1.本发明属于牙套复合材料技术领域,涉及一种多层复合透明牙套材料及其制备方法。
背景技术:
2.聚酯材料具有突出的韧性和高抗冲击强度,其透明度高,光泽好,且与人体无不良反应,因此适用于制备医用材料。二十世纪七十年代末,以聚氨酯为主体材料的人体器官首次实现于临床,促使人们开始重视聚氨酯在医疗领域的独特应用,经特殊处理的聚氨酯能够对多种病菌起到良好的抵抗效果。目前一些透明热塑性材料已广泛应用于日常牙齿正畸,对常用的隐形矫治材料如pet、petg、tpu、pc、pp等的研究也已经比较透彻。
3.但是单一材料具有固有局限性,无法满足实际应用中的多种需求,因此改善结构材料的性能成了热压膜材料发展的新方向。目前主要是通过添加其他物质进行改性或者改变材料的层次结构来获得比单一材料拥有更优秀性能的新材料。例如通过组合将不同材料的优点进行结合,以改善复合材料的综合性能。为了改善petg的强度和冲击性能,中国专利申请cn202010298357.8采用热压法制备三层共压复合膜片作为牙套材料使用,但该专利的层与层之间仅通过物理作用粘合,不同材料之间的相容性差,导致侧向力学性能受影响。虽然目前有多层复合牙套材料的存在,但是现有技术存在复合片材之间的相容性差、拉伸强度偏低等问题。
4.然而,大多数不同化学性质的聚合物不相容,更不能通过热压的方式进行焊接。类玻璃高分子材料是一类向聚合物分子中引入可逆交换反应的化学键制得的含有共价适应网络结构的高分子材料,具有可塑性和可再加工性能(重塑形、焊接、回收利用、愈合等)。hillmyer等人发现,在不额外添加催化剂的高温条件下,自由羟基可以与氨基甲酸酯键发生动态交换反应。在热压条件下,利用材料中动态键的可逆反应实现位点的交换,使不同材料之间进行化学粘结,提高材料的相容性,为复合材料的高性能化带来契机。
5.综上所述,现有的热压膜片材料仅通过物理粘结成型,片材之间的相容性以及力学性能差,而基于化学键的热压复合材料,其既拥有焊接的能力,同时还具有稳定性好、力学性能优异的特性。
技术实现要素:
6.本发明的目的是解决现有膜片相容性、尺寸不稳定和强度低的技术问题,提供了一种相容性好、强度高和透明度高的多层复合材料及其制备方法。本发明的多层复合材料,其中间层多羟基聚酯中丰富的羟基与外层的聚氨酯材料中丰富的氨基甲酸酯键发生共价键交换反应,通过原位化学反应增强外层和中间层的结合力,与传统的物理复合材料相比,能够极大地改善不同材料之间相容性的问题,提高材料的力学性能和尺寸稳定性。
7.为了达到上述目的,本发明采用的技术方案为:
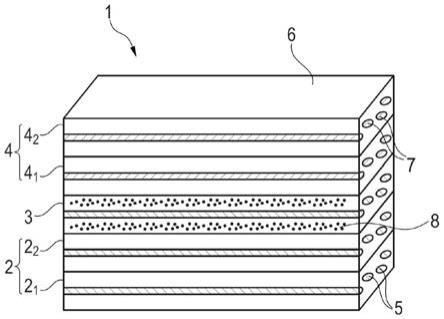
8.一种多层复合透明牙套材料,所述的多层复合透明牙套材料由三层材料层层复合
而成,内层与外层之间除物理粘结作用之外还通过化学反应形成共价键。所述的外层为透明热塑性聚氨酯层,所述的内层为透明多羟基聚酯层。所述的多层复合透明牙套材料的总厚度为0.30-0.45mm,其中,所述外层厚度为0.10-0.15mm,所述内层厚度为0.10-0.15mm。
9.进一步的,所述的外层材料可选自实验室自制或市售的热塑性聚氨酯材料,为邵氏硬度65d-80d的透明聚醚型或聚酯型热塑性聚氨酯。所用的热塑性聚氨酯卫生等级优选均为医疗级或食品级。
10.进一步的,所述的通过实验室自制的外层材料:聚氨酯由聚酯或者聚醚二元醇作为软段,异氰酸酯及扩链剂或交联剂作为硬段聚合而成,形成软、硬段相间的嵌段共聚物。
11.进一步的,所述的通过市售的外层材料:例如德国拜耳公司的dp9665du、dp9873d、dp3970d;美国align公司高透明tpu;德国巴斯夫(basf)公司的elastollan s375d、s160等。
12.进一步的,所述的内层材料为多羟基聚酯材料,其是一种链中多羟基聚酯,所述多羟基聚酯的数均分子量为10000-200000g/mol,链中含有20%-60%羟基,材料拥有良好的光学性能。
13.一种多层复合透明牙套材料制备方法,包括如下步骤:
