1.本公开的示例性实施例涉及用于电动车辆的底盘框架,并且更具体地,涉及具有划分为三部分的用于电动车辆的底盘框架。
背景技术:
2.通常,电动车辆(ev)是指通过使用电池电源驱动ac或dc电动机来获取动力的车辆。电动车辆被分类为专用电池电动车辆和混合电动车辆。专用电池电动车辆使用电池的动力驱动电机,并且电池在其电力消耗完时被充电。混合电动车辆通过经由发动机产生电力来对电池充电,并且混合电动车辆由使用该电力的电动机驱动。
3.滑板平台是一种支撑电动车辆并具有类似于滑板(skateboard)的结构的下部分车身。滑板平台为车辆施加足够的刚度,并且具有作为标准化模块安装在其上的核心部分,该核心部分包括电机、电池等。与现有的用于车辆的底盘框架相比,这种滑板平台可显著减小车辆的尺寸和重量,以及其中所包括的部件数量,这使得可确保内部分空间。因此,正在积极地对滑板平台进行研究。
4.然而,传统的滑板平台被制造成具有整个底盘框架形成为一体的结构。因此,对该滑板平台来说承载和管理是非常不方便的,并且降低了组装过程的效率。此外,由于传统的滑板平台具有取决于铸造产品的脱模方向的结构限制,所以在前、后和中央连接部分的一部分上形成非接触表面。在内紧固点的情况下,由于框架和电池的子部件,紧固工具难以进入内紧固点。
5.在2017年12月4日办登的标题为“用于车辆的下部车身框架”的韩国专利第10-1807203号中公开了本公开的现有技术。
技术实现要素:
6.多个实施例涉及一种用于电动车辆的底盘框架,该底盘框架具有被分成多个部件的结构。
7.此外,多个实施例涉及一种用于电动车辆的底盘框架,该底盘框架不仅可以确保可靠的紧固强度,而且可以使工人能够在车辆的外部执行紧固工作。
8.在实施例中,一种用于电动车辆的底盘框架可以包括:第一框架和第二框架,在车辆的纵向方向上彼此间隔开;中央框架,设置在第一框架与第二框架之间,并且该中央框架具有在车辆的宽度方向上彼此间隔开的侧构件;第一紧固件,从第一框架延伸并紧固至侧构件的一侧;以及第二紧固件,从第二框架延伸并紧固至侧构件的另一侧,其中,第一紧固件和第二紧固件设置为与侧构件的整个外周接触。
9.进一步地,第一紧固件和第二紧固件相对于侧构件的接触表面都可从该车辆的外部接近。
10.进一步地,侧构件可包括:第一主体,在车辆的纵向方向上延伸并配置为形成侧构件的一个外周;第二主体,在车辆的纵向方向上延伸并配置为形成侧构件的另一个外周;第
一延伸部分,在车辆的纵向方向上从第二主体的一端突出;以及第二延伸部分,在车辆的纵向方向上从第二主体的另一端突出。
11.进一步地,第一主体可在车辆的宽度方向上设置在车辆的外部,并且第二主体可在车辆的宽度方向上设置在车辆的内部。
12.进一步地,第一紧固件可包括:第一座部分,紧固至位于该第一座部分上的第一延伸部分;第二座部分,设置在第一座部分的一侧上并紧固至第一主体的位于该第二座部分上的一侧;以及第一入口部分,在车辆的宽度方向上从车辆的外部凹陷至第一座部分中。
13.进一步地,第一紧固件还可包括第一防移动部分,该第一防移动部分设置在第一座部分的另一侧上并配置为防止侧构件在车辆的纵向方向上移动。
14.进一步地,第二紧固件可包括:第三座部分,紧固至位于该第三座部分上的第二延伸部分;第四座部分,设置在第三座部分的一侧上并紧固至第一主体的位于该第四座部分上的另一侧;以及第二入口部分,在车辆的宽度方向上从车辆的外部凹陷到第三座部分中。
15.进一步地,第二紧固件还可包括第二防移动部分,该第二防移动部分设置在第三座部分的另一侧上并配置为防止侧构件在车辆的纵向方向上移动。
16.进一步地,第二入口部分可以具有形成为在一侧敞开的曲线形状的截面,并且第二入口部分可以包括负载分散部分,该负载分散部分配置为分散施加至第二紧固件的负载。
17.进一步地,负载分散部分可设置在第二入口部分的截面外周上,并以预定曲率弯曲。
18.进一步地,第一紧固件和第二紧固件可以通过fds(流钻螺钉(flow drill screw))工艺紧固到侧构件。
