一种c形密封环的制造工艺
技术领域
1.本发明涉及控制阀金属密封环技术领域,尤其是指一种c形密封环的制造工艺。
背景技术:
2.工业控制阀是化工行业不可或缺的控制单元,工业控制阀中套筒调节阀,顶装式球阀,双向密封蝶阀都会存在使用c形密封环的工况环境。例如顶装式球阀阀体与阀座为锥面自密封结构,通常阀座与阀体密封采用石墨,四氟等作为密封材料,但此类材料只能运用于低温或者低压工况环境,一旦存在高压及高温工况环境,则阀体与阀座密封会存在失效,泄漏情况。所以需要生产一种可以运用于高温,高压环境的c形密封环作为阀座背面密封件。球阀、蝶阀及套筒调节阀都会存在高温、高压、高腐蚀性等恶劣工况环境,c形金属密封环凭着优良,可靠的密封环性能将成为化工行业非金属密封件的有效替换品。
3.因此亟需设计一种生产高效、自动化程度高,可以保证质量要求的c形密封环制造设备,从而解决困扰化工行业制造商的难题。
技术实现要素:
4.本发明的目的是克服上述不足之处,从而提供用于制造c形密封环的设备,该设备能够满足c形密封环的尺寸,质量,工况要求,减少制造难度,提高生产制造效率。
5.为解决上述技术问题,本发明提供一种c形密封环的制造工艺,包括如下步骤:步骤s1:通过成形压制装置使得毛坯板材成形为c形截断面长条状型材,所述成形压制装置至少包括一对成形滚轮,所述成形滚轮包括凹轮和凸轮,通过凹轮和凸轮配合转动带动毛坯板材前进;步骤s2:通过激光切割设备将c形截断面长条状型材切割成预设长度尺寸的c形截断面料材;步骤s3:通过自动卷圆装置卷圆,所述自动卷圆装置包括第一外滚轮、第二外滚轮、内滚轮,所述第一外滚轮、第二外滚轮、内滚轮均为内凹滚轮,所述内滚轮设于第一外滚轮、第二外滚轮之间的下方,将压缩弹簧填充于c形截断面料材的c形腔中后,并依次经过自动卷圆装置的第一外滚轮、内滚轮之间与第二外滚轮、内滚轮之间成形卷圆,形成填充有压缩弹簧的圆形c形环;步骤s4:将圆形c形环的截断面通过激光焊接设备进行焊接,形成焊接成形c形环;步骤s5:对焊接成形后的c形环通过热处理设备进行去应力处理;步骤s6:对去应力处理处理后的c形环的环焊缝通过打磨抛光设备进行打磨抛光,形成c形密封环,并通过检测设备检验c形密封环粗糙度以及尺寸是否符合要求。
6.在本发明的一种实施方式中,所述毛坯板材为定宽尺寸钢带,采用316板材,其厚度为0.8-1mm。
7.在本发明的一种实施方式中,所述成形滚轮的数量为三对,三对成形滚轮沿同一直线设置。
8.在本发明的一种实施方式中,所述激光切割设备切割功率为1000-1200w。
9.在本发明的一种实施方式中,所述第一外滚轮、第二外滚轮、内滚轮的内凹形状为圆弧。
10.在本发明的一种实施方式中,所述激光焊接设备的焊接功率为500~550w。
11.在本发明的一种实施方式中,所述热处理设备的热处理温度为450
±
14
°
c,升温速率 100-200
°
c/h,保温时间为 6-8h。
12.在本发明的一种实施方式中,步骤s6中,所述打磨抛光设备使用成型砂轮打磨拋光,200#粗加工后使用600#成型砂,轮精加工拋光。
13.在本发明的一种实施方式中,对去应力处理后的c形环的环焊缝进行打磨抛光后的粗糙度控制在0.2以下。
14.在本发明的一种实施方式中,步骤s6中,所述检测设备通过无线手持式探头实现自由测量,通过粗糙度测量仪检测密封面粗糙度是否符合要求。
15.本发明的上述技术方案相比现有技术具有以下优点:本发明所述的一种c形密封环的制造工艺,可以同时兼容生产多种规格的c形密封环,提升产品质量和产品一致性,实现自动化生产;该设备能够满足c形密封环的尺寸、质量以及工况要求,减少制造难度,提高生产制造效率。
附图说明
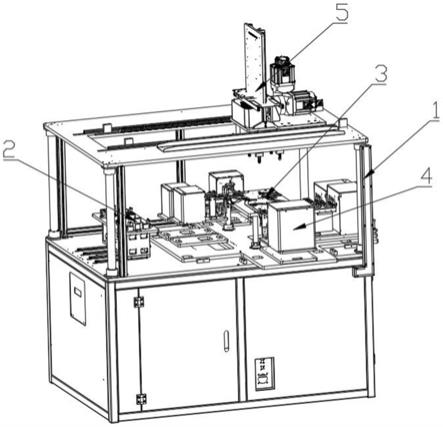
16.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中图1为本发明c形密封环的制造设备整体结构示意图。
17.图2为第一成形滚轮、第二成形滚轮、第三成形滚轮截面图。
18.图3为第一成形滚轮、第二成形滚轮、第三成形滚轮安装示意图。
19.图4为自动卷圆装置中的外滚轮和内滚轮安装示意图。
20.说明书附图标记说明:1、第一成形滚轮;1a、第一凹轮;1b、第一凸轮;2、第二成形滚轮;2a、第二凹轮;2b、第二凸轮;3、第三成形滚轮;3a、第三凹轮;3b、第三凸轮;3d、成形连接轴;3e、成形轴承;3f、成形支架;4、激光切割设备;5、c形截断面料材;6、压缩弹簧;7、自动卷圆装置;7a、第一外滚轮;7b、第二外滚轮;7c、内滚轮;7d、卷圆连接轴;7e、卷圆轴承;7f、卷圆支架;8、毛坯板材;9、圆形c形环;10、激光焊接设备;11、热处理设备;12、打磨抛光设备;13、检测设备。