14.第一步,通过实验室自制或市售得到外层热塑性聚氨酯材料。
15.第二步,制备内层多羟基聚酯材料
16.2.1)在带氩气或氮气保护的反应器中加入有机溶剂a,将苯甲醛季戊四醇环碳酸酯单体、三亚甲基碳酸酯、醇类引发剂和金属有机催化剂加入有机溶剂中形成反应液,其中反应液的浓度以苯甲醛季戊四醇环碳酸酯摩尔数和三亚甲基碳酸酯摩尔数之和计为0.1~5m。在常压、80~160℃条件及无水无氧环境下,反应时间为6~72h,将充分反应后的产物经稀释沉淀于乙醚中,得到链中功能化脂肪族聚碳酸酯。所述醇类引发剂可以是一元醇和多元醇。
17.2.2)在反应器中加入有机溶剂b,将步骤一所得的链中功能化脂肪族聚碳酸酯和催化剂加入到有机溶剂b中形成反应液,随后向反应器中充入高纯氢气,在0.5~3.5mpa压力,50~80℃反应温度下,反应时间为24~72h,将充分反应后的产物经过滤、乙醚沉淀得到链中多羟基脂肪族聚碳酸酯。
18.第三步,将内层多羟基聚酯材料、外层热塑性聚氨酯表面用乙醇清洗干净并干燥;并将聚酯材料、热塑性聚氨酯裁剪成长宽为1~2mm的矩形颗粒;
19.第四步,称量:根据模具的大小称量合适的外层和中间层材料;
20.第五步,压单层片:将压片机预热至材料熔点以上,150-170℃左右,并将多羟基聚酯材料、热塑性聚氨酯颗粒分别均匀平铺在0.3mm厚模具中,并在模具上下垫放聚酰亚胺膜,将模具放入压片机中加热加压后。将材料快速取出,自然冷却,剪去材料的边缘。单层热塑性聚氨酯压制温度为150-170℃,时间为4-6min;单层聚酯压制温度为150-160℃,时间为4-6min;所有材料压制所用压力均为8-10mpa。
21.第六步,压多层厚片:将压片机预热至170℃,将第五步热压得到的单片按照上层(热塑性聚氨酯层)、中层(聚酯层)和下层(热塑性聚氨酯层)的顺序放入厚为0.8mm的模具中,在模具上下垫放聚酰亚胺膜,放入压片机中加热加压。三层复合材料所用温度为150-170℃,时间为4-6min;所有材料压制所用压力均为8-10mpa。
22.第七步,压多层薄片:压片机预热至150-170℃,将热压得到的厚片放入0.3mm厚模
具中,在模具上下垫放聚酰亚胺膜,放入压片机中加热加压。
23.所用热压方法中,加热温度应在材料的熔点以上,分解温度以下,如有玻璃化转变温度应在玻璃化转变温度之上,同时避免最大结晶速度对应的温度,该最大结晶温度可由经验公式tmax=0.63tm 0.37tg-0.18获得,从而降低结晶度,保证复合材料的透明度;加压是通过液压设备物理加压,达到降低黏流温度的目的,从而降低工艺过程中所需温度;热压制完成后将复合材料迅速拿出快速冷却,避免形成大球晶、结晶度过高而使得材料变脆、冲击强度和断裂伸长率降低。
24.进一步地,步骤2.1)所述制备方法为溶液聚合:所述的苯甲醛季戊四醇环碳酸酯单体的摩尔数和三亚甲基碳酸酯的摩尔数之和与所述醇类引发剂中羟基摩尔数的比例为(500~5):1。所述的金属有机催化剂的用量为苯甲醛季戊四醇环碳酸酯单体摩尔数和三亚甲基碳酸酯摩尔数之和的0.1~2mol%。所述苯甲醛季戊四醇环碳酸酯的摩尔数占苯甲醛季戊四醇环碳酸酯与三亚甲基碳酸酯摩尔数之和的2.5%~30%。
25.进一步地,步骤2.1)所述的金属有机催化剂为钛酸四丁酯、辛酸亚锡。
26.进一步地,步骤2.1)所述的有机溶剂a包括乙腈、四氢呋喃、甲苯、二甲基亚砜、二甲基甲酰胺和二氯甲烷中的任一种。
27.进一步地,步骤2.1)所述实验条件在常压、80~140℃条件及无水无氧环境下,反应时间为12~72h,将充分反应后的产物沉淀于冷乙醚中,得到链中功能化脂肪族聚碳酸酯。
28.进一步地,步骤2.2)所述的催化剂为pt/c,pd/c,pd(oh)2/c以及raney-ni中的一种或多种混合,催化剂用量为步骤一所述的链中功能化脂肪族聚碳酸酯质量的5~30wt%。
29.进一步地,步骤2.2)所述有机溶剂b为四氢呋喃和甲醇的混合液,四氢呋喃与甲醇的体积比为(0.5~5):1。