19.根据本公开的实施例,用于电动车辆的底盘框架具有一种结构,该结构可以由第一框架、第二框架和中央框架分成三个部分,这使得可以提高组装过程的效率,同时底盘框架易于承载和管理。
20.此外,第一紧固件和第二紧固件被设置成与侧构件的整个外周接触,使得接触点增加,这使得可以确保更可靠的紧固强度。
21.此外,用于电动车辆的底盘框架的所有紧固表面可以通过第一入口部分和第二入口部分从车辆的外部分接近。由此,工人能够高效且迅速地执行紧固工作。
22.此外,由于负载分散部分可分散施加至第二紧固部分的负载,所以不管脱模斜度如何,都可对该部分提供足够的刚性。
附图说明
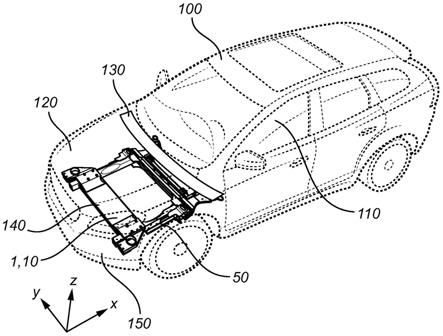
23.图1是示意性示出了根据本公开的实施例的用于电动车辆的底盘框架的构造的立体图。
24.图2是示意性示出了根据本公开的实施例的中央框架、第一紧固件和第二紧固件的构造的立体图。
25.图3是示出了从与图2不同的侧面观察时根据本公开的实施例的中央框架、第一紧固件和第二紧固件的结构的立体图。
26.图4是示意性示出了根据本公开的实施例的侧构件的结构的立体图。
27.图5是示意性示出了根据本公开的实施例的第一紧固件的结构的立体图。
28.图6是示意性示出了根据本公开的实施例的第二紧固件的结构的立体图。
29.图7和图8是示意性示出了根据本公开的实施例的用于电动车辆的底盘框架的组装过程的示意图。
具体实施方式
30.在下文中,以下将参考附图通过各种示例性实施例描述用于电动车辆的底盘框架。
31.应注意的是,这些附图不是精确地按比例绘制的,并且仅出于描述方便和清晰的目的可能放大线的厚度或部件的尺寸。此外,本文中使用的术语通过考虑本实用新型的功能来限定,并且可以根据用户或操作者的习惯或意图而改变。因此,术语的定义应根据本文所述的全部分公开内容做出。
32.在整个说明书中,当一个元件被称为“连接或联接”至另一个元件时,其不仅可以指示前一个元件“直接连接或联接”至后一个元件,而且还指示前一个元件通过介于其间的另一个元件“间接连接或联接”至后一个元件。此外,当元件“包括”或“具有”部件时,其可表示该元件不排除另一部件,除非相反地指出,但可进一步包括另一部件。
33.贯穿本说明书,相同的参考数字可以表示相同的部件。虽然在特定附图中未提及或描述相同或相似的附图标记,但是可以参考其他附图描述附图标记。此外,虽然在特定附图中的部分没有用参考标号标记,但是可以参考其他附图描述该部分。此外,在本说明书的附图中包括的部件的数量、形状和尺寸以及尺寸之间的相对差是为了便于描述而设置的,不限制实施例,并且可以各种方式实现。
34.图1是示意性示出了根据本公开的实施例的用于电动车辆的底盘框架的构造的立体图,图2是示意性示出了根据本公开的实施例的中央框架、第一紧固件和第二紧固件的构造的立体图,以及图3是示出了从与图2不同的侧面观察时根据本公开的实施例的中央框架、第一紧固件和第二紧固件的结构的立体图。
35.参考图1,根据本公开的实施例的用于电动车辆的底盘框架1包括第一框架100、第二框架200、中央框架300、第一紧固件400和第二紧固件500。
36.根据本公开的实施例,第一框架100形成在用于电动车辆的底盘框架1的前外部。第一框架100通过螺栓连接等固定至车辆的前底部表面,并且该第一框架用于通过支撑施加至车身的前部的负载来增强车身的刚度。第一框架100配置为使得诸如前车轴、前轮悬架和转向单元的各种构件可安装在该第一框架上。第一框架100的特定形状不限于在图1中示出的形状,而是能够以各种形状改变,只要第一框架100可以增强车辆的前部刚度。