具体实施方式
21.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
22.参照图1-3所示,本发明提供一种c形密封环的制造工艺,包括如下步骤:步骤s1:通过成形压制装置使得毛坯板材8成形为c形截断面长条状型材,所述成形压制装置至少包括一对成形滚轮,所述成形滚轮包括凹轮和凸轮,通过凹轮和凸轮配合转动带动毛坯板材8前进;步骤s2:通过激光切割设备4将c形截断面长条状型材切割成预设长度尺寸的c形
截断面料材5;步骤s3:通过自动卷圆装置7卷圆,所述自动卷圆装置7包括第一外滚轮7a、第二外滚轮7b、内滚轮7c,所述第一外滚轮7a、第二外滚轮7b、内滚轮7c均为内凹滚轮,所述内滚轮7c设于第一外滚轮7a、第二外滚轮7b之间的下方,将压缩弹簧6填充于c形截断面料材5的c形腔中后,并依次经过自动卷圆装置7的第一外滚轮7a、内滚轮7c之间与第二外滚轮7b、内滚轮7c之间成形卷圆,形成填充有压缩弹簧6的圆形c形环9;步骤s4:将圆形c形环9的截断面通过激光焊接设备10进行焊接,形成焊接成形c形环;步骤s5:对焊接成形后的c形环通过热处理设备11进行去应力处理;步骤s6:对去应力处理处理后的c形环的环焊缝通过打磨抛光设备12进行打磨抛光,形成c形密封环,并通过检测设备13检验c形密封环粗糙度以及尺寸是否符合要求。
23.具体地,所述毛坯板材8为定宽尺寸钢带,采用316板材,其厚度为0.8-1mm,本实施例中厚度为1mm。
24.具体地,所述成形滚轮的数量为三对,三对成形滚轮沿同一直线设置。所述毛坯板材8为定宽尺寸钢带;成形压制装置包括第一成形滚轮1、第二成形滚轮2和第三成形滚轮3,所述第一成形滚轮1包括第一凹轮1a、第一凸轮1b;所述第二形滚轮包括第二凹轮2a、第二凸轮2b;所述第三成形滚轮3包括第三凹轮3a、第三凸轮3b;定宽尺寸钢带依次通过第一成形滚轮1、第二成形滚轮2和第三成形滚轮3的滚压,逐渐形成如图所示的c形环截面形状。所述第一成形滚轮1、第二成形滚轮2和第三成形滚轮3中各个凹轮和凸轮均通过各自的成形连接轴3d、成形轴承3e安装于成形支架3f上。所述成形压制装置可选用8-12型螺旋筋成型机。
25.具体地,所述激光切割设备4为型号lb-3015-1500 激光切割机,所述激光切割设备切割功率为1000-1200w,本实施例中选择切割功率为1200w。定宽尺寸钢带从第三成形滚压轮压制出来后,由后方激光切割器将其切断成c形截断面料材5,激光切割机可设定切削参数固定切断料尺寸并具备传感器以测定切断长度;c形截断面料材5由送料机将填充的压缩弹簧6转入c形环外槽腔内。
26.具体地,所述第一外滚轮7a、第二外滚轮7b、内滚轮7c的内凹形状为圆弧。所述第一外滚轮7a、第二外滚轮7b、内滚轮7c均通过各自的卷圆连接轴7d、卷圆轴承7e安装于卷圆支架7f上。压缩弹簧6填充于c形截断面料材5的c形腔中后,能通过第一外滚轮7a、第二外滚轮7b、内滚轮7c将其包裹卷入,依次通过第一外滚轮7a与内滚轮7c之间、第二外滚轮7b与内滚轮7c之间成形为圆环状,c形环外边口包裹折为圆弧弯,以防填充弹簧掉出。所述自动卷圆装置7可以选用青科qk-01管材卷圆机。
27.具体地,所述激光焊接设备10型号为 suphw1500 fanuc m-20id,焊接功率为500~550w。圆环卷制成形后,由送料机送入后方激光焊接设备10处,工装夹具固定圆环,激光头可以随机械手摆动,焊接环拼接处焊缝。
28.具体地,所述热处理设备11为型号 dt6-4511的合车式电阻炉,圆环使用工装固定,所述热处理设备的热处理温度为450
±
14
°
c,升温速率 100-200
°
c/h,保温时间为 6-8h,本实施例中,设定热处理温度为450
°
c,升温速率 200
°
c/h,保温时间为 6h。
29.具体地,步骤s6中,使用成型砂轮打磨拋光,200#粗加工后使用 600#成型砂,轮精
加工拋光,使得对去应力处理后的c形环的环焊缝进行打磨抛光后的粗糙度控制在0.2以下。
30.具体地,步骤s6中,所述检测设备13为三坐标检测仪 wm-3000,通过无线手持式探头实现自由测量,通过粗糙度测量仪检测密封面粗糙度是否符合要求,输出 cad 图纸及检测报告书,用于存档及客户验收。通过上述设置,该c形环的制造设备能够保证质量、提高工作效率、减轻劳动强度,实现自动化生产的目的。
31.最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。