30.进一步地,步骤2.2)所述实验条件在0.5~3.5mpa压力,50~80℃反应温度下,反应时间为24~72h,将充分反应后的产物经过滤、乙醚沉淀得到链中多羟基脂肪族聚碳酸酯。
31.进一步地,步骤2.1)所述醇类引发剂包括苯甲醇,1,3-丙二醇、1,6-己二醇、三羟甲基丙烷、季戊四醇;所述链中多羟基脂肪族聚碳酸酯结构为:
32.当所述醇类引发剂为一元醇时,合成的链中多羟基功能化脂肪族聚碳酸酯的结构如下式:
[0033][0034]
当所述醇类引发剂为二元醇时,合成的链中多羟基功能化脂肪族聚碳酸酯的结构如下式:
[0035][0036]
当所述醇类引发剂为三元醇时,合成的链中多羟基功能化脂肪族聚碳酸酯的结构
如下式:
[0037]
当所述醇类引发剂为四元醇时,合成的链中多羟基功能化脂肪族聚碳酸酯的结构如下式:
[0038][0039]
其中,r1,r2,r3为醇类不同基团。
[0040]
本发明提出一种新型多层复合透明热压膜片可作为牙套材料使用。
[0041]
本发明的有益效果在于:
[0042]
本发明在热压过程中,中间层多羟基聚酯中丰富的羟基与外层的聚氨酯材料中丰富的氨基甲酸酯键发生共价键交换反应。在不额外添加酯交换催化剂的条件下,通过原位化学反应增强外层和中间层的结合力,与传统的物理复合材料相比,极大地改善了不同材料之间相容性的问题。除此之外,本发明制备方式简单,制备出的复合材料较单一材料具有更优异的力学性能,同时保持了各单一片材良好的透光性、韧性等性能。
具体实施方式
[0043]
为了能够更清楚地理解本发明的上述目的、特征和优点,下面将对本发明的方案进行进一步描述。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
[0044]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但本发明还可以采用其他不同于在此描述的方式来实施;显然,说明书中的实施例只是本发明的一部分实施例,而不是全部的实施例。
[0045]
下面将结合实施例对本发明的优选实施方式进行详细说明。需要理解的是以下实施例的给出仅是为了起到说明的目的,并不是用于对本发明的范围进行限制。本领域的技术人员在不背离本发明的宗旨和精神的情况下,可以对本发明进行各种修改和替换。
[0046]
下述实施例中所使用的实验方法和计算方法如无特殊说明,均为常规方法。下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
[0047]
本发明实施例中实用的性能测试仪器:应力应变曲线测量采用instron 5565试验机;加热加压仪器使用769-24b手动粉末压片机。
[0048]
实施例1
[0049]
第一步,外层采用实验室自制聚醚型热塑性聚氨酯材料。将ptmg低聚物二醇加入三口烧瓶,于120℃下真空脱水1h,降温至60℃,按比例1:1加入mdi,升温至80℃,抽真空后通入氮气,于氮气保护下反应2h,取适量预聚体进行异氰酸酯基含量的滴定,按nnco/noh=1∶1的比例将预聚体和扩链剂1,4-丁二醇进行快速搅拌混合,向其中加入1滴催化剂dbtdl
后继续混合,然后将其倒入模具,待物料温度达到150℃后,将物料倒于聚四氟乙烯的盘中。在80℃的烘箱中熟化8h后粉碎,造粒。
[0050]
第二步,内层实验室自制多羟基聚酯材料。在氩气保护下,将三羟甲基丙烷(1.49mg),三亚甲基碳酸酯(4.6g),苯甲醛季戊四醇环碳酸酯(1.3g)加入到反应茄瓶中,然后将反应茄瓶在45℃下抽真空2.5h;然后将钛酸四丁酯(0.05mmol),乙腈(5ml)加入反应茄瓶中,90℃下反应24h,经乙醚沉降提取聚合物;将甲醇(7.5ml),thf(22.5ml),取所得聚合物0.5g,pd(oh)2/c(0.1g),pt/c(0.1g)加入到反应釜中,装釜完毕后以高纯n2吹扫反应釜5次,然后冲入高纯h2,60℃,1.5mpa下反应48h。经过滤、冰乙醚沉降得到链中多羟基功能化的聚碳酸酯。聚合物链中羟基含量为20%,数均分子量为2.4