37.根据本公开的实施例,第二框架200形成在用于电动车辆的底盘框架1的后外部。第二框架200在车辆的纵向方向上与第一框架100间隔开。第二框架200与第一框架100间隔开的距离可以根据车辆的长度等改变为各种值。第二框架200通过螺栓连接等固定至车辆的后底部表面,并且该第二框架用于通过支撑施加至车身的后部的负载来增强车身的刚度。第二框架200配置为使得诸如后车轴、后轮悬架、驱动电机和控制单元的各种构件安装在该第二框架中。第二框架200的特定形状不限于在图1中示出的形状,而是可以设计成各种形状,只要第二框架200可以增强车辆的后部刚度。
38.根据本公开的实施例,中央框架300设置在第一框架100与第二框架200之间,并且该中央框架形成在用于电动车辆的底盘框架1的中央外部。中央框架300安装在车辆的中央底部表面处,并且用于通过支撑施加至车身的中央部分的负载来增强车身的刚度。中央框架300配置为提供其中有电动车辆的电池(未示出)的空间,并且该中央框架用于相对于车身支撑电池。中央框架300与第一框架100和第二框架200分开制造,使得根据本公开的实施例的用于电动车辆的底盘框架1具有被划分为三部件的结构。中央框架300从车身的顶部装载在第一框架100与第二框架200之间,并且然后被紧固至将在下面描述的第一紧固件400和第二紧固件500。因此,中央框架300与第一框架100和第二框架200连接为一体,并且由第一框架100和第二框架200支撑。因此,可以提高根据本公开的实施例的用于电动车辆的底盘框架1的组装空间的效率,同时确保承载和管理底盘框架1的容易性。
39.根据本公开的实施例的中央框架300可以包括侧构件310。侧构件310在车辆的纵向方向上延伸,并且用于在车身的纵向方向上的增强中央框架300的刚度。侧构件310可以设置为一对侧构件。在这种情况下,该对侧构件310在车辆的宽度方向上彼此间隔开,并且设置在中央框架300的两个侧边缘处。侧构件310在其纵向方向上的两侧分别紧固至第一紧固件400和第二紧固件500,以便将中央框架300连接至第一框架100和第二框架200。侧构件310可以通过挤压成型来制造。
40.图4是示意性示出了根据本公开的实施例的侧构件的结构的立体图。
41.参考图4,根据本公开的实施例的侧构件310包括第一主体311、第二主体312、第一延伸部分313和第二延伸部分314。
42.在下文中,将采用侧构件310具有矩形截面形状的情况作为实例进行描述。然而,侧构件310的截面形状不限于矩形截面形状,而是可以设计成各种形状,诸如圆形和多边形截面形状。
43.第一主体311在车辆的纵向方向上延伸,并且形成侧构件310的一个外周。根据本公开的实施例的第一主体311可形成为具有大致l形截面的梁的形状。第一主体311在车辆宽度方向上设置在车辆的外部(图4中的前侧),并且具有分别用作侧构件310的前表面和底表面的表面。第一主体311的长度方向被设定为与车辆的长度方向平行。第一主体311的两端分别面对第一紧固件400和第二紧固件500。
44.第二主体312在车辆的纵向方向上延伸,并且形成侧构件310的另一外周。根据本公开的实施例的第二主体312可形成为具有大致l形截面的梁的形状。第二主体312在车辆宽度方向上设置在车辆的内部(图4中的后侧),并且具有分别用作侧构件310的顶表面和后表面的表面。第二主体312的纵向方向被设定为与车辆的纵向方向平行。第二主体312的两端分别面对第一紧固件400和第二紧固件500。
45.第一延伸部分313在车辆的纵向方向上从第二主体312的一端突出。根据本公开的实施例的第一延伸部分313在第二主体312的纵向方向上从第二主体312的左端(基于图4)延伸。第一延伸部分313可具有对应于第二主体312的截面形状的截面形状。当制造侧构件310时,第一延伸部分313可与第二主体312一起形成,并且该第一延伸部分与第二主体312连接为一体。第一延伸部分313的长度可根据第一紧固件400的形状等改变为各种值。
46.第二延伸部分314在车辆的纵向方向上从第二主体312的另一端突出。根据本公开的实施例的第二延伸部分314在第二主体312的纵向方向上从第二主体312的右端(基于图
