1.本实用新型涉及涂覆机技术领域,特别涉及一种全自动调阀间距的双阀涂覆机。
背景技术:
2.自动化喷涂是未来制造领域重要的技术之一,随着我国工业经济结构调整与产业升级发展,智能化和自动化必然成为产业结构优化升级的方向之一。目前市场上的喷涂设备为了提高生产效率,采用双阀同时喷涂。现有技术中的双阀涂覆机,由于不同产品型号需要采用不同阀间距进行喷涂,其无法满足多样化的喷涂需求。
3.故需要提供一种全自动调阀间距的双阀涂覆机来解决上述技术问题。
技术实现要素:
4.本实用新型提供一种全自动调阀间距的双阀涂覆机,以解决现有技术中的双阀涂覆机,由于不同产品型号需要采用不同阀间距进行喷涂,其无法满足多样化的喷涂需求的技术问题。
5.为解决上述技术问题,本实用新型的技术方案为:
6.一种全自动调阀间距的双阀涂覆机,其包括:
7.喷涂组件,其包括第一涂覆阀和第二涂覆阀;以及,
8.阀间距调节模块,其包括固定连接板、调节丝杠、滑动块和驱动组件;所述调节丝杠转动设置在所述固定连接板上,所述调节丝杠的两端分别为第一端和第二端;所述滑动块传动设置在所述调节丝杠上;所述第一涂覆阀设置在所述固定连接板上,且位于所述第一端的一侧,所述第二涂覆阀设置在所述滑动块上;所述驱动组件与所述第二端连接,所述驱动组件用于驱动所述调节丝杠转动,从而使得所述滑动块传动,进而使得所述第二涂覆阀靠近或远离所述第一涂覆阀。
9.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述喷涂组件位于所述固定连接板的前侧,所述驱动组件包括主动轮、从动轮、调节皮带和阀间距调节电机;所述从动轮与所述第二端连接,所述调节皮带套设在所述主动轮和所述从动轮的外部,所述阀间距调节电机位于所述固定连接板的后侧,且与所述主动轮连接,所述阀间距调节电机用于驱动所述主动轮转动,从而通过所述调节皮带带动所述从动轮转动,进而带动所述调节丝杠转动。
10.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述调节丝杠的两侧均固定设置有定位导轨,所述滑动块滑动设置在两个所述两个定位导轨上;所述调节丝杠的一侧设置有标尺,所述标尺用于显示所述第一涂覆阀和所述第二涂覆阀之间的距离。
11.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述喷涂组件还包括:
12.第一上下气缸,所述第一涂覆阀设置在所述第一上下气缸的滑块上,所述第一上下气缸的滑块用于带动所述第一涂覆阀沿竖直方向上下移动;以及,
13.第二上下气缸,所述第二涂覆阀设置在所述第二上下气缸的滑块上,所述第二上
下气缸的滑块用于带动所述第二涂覆阀沿竖直方向上下移动。
14.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述全自动调阀间距的双阀涂覆机还包括xyz轴移动模块,其包括:
15.竖向z轴组件,其包括z轴滑块、z轴丝杠和z轴电机;所述z轴滑块与所述固定连接板连接,且所述z轴滑块传动设置在所述z轴丝杠上,所述z轴电机与所述z轴丝杠连接,所述z轴电机转动用于驱动所述z轴丝杠转动,从而使得所述z轴滑块沿竖向移动,进而使得所述第一涂覆阀和所述第二涂覆阀沿竖向移动;
16.横向x轴组件,其包括x轴滑块、x轴丝杠和x轴电机;所述x轴滑块与所述竖向z轴组件连接,且所述x轴滑块传动设置在所述x轴丝杠上,所述x轴电机与所述x轴丝杠连接,所述x轴电机转动用于驱动所述x轴丝杠转动,从而使得所述x轴滑块沿横向移动,进而使得所述第一涂覆阀和所述第二涂覆阀沿横向移动;以及,
17.纵向y轴组件,其包括y轴滑块、y轴丝杠和y轴电机;所述y轴滑块与所述横向x轴组件连接,且所述y轴滑块传动设置在所述y轴丝杠上,所述y轴电机与所述y轴丝杠连接,所述y轴电机转动用于驱动所述y轴丝杠转动,从而使得所述y轴滑块沿纵向移动,进而使得所述第一涂覆阀和所述第二涂覆阀沿纵向移动。
