1.本发明涉及激光修复技术领域,特别是涉及一种基于金属基复合材料制备的水下激光修复装置及方法。
背景技术:
2.水下激光修复:在水中利用激光对工件表面进行加工,人为地利用空气或保护气体将待修复工件周围局部区域的水排开,形成一个较小的局部稳定干燥空间,使得激光能不受水影响直达工件表面,在工件表面进行激光熔覆、激光焊接等工艺修复缺陷。
3.拉瓦尔喷管:拉瓦尔喷管是火箭发动机和航空发动机最常用的构件,由两个锥形管构成,其中一个为收缩段,另一个为扩张段。喷管渐缩段截面积由大变小收缩,这一架构可使气流的速度因喷截面积的变化而变化,使气流从亚音速到音速。
4.金属基复合材料:金属基复合材料是以连续长纤维、短纤维、晶须及颗粒等为增强材料,以金属或其合金为基础材料通过合适的工艺制备而得。
5.以深海空间站、北极破冰船为代表的海工装备工作环境复杂,外壳及船身等构件受到碰撞发生变形与开裂后需及时维修方可继续投入使用,此类装备多为不锈钢与钛合金等耐蚀材料构成。由于海工装备返坞维修存在周期长、成本昂贵、压缩服役时间等问题,海工装备的在役修复技术成为延长其使用寿命,保证服役性能的关键,其中水下修复工艺尤为重要。水下激光修复技术具有可达性强、受水压影响小、热影响区小及残余应力低等特点,西方发达国家已经尝试利用水下激光熔覆技术在构件损伤表面形成一道强化层阻止损伤进一步扩大,以实现海工装备水下修复。
6.针对某轻质合金材料构件即便是陆上环境中,采用同合金熔覆层修复基体,其性能仍会下降。水下修复环境复杂,激光熔覆过程中气溶胶、待修复基体表面水膜、排水装置高速气流等均会对修复产生不利影响,降低熔覆层性能。使用同质合金水下激光修复,熔覆层性能难以达到母材同等水平,修复效果预期不理想。
7.申请号为201711252672.1的水下激光熔覆和水下激光-电弧复合焊接用双层排水装置,该方案提供了一种水下激光熔覆和激光-电弧复合焊接的双层排水装置,涉及水下激光熔覆和激光-电弧复合焊接领域,该发明结构巧妙、使用方便、适应性强,可完成水下激光熔覆或水下激光-电弧复合焊接工作,提高水下激光焊接工作效率和质量。该装置在使用时外层排水腔通入高压空气将水排开,紧接着内层排水腔通入高压焊接保护气,当水下局部干腔空间形成后,即可对待焊工件进行水下激光熔覆或水下激光-电弧复合焊接。该装置有几项缺点:第一,该装置内外腔结构简易,无法避免加工过程中水向内腔涌入,内腔不干燥降低熔覆质量,从而影响构件水下修复质量。第二,现有技术仅实现水下激光送丝修复,由于水下环境恶劣,激光熔覆过程中气溶胶、待修复基体表面水膜、排水装置高速气流等均会对修复产生不利影响,单纯的送丝修复熔覆层质量无法满足服役性能。
技术实现要素:
8.为解决以上技术问题,本发明提供一种基于金属基复合材料制备的水下激光修复装置及方法,采用在熔覆过程中直接加入或原位反应等方法形成金属基复合材料熔覆层,以获得与原始母材组织相同或相近的服役性能。
9.为实现上述目的,本发明提供了如下方案:
10.本发明提供一种基于金属基复合材料制备的水下激光修复装置,包括上端盖体、内层排水筒、外层排水筒和挡水罩;所述上端盖体设置于所述内层排水筒和所述外层排水筒的顶部,所述内层排水筒设置于所述外层排水筒的内部,所述挡水罩设置于所述外层排水筒的外底部;所述上端盖体与所述内层排水筒围成内排水腔体,所述上端盖体、所述内层排水筒和所述外层排水筒围成外排水腔体;所述上端盖体位于所述内排水腔体正上方设置有保护镜片;所述内排水腔体、所述外排水腔体均与所述挡水罩内部连通;所述挡水罩上设置有送粉嘴和送丝嘴。
11.可选的,所述外层排水筒上设置有多个进气口,所述多个进气口与进气方向与所述外层排水筒的内壁相切。
12.可选的,所述多个进气口的面积大于所述外排水腔体底部的出气口的面积。
13.可选的,所述外层排水筒内壁中下部设置有拉瓦尔喷管渐缩段。
14.可选的,所述送粉嘴和所述送丝嘴位于所述挡水罩的两侧。
15.可选的,所述送粉嘴与水平方向的夹角为10-50度。
16.可选的,所述送粉嘴与水平方向的夹角为30度。