4)延伸。第二延伸部分314可具有对应于第二主体312的截面形状的截面形状。当制造侧构件310时,第二延伸部分314可与第二主体312一起形成,并且该第二延伸部分与第二主体312连接为一体。第二延伸部分314的长度可根据第二紧固件500的形状等改变为各种值。
47.第一紧固件400从第一框架100延伸,并且紧固至侧构件310的一侧。第一紧固件400具有通过螺栓连接或焊接连接至第一框架100的一侧。第一紧固件400具有朝向侧构件310的前端延伸的另一侧。第一紧固件400设置成与侧构件310的整个外周接触。例如,当侧构件310具有矩形截面时,第一紧固件400与侧构件310的四个表面均接触。因此,第一紧固件400可以确保紧固点遍布侧构件310的整个外周,这使得可以进一步增强组装刚度。
48.第一紧固件400与侧构件310的接触表面可以全部在车辆宽度方向上从车辆的外部接近。更具体地,在第一紧固件400与侧构件310的所有接触表面中的未直接露出在外部的接触表面和直接露出在外部的接触表面都可通过紧固工具在车辆的宽度方向上从车辆的外部接近。因此,第一紧固件400可使得工人在单个位置处对所有接触表面执行紧固工作,并且工人不根据紧固表面改变工作位置,这也使得可提高紧固工作的效率和速度。
49.第一紧固件400可以设置为通过铸造模制来制造的铸造产品。第一紧固件400具有考虑车身结构和减少消耗材料而基于车辆设定的左脱模斜度和右脱模斜度。即,当形成第一紧固件400时,模具在垂直于车辆的高度方向的方向上分离。
50.第一紧固件400可以通过fds(流钻螺钉)工艺紧固到侧构件310。fds工艺表示通过在基材上高速旋转彼此接触的螺杆以在不同基材的内表面上形成螺纹的工艺,从而将基材彼此紧固。
51.图5是示意性示出了根据本公开的实施例的第一紧固件的结构的立体图。
52.参考图5,根据本公开的实施例的第一紧固件400包括第一座部分410、第二座部分420、第一入口部分430以及第一防移动部分440。
53.第一座部分410紧固到位于其上的第一延伸部分313上。根据本公开的实施例的第一座部分410可以形成为六面体的盒形。在第一座部分410的外周表面中,顶表面和后表面(基于图5)形成与第一延伸部分313的内表面的形状对应的大致l形的截面。第一座部分410的顶表面和后表面与彼此面对的第一延伸部分313的相应内表面接触。第一座部分410通过穿过第一座部分410和第一延伸部分313的螺钉紧固至第一延伸部分313。
54.第二座部分420设置在第一座部分410的一侧上,并且第一主体311的一侧位于第二座部分420上且紧固至第二座部分420。根据本公开的实施例的第二座部分420从第一座部分410的右端(基于图5)水平延伸。第二座部分420具有与第一主体311的外表面的形状对应的大致l形的截面。第二座部分420设置成面向第一主体311的设置有第一延伸部分313的端部。第二座部分420具有分别与第一主体311的前表面和底表面接触的内表面。第二座部分420通过穿过第二座部分420和第一主体311的螺钉紧固到第一主体311。
55.第一入口部分430在车辆的宽度方向上从车辆的外部分凹陷到第一座部分410中。根据本公开的实施例的第一入口部分430可以形成为凹槽的形状,该凹槽凹入地形成在第一座部分410的前表面处以便朝向该第一座部分的后表面凹陷。第一入口部分430的一侧通过第一座部分410的前表面在车辆的宽度方向上与车辆的外部连通,并且第一入口部分430的另一侧面向第一座部分410的后表面。因此,第一入口部分430可以提供紧固工具可以在车辆宽度方向上从车辆的外部到达第一座部分410的后表面的路径。当第一紧固件400具有
左脱模斜度和右脱模斜度时,第一入口部分430可具有形成闭合曲线的形状的截面。
