成收料。
59.需要说明的是,隔离膜140是一种pet透明膜,分正反面,其反面带有涂层且与橡胶标签不粘连,因此隔离膜140可以用于运输标签并收料成卷,标签不会反粘,且会一直保持在隔离膜140的正面。
60.需要进一步说明的是,收料驱动装置150可以为伺服电机,也可以为步进电机,在这里优选收料驱动装置150为伺服电机。
61.本实用新型提供的裁切设备用裁切收料单元,与现有技术的区别在于,通过优化了裁切件运输的过程实现了裁切效率的提高。其中,使用刀片结构的裁切刀110进行裁切动作,并在裁切位置设置覆盖有隔离膜140的收料板 130,在裁切刀110完成裁切动作后,收料驱动装置150驱动隔离膜140运动带离裁切件进行收料。该裁切设备用裁切收料单元将现有技术中的裁切单元与收料单元进行优化创新,取消了裁切完成后裁切件的运输过程,提高了裁切效率。
62.为了使裁切件更好地压合在隔离膜140上,本实施例公开的裁切设备用裁切收料单元还包括裁断辅助块120。在裁切刀110完成裁切动作后,需要使裁切件固定于收料板130处的隔离膜140上,为了确保裁切件可以良好地固定于隔离膜上150,在收料板130的正上方设置裁断辅助块120,当收料板130处的隔离膜140上有裁切后的裁切件时,裁断辅助块120向下运动将裁切件按压固定于隔离膜140上,保证隔离膜140运动时可以带离裁切件。
63.为了优化裁切件的压合过程,本实施例公开的裁切设备用裁切收料单元还包括收料弹簧160,收料弹簧160将收料板130浮动固定于机架上,且收料弹簧160的伸缩方向与裁断辅助块120的下压方向一致。当裁断辅助块120向下运动,按压裁切件至收料板130处的隔离膜140上时,由于收料弹簧160的伸缩方向与裁断辅助块120的下压方向一致,会使得收料板130受到按压后沿按压方向位移,压缩收料弹簧160,收料板130可以更好地承受裁断辅助块120的按压力从而将裁切件顺利固定于隔离膜140上,在裁断辅助块120完成按压并远离收料板130后,收料弹簧160恢复至原有长度,带动收料板130重新回到裁切位置。
64.为了进一步优化上述方案,本实施例公开的裁切设备用裁切收料单元还包括通过
收料旋转轴170铰接于机架上的收料摆臂180,收料摆臂180可以沿收料旋转轴170旋转。收料板设置于收料摆臂180上,收料弹簧160设置于收料摆臂180与机架之间,当裁断辅助块120向下运动,按压裁切件至收料板130处的隔离膜140上时,收料摆臂180因收料板130受力而沿着收料旋转轴170旋转,旋转方向为受力方向,同时带动收料板130沿按压方向位移并压缩收料弹簧 160,使裁切件顺利固定于隔离膜140上,在裁断辅助块120完成按压并远离收料板130后,收料弹簧160恢复至原有长度,收料摆臂180沿收料旋转轴170重新旋转至按压前的位置,同时带动收料板130会到裁切位置。
65.进一步地,本实施例公开的裁切设备用裁切收料单元还包括用于限制收料摆臂180的复位极限位置的限位件190。在裁断辅助块120完成按压并远离收料板130后,收料摆臂180会受收料弹簧160复位作用旋转,若收料摆臂180复位后的位置超过原收料摆臂180所在位置,收料板130会高于原有位置,导致待裁切件无法顺利移动至裁切位置,影响后续裁切过程。限位件190用于限制收料摆臂180的复位位置,使收料摆臂180不会超过复位极限位置,以保证下一次裁切动作的顺利进行。
66.需要说明的是,当收料摆臂180处于复位极限位置时,收料板130位于裁切位置。
67.需要进一步说明的是,此处优选限位件190为限位螺栓。
68.在本实用新型的另一实施例提供的裁切设备用裁切收料单元中,裁断辅助块120与裁切刀110固定连接并同步运动,裁断辅助块120固定于裁切刀110 下游位置,裁切刀110裁切端头高于裁断辅助块120底部,在裁切刀110进行裁切动作的同时,裁断辅助块120按压裁切件至裁切位置的隔离膜140上,并在裁切刀110完成裁切动作远离料带时,裁断辅助块120同步离开裁切件。
69.如图2所示,为了进一步优化上述各实施例中的方案,上述实施例所公开的裁切设备用裁切收料单元还包括裁切定位传感器1010和裁切控制器。
70.裁切定位传感器1010用于检测料带上待裁切件的位置,裁切控制器用于在裁切定位传感器1010检测到料带上的待裁切件移动至裁切位置时,控制裁切位置处的裁切刀110进行裁切,以增加裁切刀110对料带上的待裁切件的精准裁切,避免产生裁切不准确导致裁切件损坏的问题。