18.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述固定连接板的一个侧边设置有凸出的连接端,所述阀间距调节模块还包括两个平行设置的连接架,所述连接架的一端与所述连接端连接,另一端与所述z轴滑块连接。
19.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述全自动调阀间距的双阀涂覆机还包括链条输送轨道,其水平设置,所述链条输送轨道用于输送pcb板。
20.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述链条输送轨道上设置有压板,且所述压板沿竖向活动设置,所述压板用于压住所述链条输送轨道输送的pcb板。
21.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述链条输送轨道的一端设置有进板感应器,所述进板感应器用于感应pcb板。
22.本实用新型所述的全自动调阀间距的双阀涂覆机中,所述全自动调阀间距的双阀涂覆机还包括:
23.ccd相机,其设置在所述竖向z轴组件的一侧,所述ccd相机用于对pcb板进行拍照;
24.正反识别程序模块,其与所述ccd相机连接,用于识别所述ccd相机拍摄的pcb板处于正面还是反面;以及,
25.喷涂程序控制模块,其包括正面喷涂程序和反面喷涂程序,所述喷涂程序控制模块与所述正反识别程序模块连接,当所述正反识别程序模块识别为正面时,所述正面喷涂程序启动,当所述正反识别程序模块识别为反面时,所述反面喷涂程序启动。
26.本实用新型相较于现有技术,其有益效果为:本实用新型的全自动调阀间距的双阀涂覆机,其通过驱动组件驱动调节丝杠转动,从而使得滑动块传动,进而使得第二涂覆阀靠近或远离第一涂覆阀。本实用新型的全自动调阀间距的双阀涂覆机,其可以自动根据喷涂的产品调整阀间距,实现快速换型喷涂,既可以提高喷涂效率,又能满足工厂多样化的喷涂需求。
附图说明
27.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本实用新型的部分实施例相应的附图。
28.图1为本实用新型的全自动调阀间距的双阀涂覆机的正面结构示意图。
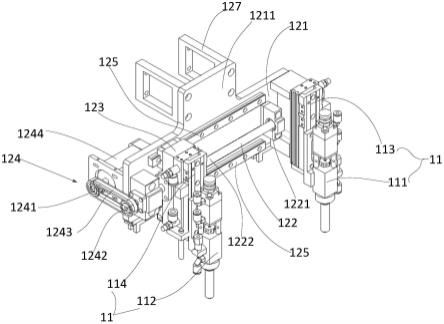
29.图2为本实用新型的全自动调阀间距的双阀涂覆机的部分立体结构示意图。
30.图3为本实用新型的全自动调阀间距的双阀涂覆机的阀间距调节模块的立体结构示意图。
31.图4为本实用新型的全自动调阀间距的双阀涂覆机的阀间距调节模块的正面结构示意图。
32.其中,
33.11、喷涂组件,111、第一涂覆阀,112、第二涂覆阀,113、第一上下气缸,114、第二上下气缸,
34.12、阀间距调节模块,
35.121、固定连接板,1211、连接端,
36.122、调节丝杠,1221、第一端,1222、第二端,
37.123、滑动块,
38.124、驱动组件,1241、主动轮,1242、从动轮,1243、调节皮带,1244、阀间距调节电机,
39.125、定位导轨,
40.126、标尺,
41.127、连接架,
42.13、xyz轴移动模块,
43.131、竖向z轴组件,
44.132、横向x轴组件,
45.133、纵向y轴组件,
46.14、链条输送轨道,
47.15、压板,
48.16、ccd相机。
49.在图中,结构相似的单元是以相同标号表示。
具体实施方式
50.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
51.本实用新型中所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「侧面」、「顶部」以及「底部」等词,仅是参考附图的方位,使用的方向用语是用以说明及理解本实用新型,而非用以限制本实用新型。
52.本实用新型术语中的“第一”“第二”等词仅作为描述目的,而不能理解为指示或暗示相对的重要性,以及不作为对先后顺序的限制。
53.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