56.第一防移动部分440设置在第一座部分410的另一侧上,并且用于防止侧构件310在车辆的纵向方向上移动。根据本公开的实施例的第一防移动部分440可以形成为阶梯部的形状,该阶梯部在第一座部分410的高度方向上从第一座部分410的左顶表面(基于图5)突出。第一防移动部分440具有的右侧表面与第一延伸部分313的左侧表面接触,并且因此限制侧构件310相对于第一紧固件400移动。因此,第一防移动部分440可以在侧构件310紧固到第一紧固件400之前防止侧构件310在车辆的纵向方向上移动,从而降低侧构件310和第一紧固件400将被错误组装的可能性。
57.第二紧固件500从第二框架200延伸,并且紧固至侧构件310的另一侧。第二紧固件500具有通过螺栓连接或焊接连接至第二框架200的一侧。第二紧固件500具有朝向侧构件310的后端延伸的另一侧。第二紧固件500被设置成与侧构件310的整个外周接触。例如,当侧构件310具有矩形截面时,第二紧固件500与侧构件310的四个表面均接触。因此,第二紧固件500可以保紧固点遍布侧构件310的整个外周,这使得可以进一步增强组装刚度。
58.第二紧固件500与侧构件310的接触表面可全部在车辆宽度方向上从车辆的外部接近。更具体地,在第二紧固件500与侧构件310的所有接触表面中的未直接露出在外部的接触表面和直接露出在外部的接触表面都可通过紧固工具在车辆的宽度方向上从车辆的外部接近。因此,第二紧固件500可使得工人在单个位置处对所有接触表面执行紧固工作,并且工人不根据紧固表面改变工作位置,这使得可以提高紧固工作的效率和速度。
59.第二紧固件500可以设置为通过铸造模制来制造的铸造产品。第二紧固件500具有考虑到车身结构和减少消耗材料而基于车辆设定的顶脱模斜度和底脱模斜度。即,当形成第二紧固件500时,模具在平行于车辆的高度方向的方向上分离。
60.第二紧固件500可以通过fds工艺紧固至侧构件310。
61.图6是示意性示出了根据本公开的实施例的第二紧固件的结构的立体图。
62.参考图6,根据本公开的实施例的第二紧固件500包括第三座部分510、第四座部分520、第二入口部分530和第二防移动部分540。
63.第三座部分510紧固至位于其上的第二延伸部分314。根据本公开的实施例的第三座部分510可以形成为六面体的盒形。在第三座部分510的外周表面中,顶部分表面和后表面(基于图6)形成与第二延伸部分314的内表面的形状对应的大致l形的截面。第三座部分510的顶表面和后表面与面对彼此的第二延伸部分314的相应内表面接触。第三座部分510通过穿过第三座部分510和第二延伸部分314的螺钉紧固至第二延伸部分314。
64.第四座部分520设置在第三座部分510的一侧上,并且第一主体311的另一侧位于第四座部分520上且紧固至第四座部分520。根据本公开的实施例的第四座部分520从第三座部分510的左端(基于图6)水平延伸。第四座部分520形成为具有与第一主体311的外表面的形状对应的大致l形的截面。第四座部分520设置成面向第一主体311的设置有第二延伸部分314的端部。第四座部分520具有分别与第一主体311的前表面和底表面接触的内表面。第四座部分520通过穿过第四座部分520和第一主体311的螺钉紧固到第一主体311。
65.第二入口部分530在车辆的宽度方向上从车辆的外部凹陷到第三座部分510中。根据本公开的实施例的第二入口部分530可以形成为凹槽的形状,该凹槽凹入地形成在第三座部分510的前表面处以便朝向该第三座部分后表面凹陷。第二入口部分530的一侧通过第
三座部分510的前表面在车辆的宽度方向上与车辆的外部连通,并且第二入口部分530的另一侧面向第三座部分510的后表面。因此,第二入口部分530可以提供紧固工具可以在车辆宽度方向上从车辆的外部到达第三座部分510的后表面的路径。