17.可选的,所述送丝嘴与水平方向的夹角为5-80度。
18.可选的,所述送丝嘴与水平方向的夹角为30-40度。
19.本发明还公开一种基于金属基复合材料制备的水下激光修复装置的方法,包括以下步骤:
20.a.根据待修复工件的材料及服役性能需求选择丝材与粉材及其配比;
21.b.将双层高刚度气幕排水装置安装在激光熔覆运动装置上,通过更改运动装置姿态使排水装置位于待修复工件表面上方;
22.c.设定工艺参数,通过调节升降螺纹改变装置的高度,以调节离焦量;并分别设定激光功率、扫描速度、送丝速度、喷粉速度、压缩空气流速与氩气保护气流速;
23.d.排水装置中入压缩空气与氩气保护气,形成稳定的局部干燥空间,开启激光器、送丝机构、送粉机构与运动装置,在待修复工件表面进行激光熔覆制备金属基复合材料直至修复完成。
24.本发明相对于现有技术取得了以下技术效果:
25.(1)使用双层排水装置结构,外层腔体排水通入压缩空气,内层腔体通入氩气作为保护激光熔覆区域,节约用气成本的同时保证了水下激光熔覆的工艺质量。
26.(2)该装置持续提供稳定的局部干燥空间,拉瓦尔喷管渐缩段设计结构使外层腔体出气口提供高刚度的气幕,防止水溢入干燥空间,杜绝了水对激光熔覆过程的影响,防止激光熔覆区域产生脆化、气孔等缺陷。
27.(3)金属基复合材料修复层服役性能高于基材,可根据不同的服役要求增强修复层的某方便性能,能完成高质量的水下修复任务。采用丝-粉共送修复工艺,根据服役性能
需求选择丝材与粉材,在送丝熔覆过程中直接加入或原位生成陶瓷增强相,形成金属基复合材料修复层,使得修复区域硬度、强度或耐蚀性等服役性能得到提升。解决了水下激光修复熔覆层服役质量差等问题。
28.(4)可达性强、应用范围广。可达性强,本装置体积小、重量轻,配合激光加工的柔性特点,可进入狭小空间中工作。应用范围广,除了水下丝粉共送激光熔覆修复,本装置可通过可通过升降螺纹改变焦点以实现水下激光焊接、激光送丝熔覆、激光送粉熔覆等多种工艺。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
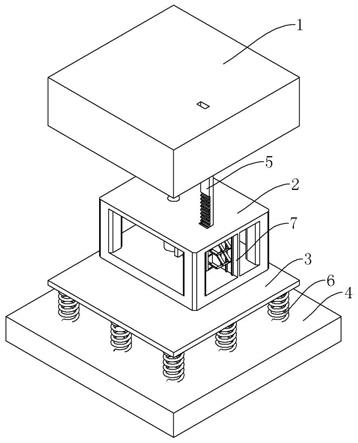
30.图1为本发明基于金属基复合材料制备的水下激光修复装置的结构示意图;
31.图2为本发明基于金属基复合材料制备的水下激光修复装置中外层排水筒的结构示意图;
32.图3为本发明基于金属基复合材料制备的水下激光修复装置中外层排水筒的剖视结构示意图;
33.图4为本发明基于金属基复合材料制备的水下激光修复装置中挡水罩及丝粉机构的结构示意图;
34.图5为本发明基于金属基复合材料制备的水下激光修复装置的丝粉共送激光熔覆示意图。
35.附图标记说明:1、上端盖体;11、内层排水腔进气口;
36.2、内层排水腔体;
37.3、外层排水腔体;31、外层排水腔体进气口;
38.4、挡水罩;41、送粉嘴;42、送丝嘴;
39.5、保护镜片;6、升降螺纹;7、待修复工件;8、熔覆层;9、局部干燥空间;10、粉材;11、激光;12、熔滴。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例一
42.如图1至5所示,本实施例提供一种基于金属基复合材料制备的水下激光修复装置,在双层高刚度气幕排水装置形成的干燥空间中,进行水下丝-粉共送激光11熔覆,形成金属基复合材料熔覆层8,其优势一方面在于排水装置外层腔体能够迅速将水排出,并生成一道高刚度的气帘防止水向内层腔体溢入,生成稳定的干燥区域,提高水下激光11熔覆过
程稳定性。另一方面在排水装置中进行水下丝粉共送激光11熔覆工艺制备金属基复合材料,提升了修复区域的服役性能。本发明提供一种高质量、高效率的海工装备构件水下激光11修复的方法及装置,解决了水下激光11修复熔覆层8服役质量差等问题。