54.由于不同产品型号需要采用不同阀间距进行喷涂,现有技术中的双阀涂覆机,其无法满足多样化的喷涂需求。
55.如下为本实用新型提供的一种能解决以上技术问题的全自动调阀间距的双阀涂覆机的优选实施例。
56.请参照图1、图2、图3和图4,本实用新型提供一种全自动调阀间距的双阀涂覆机,其包括喷涂组件11和阀间距调节模块12。喷涂组件11包括第一涂覆阀111和第二涂覆阀112。阀间距调节模块12包括固定连接板121、调节丝杠122、滑动块123和驱动组件124。调节丝杠122转动设置在固定连接板121上,调节丝杠122的两端分别为第一端1221和第二端1222。滑动块123传动设置在调节丝杠122上。第一涂覆阀111设置在固定连接板121上,且位于第一端1221的一侧,第二涂覆阀112设置在滑动块123上。驱动组件124与第二端1222连接,驱动组件124用于驱动调节丝杠122转动,从而使得滑动块123传动,进而使得第二涂覆阀112靠近或远离第一涂覆阀111。
57.本实用新型的全自动调阀间距的双阀涂覆机,其通过驱动组件124驱动调节丝杠122转动,从而使得滑动块123传动,进而使得第二涂覆阀112靠近或远离第一涂覆阀111。本实用新型的全自动调阀间距的双阀涂覆机,其可以自动根据喷涂的产品调整阀间距,实现快速换型喷涂,既可以提高喷涂效率,又能满足工厂多样化的喷涂需求。
58.请参照图3,喷涂组件11位于固定连接板121的前侧,驱动组件124包括主动轮1241、从动轮1242、调节皮带1243和阀间距调节电机1244。从动轮1242与第二端1222连接,调节皮带1243套设在主动轮1241和从动轮1242的外部,阀间距调节电机1244位于固定连接板121的后侧,且与主动轮1241连接,阀间距调节电机1244用于驱动主动轮1241转动,从而通过调节皮带1243带动从动轮1242转动,进而带动调节丝杠122转动。上述结构不仅可以稳定和自动调节第一涂覆阀111和第二涂覆阀112之间的距离,而且结构紧凑。
59.请继续参照图3,调节丝杠122的两侧均固定设置有定位导轨125,滑动块123滑动设置在两个两个定位导轨125上。调节丝杠122的一侧设置有标尺126,标尺126用于显示第一涂覆阀111和第二涂覆阀112之间的距离。上述结构可以使得第二涂覆阀112移动稳定,并且便于精确调整间距。
60.请继续参照图3,喷涂组件11还包括第一上下气缸113和第二上下气缸114。第一涂覆阀111设置在第一上下气缸113的滑块上,第一上下气缸113的滑块用于带动第一涂覆阀111沿竖直方向上下移动。第二涂覆阀112设置在第二上下气缸114的滑块上,第二上下气缸114的滑块用于带动第二涂覆阀112沿竖直方向上下移动。上述结构可以分开调节第一涂覆阀111和第二涂覆阀112的上下位置,以满足不同的喷涂需求。
61.请参照图1和图2,全自动调阀间距的双阀涂覆机还包括xyz轴移动模块13,其包括
竖向z轴组件131、横向x轴组件132和纵向y轴组件133。竖向z轴组件131包括z轴滑块、z轴丝杠和z轴电机。z轴滑块与固定连接板121连接,且z轴滑块传动设置在z轴丝杠上,z轴电机与z轴丝杠连接,z轴电机转动用于驱动z轴丝杠转动,从而使得z轴滑块沿竖向移动,进而使得第一涂覆阀111和第二涂覆阀112沿竖向移动。横向x轴组件132包括x轴滑块、x轴丝杠和x轴电机。x轴滑块与竖向z轴组件131连接,且x轴滑块传动设置在x轴丝杠上,x轴电机与x轴丝杠连接,x轴电机转动用于驱动x轴丝杠转动,从而使得x轴滑块沿横向移动,进而使得第一涂覆阀111和第二涂覆阀112沿横向移动。纵向y轴组件133包括y轴滑块、y轴丝杠和y轴电机;y轴滑块与x轴组件132连接,y轴滑块传动设置在y轴丝杠上,y轴电机与y轴丝杠连接,y轴电机转动用于驱动y轴丝杠转动,从而使得y轴滑块沿纵向移动,进而使得第一涂覆阀111和第二涂覆阀112沿纵向移动。上述结构可以对第一涂覆阀111和第二涂覆阀112在x方向、y方向和z方向进行位置调整。