66.因为第二紧固件500具有顶脱模斜度和底脱模斜度,所以第二入口部分530可以具有形成为在一侧敞开的曲线形状的截面。更具体地,当形成第二紧固件500时,由于模具在基于车辆的顶部至底部的方向上分离,所以第二入口部分530具有顶部敞开的u形截面。因此,第二紧固件500可以具有比其中有形成为闭合曲线形状的第一入口部分430的第一紧固件400更低的负载支持性能。为了增强第二紧固件500的负载支撑性能,第二入口部分530可具有负载分散部分531以分散施加至第二紧固件500的负载。根据本公开的实施例的负载分散部分531设置在第二入口部分530的截面外周上,并且以预定曲率弯曲以具有平滑的弯曲形状。因此,负载分散部分531可防止应力集中在第二入口部分530与第三座部分510之间的边界处,从而增强第二紧固件500的负载支撑性能。负载分散部分531的形状不限于圆形,只要负载分散部分531能够分散施加至第二紧固件500的负载,则该负载分散部分的形状可被设计为各种形状。
67.第二防移动部分540设置在第三座部分510的另一侧上,并且用于防止侧构件310在车辆的纵向方向上移动。根据本公开的实施例的第二防移动部分540可以形成为阶梯部的形状,该阶梯部在第三座部分510的高度方向上从第三座部分510的右顶表面(基于图6)突出。第二防移动部分540的左侧表面与第二延伸部分314的右侧表面接触,由此限制侧构件310相对于第二紧固件500移动。因此,第二防移动部分540可在侧构件310紧固到第二紧固件500之前防止侧构件310在车辆的纵向方向上移动,从而降低侧构件310和第二紧固件500将被错误组装的可能性。
68.在下文中,将详细描述根据本公开的实施例的用于电动车辆的底盘框架1的组装过程。
69.图7和图8是示意性示出了根据本公开的实施例的用于电动车辆的底盘框架的组装过程的示图。
70.参考图7和图8,与第一框架100和第二框架200分离的中央框架300通过升降装置(诸如升降机)从第一框架100和第二框架200的顶部装载在第一框架100和第二框架200之间。
71.当中央框架300被装载在第一框架100与第二框架200之间时,侧构件310的前端位于第一紧固件400上,并且侧构件310的后端位于第二紧固件500上。
72.在这种情况下,第一紧固件400和第二紧固件500与侧构件310的整个外周接触。
73.更具体地,形成侧构件310的左端(基于图8)的顶表面和后表面的第一延伸部分313的内表面与第一座部分410的顶表面和后表面接触,且由第一座部分410的顶表面和后表面支撑,并且形成侧构件310的左端的前表面和底表面的第一主体311的左端与第二座部分420的内表面接触,并且被第二座部分420的内表面支撑。
74.此外,形成侧构件310的右端(基于图8)的顶表面和后表面的第二延伸部分314的内表面与第三座部分510的顶表面和后表面接触,且由第三座部分510的顶表面和后表面支撑,并且形成侧构件310的右端的前表面和底表面的第一主体311的右端与第四座部分520的内表面接触,并且被第四座部分520的内表面支撑。
75.然后,朝向侧构件310与第一紧固件400和第二紧固件500之间的接触表面引入用于fds紧固工艺的具有螺钉的紧固工具,并且将侧构件310紧固至第一紧固件400和第二紧固件500。
76.在这种情况下,将侧构件310紧固至第一紧固件400和第二紧固件500的工作可在车辆的宽度方向上在车辆的外部执行。
77.更具体地,工人首先通过使用紧固工具将侧构件310的在车辆的宽度方向上露出在车辆的外部的顶表面、前表面和底表面紧固至第一紧固件400和第二紧固件500的接触表面。此时,工作人员通过fds工艺在车辆的外部直接执行紧固工作。
78.然后,工人将紧固工具从车辆的外部引入到第一入口部分430和第二入口部分530中,并且通过fds工艺将侧构件310的在车辆宽度方向上没有露出在车辆的外部的后表面紧固至第一紧固件400和第二紧固件500的接触表面。
79.尽管出于说明性目的已经公开了本公开的示例性实施例,但本领域技术人员将认识到,在不脱离如所附权利要求书中限定的本公开的范围和精神的情况下,各种修改、添加和替换是可能的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。