×
105g/mol。
[0051]
第三步,将0.35g实验室制得热塑性聚氨酯原料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在150℃温度下,加压至8mpa,加热4分钟,后续取出模具自然降温至室温。
[0052]
将0.35g实验室制得多羟基聚酯材料原料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至10mpa加热6分钟,后续取出模具自然降温至室温。
[0053]
将得到的压片简单修剪,去除毛边,外层两片热塑性聚氨酯压片,内层是一片多羟基聚酯压片,放入0.8mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至9mpa加热5分钟,后续取出模具自然降温至室温。
[0054]
再经剪小放入0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至8mpa加热4分钟,后续取出模具自然降温至室温。
[0055]
制得的三层复合压片与本实施例中制得的单层、三层的其他压片均是无色透明,并将使用instron 5565试验机,以10mm/min的十字头位移率对修剪过后的样品(20
×5×
0.31mm)进行拉伸测量。
[0056]
将所得干燥后的热压膜膜片进行各性能测试,结果如下:透光率为90.1%,拉伸强度为43.10mpa、拉伸模量为2001.72mpa、弯曲强度为55.20mpa、弯曲模量为1950mpa。
[0057]
实施例2
[0058]
第一步,外层材料选用美国align公司高透明tpu。
[0059]
第二步,内层实验室自制多羟基聚酯材料。在氩气保护下,将季戊四醇(1.36g),三亚甲基碳酸酯(4.6g),苯甲醛季戊四醇环碳酸酯(1.3g)加入到反应茄瓶中,然后将反应茄瓶在45℃下抽真空2.5h;然后将辛酸亚锡(1.0mmol),thf(5ml)加入反应茄瓶中,80℃下反应72h,经乙醚沉降提取聚合物;将甲醇(7.5ml),thf(22.5ml),取步骤一所得聚合物0.5g,pd(oh)2/c(0.1g),pd/c(0.1g)加入到反应釜中,装釜完毕后以高纯n2吹扫反应釜5次,然后冲入高纯h2,50℃,3.5mpa下反应72h。经过滤、冰乙醚沉降得到链中多羟基功能化的聚碳酸酯。聚合物链中羟基含量为60%,数均分子量为4.1
×
105g/mol。
[0060]
第三步,将0.35g美国align公司高透明tpu材料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至9mpa,加热6分钟,后续取出模具自然降温至室温。
[0061]
将0.35g实验室制得多羟基聚酯材料原料均匀放在0.3mm厚黄铜模具中,上下垫放
两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在170℃温度下,加压至8mpa加热4分钟,后续取出模具自然降温至室温。
[0062]
将得到的压片简单修剪,去除毛边,外层两片热塑性聚氨酯压片,内层是一片多羟基聚酯压片,放入0.8mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在170℃温度下,加压至9mpa加热5分钟,后续取出模具自然降温至室温。
[0063]
再经剪小放入0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在170℃温度下,加压至9mpa加热5分钟,后续取出模具自然降温至室温。
[0064]
制得的三层复合压片与本实施例中制得的单层、三层的其他压片均是无色透明,并将使用instron 5565试验机,以10mm/min的十字头位移率对修剪过后的样品(20
×5×
0.31mm)进行拉伸测量。
[0065]