62.请参照图3,同时请参照图2。固定连接板121的一个侧边设置有凸出的连接端1211,阀间距调节模块12还包括两个平行设置的连接架127,连接架127的一端与连接端1211连接,另一端与z轴滑块连接。该结构使得阀间距调节模块12与xyz轴移动模块13连接稳定。
63.请参照图1和图2,全自动调阀间距的双阀涂覆机还包括链条输送轨道14,其水平设置,链条输送轨道14用于输送pcb板。该结构可以自动输送pcb板,提高加工效率。
64.请继续参照图1和图2,链条输送轨道14上设置有压板15,且压板15沿竖向活动设置,压板15用于压住链条输送轨道14输送的pcb板。该结构可以使得pcb板固定稳定,提高喷涂效果。
65.链条输送轨道14的一端设置有进板感应器,进板感应器用于感应pcb板。采用该结构,当进板感应器感应到有pcb板时,链条输送轨道14才会启动,避免进行无效喷涂。
66.请继续参照图1和图2,全自动调阀间距的双阀涂覆机还包括ccd相机16、正反识别程序模块和喷涂程序控制模块。ccd相机16设置在竖向z轴组件131的一侧,ccd相机16用于对pcb板进行拍照。正反识别程序模块与ccd相机16连接,用于识别ccd相机16拍摄的pcb板处于正面还是反面。喷涂程序控制模块包括正面喷涂程序和反面喷涂程序,喷涂程序控制模块与正反识别程序模块连接,当正反识别程序模块识别为正面时,正面喷涂程序启动,当正反识别程序模块识别为反面时,反面喷涂程序启动。采用上述结构,可以根据pcb板处于正面或反面,从而采用不同的喷涂程序,满足不同的喷涂需求,有效提高了喷涂效率。
67.本实用新型的全自动调阀间距的双阀涂覆机的工作原理:
68.1、设备复位,第一涂覆阀111和第二涂覆阀112跟随横向x轴组件132,纵向y轴组件133和竖向z轴组件131回到各自的工作位。
69.2、操作人员按下设备上启动按钮,等待pcb来料,pcb板进料,进板感应器感应到有产品,链条输送轨道14启动,pcb板产品跟随链条输送轨道14移动到定位处。
70.3、纵向y轴组件133和横向x轴组件132移动到设定的正反识别拍照位,识别出进料的pcb板产品是bot面还是top面,然后设备根据识别出的结果调用对应的正面喷涂程序或反面喷涂程序。
71.4、正反面识别结束后,第一涂覆阀111和第二涂覆阀112按照程序设定的运动轨迹对产品喷涂。
72.5、喷涂完成后,横向x轴组件132和竖向z轴组件131还有纵向y轴组件133回到各自的工作位,同时链条输送轨道14将pcb产品移动送出。
73.6、当设备长时间没有操作进行喷涂工作时,会根据设定的等待时间,如果超过设定的等待时间,横向x轴组件132,纵向y轴组件133和竖向z轴组件131会自动移动到程序的设定浸泡位置,让第一涂覆阀111和第二涂覆阀112移动到浸泡料盒进行浸泡操作,防止因为长时间没进行喷涂而导致喷涂胶阀堵塞等问题。
74.7、当横向x轴组件132,纵向y轴组件133和竖向z轴组件131在设定浸泡位置时,进板感应器感应到有产品进来时,设备竖向z轴组件131先回零,涂覆阀离开浸泡料盒后,移动到设定的吐液位置,进行吐液动作,横向x轴组件132和竖向z轴组件131还有纵向y轴组件133回到各自的工作位,等待产品到达定位处,涂覆机构又开始按照设定轨迹进行喷涂点胶动作,结束后又将产品输送出去。
75.上述即为本优选实施例的全自动调阀间距的双阀涂覆机的工作过程。
76.本实用新型的全自动调阀间距的双阀涂覆机,其通过驱动组件124驱动调节丝杠122转动,从而使得滑动块123传动,进而使得第二涂覆阀112靠近或远离第一涂覆阀111。本实用新型的全自动调阀间距的双阀涂覆机,其可以自动根据喷涂的产品调整阀间距,实现快速换型喷涂,既可以提高喷涂效率,又能满足工厂多样化的喷涂需求。
77.综上所述,虽然本实用新型已以优选实施例揭露如上,但上述优选实施例并非用以限制本实用新型,本领域的普通技术人员,在不脱离本实用新型的精神和范围内,均可作各种更动与润饰,因此本实用新型的保护范围以权利要求界定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