43.具体的,所述的基于金属基复合材料制备的水下激光修复装置包括上端盖体1、内层排水筒、外层排水筒和挡水罩4;所述上端盖体1设置于所述内层排水筒和所述外层排水筒的顶部,所述内层排水筒设置于所述外层排水筒的内部,所述挡水罩4设置于所述外层排水筒的外底部;所述上端盖体1与所述内层排水筒围成内排水腔体,所述上端盖体1、所述内层排水筒和所述外层排水筒围成外排水腔体;所述上端盖体1位于所述内排水腔体正上方设置有保护镜片5;所述内排水腔体、所述外排水腔体均与所述挡水罩4内部连通;所述挡水罩4上设置有送粉嘴41和送丝嘴42。
44.上端盖体1上设置有内层排水腔进气口11,内层排水腔进气口11用于向内层排水腔内提供保护气,保护气可以选用氩气或氮气或其他惰性气体。
45.上端盖体1、内层排水筒、外层排水筒组成高刚度气幕排水装置,通过吹气将内排水腔体和外排水腔体内的水排出,并在挡水罩4内形成局部干燥空间9。
46.修复过程中,先由双层高刚度气幕排水装置吹气排水,形成一个稳定的局部干燥空间9,然后在干燥空间中进行丝粉共送激光11熔覆制备金属基复合材料。双层高刚度气幕排水装置排水原理如下:首先,高压空气从外层排水腔进气口进入外层排水腔体3内,气体进入方式如图2和3所示,气流沿外层排水腔体3切向进入,尽可能地减小了外腔壁体对气体动能的损耗,气体在腔体内形成螺旋气流,并沿腔体内壁结构的向下引导,气体在横截面积不断减小下不断被压缩。因为外层排水腔体进气口31面积大于出气口的面积,所以气流在经过拉瓦尔喷渐缩段后被加速,加速后的气流具有较高的刚度,形成一道环形高刚度气幕,与内层腔体保护气共同作用将水排出形成一个局部干燥区域,且高刚度气幕可以将水阻挡在干燥空间之外,形成稳定的干燥空间,提高水下激光11加工的质量;同时,保护气氩气从内层排水腔体2进气口进入,防止激光11熔覆区域产生脆化、气孔等缺陷,及时将金属蒸汽、等离子体以及气溶胶排出内腔,保证熔覆过程稳定性。在挡水罩4上设计有送丝嘴42与送粉嘴41,通过密封胶圈将送丝嘴42与送粉嘴41固定在挡水罩4上,呈180
°
分布,通过前期工艺试验确定送丝嘴42与加工平面夹角为30~40
°
,送粉嘴41与加工平面夹角为30
°
时熔覆成形质量最佳。配合外置的送丝结构与送粉机构,在该装置排水形成的稳定干燥空间中可实现在水下进行激光11熔覆制备金属基复合材料修复工艺。
47.在双层高刚度气幕排水装置将水排出形成稳定的干燥空间后,在待修复工件7表面进行水下丝粉共送激光11熔覆制备金属基复合材料熔覆层8。如图4所示,在排水装置生成的干燥空间中,激光11透过保护镜片5辐射在丝材上,激光11熔化丝材形成熔滴12,粉料通过喷粉嘴送入熔滴12,粉料在熔滴12中充分运动与熔滴12材料发生冶金反应形成增强相颗粒,带有增强相颗粒的熔滴12敷在待修工件表面,凝固后形成一层陶瓷颗粒增强的金属基复合材料熔覆层8。通过改变送丝速度与激光11功率可实现对熔覆层8的成形性进行调整,通过控制送丝速度与喷粉速度可实现对熔覆层8的增强相体积分数进行调控,从而调控熔覆层8的服役性能,以实现针对不同应用场景的工件进行定制化修复。
48.实施例二:
49.本实施例提供一种基于实施例一中基于金属基复合材料制备的水下激光修复装
置的方法,包括以下步骤:
50.a.根据待修复工件7的材料及服役性能需求选择丝材与粉材10及其配比;
51.b.将双层高刚度气幕排水装置安装在激光11熔覆运动装置上,通过更改运动装置姿态使排水装置位于待修复工件7表面上方;
52.c.设定工艺参数,通过调节升降螺纹6改变装置的高度,以调节离焦量;并分别设定激光11功率、扫描速度、送丝速度、喷粉速度、压缩空气流速与氩气保护气流速;
53.d.排水装置中入压缩空气与氩气保护气,形成稳定的局部干燥空间9,开启激光11器、送丝机构、送粉机构与运动装置,在待修复工件7表面进行激光11熔覆制备金属基复合材料直至修复完成。
54.需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
55.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。