将所得干燥后的热压膜膜片进行各性能测试,结果如下:透光率为90.3%,拉伸强度为45.20mpa、拉伸模量为2051.32mpa、弯曲强度为52.20mpa、弯曲模量为1850mpa。
[0066]
实施例3
[0067]
第一步,外层材料选用实施例1中材料。
[0068]
第二步,内层实验室自制多羟基聚酯材料。在氩气保护下,将苯甲醇(10.8mg),三亚甲基碳酸酯(4.6g),苯甲醛季戊四醇环碳酸酯(1.3g)加入到反应茄瓶中,然后将反应茄瓶在45℃下抽真空2.5h;然后将辛酸亚锡(0.50mmol),dmso(30ml)加入反应茄瓶中,140℃下反应12h,经乙醚沉降提取聚合物;将甲醇(7.5ml),thf(22.5ml),取步骤一所得聚合物0.5g,pd(oh)2/c(0.1g),pd/c(0.1g)加入到反应釜中,装釜完毕后以高纯n2吹扫反应釜5次,然后冲入高纯h2,80℃,0.5mpa下反应24h。经过滤、冰乙醚沉降得到链中多羟基功能化的聚碳酸酯。聚合物链中羟基含量为20%,数均分子量为3.1
×
105g/mol。
[0069]
第三步,将0.35g实施例1中tpu材料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在150℃温度下,加压至10mpa,加热5分钟,后续取出模具自然降温至室温。
[0070]
将0.35g实施例1中多羟基聚酯材料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在150℃温度下,加压至9mpa加热5分钟,后续取出模具自然降温至室温。
[0071]
将得到的压片简单修剪,去除毛边,外层是两片热塑性聚氨酯压片,内层是一片多羟基聚酯压片,放入0.8mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在150℃温度下,加压至10mpa加热6分钟,后续取出模具自然降温至室温。
[0072]
再经剪小放入0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在150℃温度下,加压至10mpa加热6分钟,后续取出模具自然降温至室温。
[0073]
制得的三层复合压片与本实施例中制得的单层、三层的其他压片均是无色透明,并将使用instron 5565试验机,以10mm/min的十字头位移率对修剪过后的样品(20
×5×
0.31mm)进行拉伸测量。
[0074]
将所得干燥后的热压膜膜片进行各性能测试,结果如下:透光率为92.3%,拉伸强度为47.10mpa、拉伸模量为2015.23mpa、弯曲强度为49.30mpa、弯曲模量为1911mpa。
[0075]
实施例4
[0076]
第一步,外层材料选用德国巴斯夫(basf)公司的elastollan s375d。
[0077]
第二步,内层实验室自制多羟基聚酯材料。在氩气保护下,将1,6-己二醇(0.6g),三亚甲基碳酸酯(4.6g),苯甲醛季戊四醇环碳酸酯(1.3g)加入到反应茄瓶中,然后将反应茄瓶在45℃下抽真空2.5h;然后将辛酸亚锡(0.05mmol),二氯甲烷(50ml)加入反应茄瓶中,140℃下反应12h,经乙醚沉降提取聚合物;将甲醇(7.5ml),thf(22.5ml),取步骤一所得聚合物0.5g,pd(oh)2/c(0.1g),pd/c(0.1g)加入到反应釜中,装釜完毕后以高纯n2吹扫反应釜5次,然后冲入高纯h2,80℃,0.5mpa下反应24h。经过滤、冰乙醚沉降得到链中多羟基功能化的聚碳酸酯。聚合物链中羟基含量为20%,数均分子量为4.1
×
105g/mol。
[0078]
第三步,将0.35g德国巴斯夫(basf)公司的elastollan s375d原料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至10mpa,加热5分钟,后续取出模具自然降温至室温。
[0079]