71.需要说明的是,裁切定位传感器1010可以是涡流传感器,也可以是工业视觉相机,在这里优选裁切定位传感器1010为工业视觉相机。
72.如图2所示,为了进一步优化上述各实施例中的方案,上述实施例所公开的裁切设备用裁切收料单元还包括收料定位传感器1020和收料控制器。
73.收料定位传感器1020用于检测收料板130处的隔离膜140上是否有裁切件,收料控制器用于在收料定位传感器1020检测到收料板130处的隔离膜140 上有裁切完成的裁切件时,控制收料驱动装置150启动牵引动作,并在收料板 130处的隔离膜140上没有裁切件时,控制收料驱动装置150停止牵引动作。
74.需要说明的是,此处优选收料定位传感器1020为自反式传感器。
75.如图3所示,本实用新型实施例还公开了一种具有上述实施例公开的裁切收料单元10的裁切设备。由于具有上述裁切收料单元10,因此兼具上述裁切收料单元10的所有技术效果,本文在此不再赘述。
76.另外,本实用新型公开的裁切设备还应当包括设置于裁切收料单元10上游的修边
单元20,用于对料带进行宽度方向的预先修边处理。
77.如图4所示,本实用新型公开的裁切设备中的修边单元20包括:
78.修边裁刀210,为两个平行设置的可旋转的圆形裁刀,用于对料带进行宽度方向的修边,两个修边裁刀210之间的距离根据成品裁切件的宽度设置,料带通过两个修边裁刀210裁切后的宽度即成品裁切件的宽度;
79.裁刀配切辊220,与修边裁刀210压紧配合,料带经过压紧配合的修边裁刀210和裁刀配切辊220后,被裁切为后道工序所需宽度的料带。
80.为了进一步优化上述方案,本实用新型实施例公开的裁切设备还包括配切调节弹簧260。在修边裁刀210与裁刀配切辊220配合工作的过程中,若压紧力不足,会导致料带无法被切断,从而影响后道工序,配切调节弹簧260设置于修边裁刀210上方,用于调节修边裁刀210和裁刀配切辊220之间的压紧力,保证料带通过修边裁刀210和裁刀配切辊220时可以被顺利裁切。
81.如图4和图5所示,本实用新型实施例公开的裁切设备还包括分料上压辊 230和分料下压辊240,分料上压辊230和分料下压辊240配合,用于使修边后的料带在中间位置的设定高度b进入下道工序,修边废料在两侧位置的另一高度a与所述料带分离并排出。
82.进一步地,上述方案中的分料上压辊230与分料下压辊240通过各个位置配合直径的不同实现在不同高度排出料带和废料。
83.以本实用新型提供的一个实施例为例进行说明,在修边裁刀210与裁刀配切辊220配合工作完成后,原有料带中间位置被裁切为新料带,两侧位置被裁切为废料,裁切后的新料带和废料继续运动进入分料上压辊230和分料下压辊 240,分料上压辊230为两侧直径大,中间直径小的不规则压辊,且中间小直径部分宽度为新料带宽度;与之配合的分料下压辊240为两侧直径小,中间直径大的不规则压辊,且中间大直径部分宽度为新料带宽度,如图5所示,由于各部分直径不同,分料上压辊230和分料下压辊240在中间位置的配合高度为 b,在两侧位置的配合高度为a,在夹持及运输裁切后的料带的过程中,裁切后的新料带在b高度继续向下游运动,裁切后的废料在重力作用下,由a高度从两侧向下排出。此方案避免了废料与新料带产生粘连,影响后道工序。
84.为了进一步优化上述方案,本实施例公开的裁切设备还包括摩擦装置 2401,设置于分料上压辊230和分料下压辊240的中间位置,使得裁切完成后的新料带顺利运动,避免发生打滑现象。摩擦装置2401可以是摩擦橡胶圈,也可以是摩擦滚轮。
85.如图3和图6所示,为了进一步优化上述方案,本实施例公开的裁切设备还包括用于驱动修边后的料带继续运动剥膜单元30,剥膜单元30设置于修边单元20与裁切收料单元10之间,包括:
86.剥膜块310,用于剥离料带的下层保鲜膜,并使料带和下层保鲜膜沿设定方向运动;
87.剥膜滚轴320,用于缠绕并牵引剥膜块310剥离下来的下层保鲜膜,由于下层保鲜膜与料带有一定的粘性,因此在剥膜滚轴320牵引下层保鲜膜的同时可以带动料带继续运动进入下一工序;
88.剥膜电机330,用于驱动剥膜滚轴320转动。
89.如图7所示,需要说明的是,料带在经过剥膜块310时,下层保鲜膜被剥离并沿d方
向被剥膜滚轴320牵引运动,剥离下层保鲜膜后的料带在输送带和下层保鲜膜粘性的作用下沿c方向运动,完成剥膜动作。
90.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