将0.35g实施例2中的多羟基聚酯材料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在150℃温度下,加压至9mpa加热5分钟,后续取出模具自然降温至室温。
[0080]
将得到的压片简单修剪,去除毛边,外层是两片热塑性聚氨酯压片,内层是一片多羟基聚酯压片,放入0.8mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至10mpa加热6分钟,后续取出模具自然降温至室温。
[0081]
再经剪小放入0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至10mpa加热6分钟,后续取出模具自然降温至室温。
[0082]
制得的三层复合压片与本实施例中制得的单层、三层的其他压片均是无色透明,并将使用instron 5565试验机,以10mm/min的十字头位移率对修剪过后的样品(20
×5×
0.31mm)进行拉伸测量。
[0083]
将所得干燥后的热压膜膜片进行各性能测试,结果如下:透光率为93.2%,拉伸强度为50.15mpa、拉伸模量为2100.32mpa、弯曲强度为60.82mpa、弯曲模量为2113mpa。
[0084]
实施例5
[0085]
第一步,外层材料选用德国巴斯夫(basf)公司的elastollan s375d。
[0086]
第二步,内层实验室自制多羟基聚酯材料。在氩气保护下,将三羟甲基丙烷(0.45g),三亚甲基碳酸酯(4.9g),苯甲醛季戊四醇环碳酸酯(0.3g)加入到反应茄瓶中,然后将反应茄瓶在45℃下抽真空2.5h;然后将辛酸亚锡(0.05mmol),dmf(20ml)加入反应茄瓶中,140℃下反应12h,经乙醚沉降提取聚合物;将甲醇(7.5ml),thf(22.5ml),取步骤一所得聚合物0.5g,pd(oh)2/c(0.1g),pd/c(0.1g)加入到反应釜中,装釜完毕后以高纯n2吹扫反应釜5次,然后冲入高纯h2,80℃,0.5mpa下反应24h。经过滤、冰乙醚沉降得到链中多羟基功能化的聚碳酸酯。聚合物链中羟基含量为5%,数均分子量为3.7
×
105g/mol。
[0087]
第三步,将0.35g德国巴斯夫(basf)公司的elastollan s375d原料均匀放在0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在150℃温度下,加压至10mpa,加热5分钟,后续取出模具自然降温至室温。
[0088]
将0.35g实施例2中多羟基聚酯材料原料均匀放在0.3mm厚黄铜模具中,上下垫放
两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至10mpa,加热6分钟,后续取出模具自然降温至室温。
[0089]
将得到的压片简单修剪,去除毛边,外层使两片tpu压片,内层是一片多羟基聚酯压片,放入0.8mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至10mpa,加热6分钟,后续取出模具自然降温至室温。
[0090]
再经剪小放入0.3mm厚黄铜模具中,上下垫放两片0.1mm聚酰亚胺薄膜,放入769-24b手动粉末压片机,在160℃温度下,加压至10mpa,加热6分钟,后续取出模具自然降温至室温。
[0091]
制得的三层复合压片与本实施例中制得的单层、三层的其他压片均是无色透明,并将使用instron 5565试验机,以10mm/min的十字头位移率对修剪过后的样品(20
×5×
0.31mm)进行拉伸测量。
[0092]
将所得干燥后的热压膜膜片进行各性能测试,结果如下:透光率为92.8%,拉伸强度为55.64mpa、拉伸模量为2276.12mpa、弯曲强度为59.33mpa、弯曲模量为2046mpa。
[0093]
以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。