1.本发明涉及一种纤维复合层压材料及其制造方法,以及一种板簧、卷簧和车辆。
背景技术:
2.由纤维增强塑料制成的板簧的优点是重量轻,并且具有非常好的抗疲劳和抗腐蚀性能。因此,例如在车辆中,它们有可能取代传统的钢制板簧。玻璃纤维增强塑料(gfrp,glass-fiber-reinforced plastics)特别适用于由纤维增强塑料生产的板簧,因为对比碳纤维增强塑料(cfrp,glass-fi ber-reinforced plastics),玻璃纤维增强塑料具有更好的伸长率,而且成本更低。
3.然而,与钢相比,纤维增强塑料的缺点是刚性较低,因此经常需要对部件进行几何调整,例如以横截面变化的形式,以满足部件刚度的需求。
4.在板簧更广泛的设计中,由纤维增强塑料制成的板簧是补偿横向刚度降低的一种方法。然而,由于在板簧的安装部位空间有限,经常发生不同尺寸的板簧的无法安装的情况。
5.另一种可能性是使用具有不同特性的不同纤维。因此,有可能结合更高刚度的纤维,例如碳纤维,以及较低刚度的纤维,例如玻璃纤维,通过将不同的纤维相互叠加以获得一层或多层结构。由此可以在成本和机械性能方面找到折衷的方案。例如,de 10139780a1公开了具有玻璃纤维和碳纤维的板簧。
6.de 102009058170a1公开了一种层状结构,适应于设计和成本原因,其可以增加横向刚度并且对垂直刚度的影响很小,在中心平面提供更坚硬的碳纤维层,在外平面提供玻璃纤维,从而产生了一种玻璃纤维-碳纤维-玻璃纤维的结构种类。
7.然而,对于这种层结构,在不同纤维的界面处会发生失效现象。这可能是由层间剪切力引起的,由于玻璃纤维层和碳纤维层的纵向刚度不同,层间剪切力具有不同的影响。
8.当板簧受力时,由于受到弯曲力矩,从而导致其纵向伸长和压缩,在各个层中出现的应力大小基本上与相关层的刚度成正比。
9.如果将板簧视为仅承受弯曲力的理想梁,且整个板簧由相同材料制成,则其伸长率和应力在整个厚度上呈线性变化,如图1所示。
10.另一方面,如果选择上述玻璃纤维-碳纤维-玻璃纤维的结构,在相同条件下,在界面处会出现由纤维刚度不同引起的层间剪应力,如图2所示。
11.如果板簧持续受力,这些层间剪应力会导致各个层之间脱层以及部件的故障。与传统的钢制板簧相比,这种结构会导致板簧的使用寿命有限。
12.此外,de 102015122621a1公开了一种含有两种或两种以上按层排列的材料,这些层具有不同的模量,并且这些层从中性轴开始模量递减的设置。例如,碳纤维层可以设置在中央,并被玻璃纤维层包围。
13.此外,de 102017122564a1公开了一种具有石墨烯层作为导电层的层压材料。
14.此外,sun,j.,ji,j.,chen z.,liu,s.,zhao,j.公开了含商用石墨烯的环氧树脂
复合材料:向高韧性、高刚性方向发展。rscadv.,2019,9,33147-33154公开了石墨烯作为环氧树脂中的填充材料的应用。该出版物还揭示了使用石墨烯纳米颗粒增强的基体比不使用石墨烯纳米颗粒增强的基体具有更高的拉伸强度。
技术实现要素:
15.基于以上背景技术,本发明的目的是提供板簧的材料,利用该材料可以减少或甚至避免上述缺点。
16.该目的通过独立权利要求的主题实现,从属权利要求涉及具体实施例。
17.本发明的第一方面涉及一种纤维复合层压材料,即包括以层状连接在一起的多层纤维复合材料。
18.根据本发明的纤维复合层压材料具有中心层、中间层和设置在中间层的与中心层相对的一侧的外层。
19.作为一种选择,纤维复合层压材料可以提供一种对称结构,其具有中心层、设置在中心层两侧的中间层,以及设置在中间层的与中心层相对的一侧的外层。
20.在这种情况下,“设置在中间层的与中心层相对的一侧上”是指每个外层都与中间层之一在中间层的与中心层相对的一侧连接,不考虑具体的空间安排。换句话说,“在
……
上”并不一定意味着“在
……
上方”,而仅表示相邻。因此,纤维复合层压材料具有以下结构:外层-中间层-中心层-中间层-外层。
21.纤维复合层压材料可以任选地具有更多的层,这些层可以设置在已经提及的层之间或者设置在外层之上的其它层。在一种实施例中,纤维复合层压材料仅具有根据上述结构明确提及的层。
22.纤维复合层压材料的每一层具有至少一种纤维形式的增强材料,其嵌入基体中,特别是合成基体中,不同的层因使用不同增强纤维和/或不同基体而有所不同。
23.每层可以有一个或多个夹层(ply)。夹层的数量取决于纤维复合层压材料预设的最大载荷。夹层内的纤维可以优选地是连续纤维,且可以在夹层内单向排列或以机织或无卷曲织物的形式排列。纤维复合层压材料的特性可以根据需要而变化,尤其是通过纤维的尺寸、夹层内的设置、纤维体积百分比和层内的夹层数。例如,纤维体积百分比可以在40%-60%之间。
24.根据本发明,中心层包括含有碳纤维和合成基体的复合材料。例如,中心层的复合材料可以由嵌入合成基体中的碳纤维组成。
25.中间层包括含有碳纤维和/或玻璃纤维的复合材料,以及含有石墨烯纳米颗粒的合成基体。例如,中间层的复合材料可由嵌入包含石墨烯纳米颗粒的合成基体中的碳纤维和/或玻璃纤维组成。
26.外层包括含有玻璃纤维和合成基体的复合材料。例如,外层的复合材料可以由嵌入合成基体中的玻璃纤维组成。
27.在本发明中,术语“玻璃纤维”是指由玻璃丝制成的材料。例如,玻璃可以是e-玻璃、s-玻璃或r-玻璃。
28.在本发明中,术语“碳纤维”是指由碳丝制成的材料。例如,碳纤维可以基于聚丙烯腈或沥青生产。
29.多根玻璃丝或碳丝可以形成粗纱,粗纱中的多根玻璃丝彼此平行设置。粗纱可以是直接粗纱,它是在纺丝和施纱后直接形成的。或者,也可以是由多根直接粗纱或复丝纱组合而成的组合粗纱。
30.在本发明中,术语“合成基体”是指一种合成材料,纤维复合层压材料的纤维嵌入其中或将嵌入其中。合成基体优选为热固性基体。例如,合成基体可以在包括环氧树脂基体、乙烯基酯基体、氨基树脂基体、酚醛树脂基体、不饱和聚酯树脂基体和聚氨酯基体的组合中选择。合成基体优选为环氧树脂基体或聚氨酯基体。相同的合成基体优选用于所有层。在本发明中,使用术语“合成基体”需根据情况而定,其中包括完全固化状态、部分固化状态和仍未固化状态的基体。
31.在本发明中,术语“石墨烯”指的是一种二维结构(即单层结构)的碳修饰。在这种结构中,每个碳原子被另外的三个碳原子以120
°
的角度包围,从而形成蜂窝状结构。
32.在本发明中,术语“石墨烯纳米颗粒”是指由未结合的、聚集的和/或附聚的石墨烯颗粒制成的材料,其中,在数量尺寸分布中,至少50%的颗粒、聚集体或附聚物的一个或多个外部尺寸在1nm和100nm之间。石墨烯纳米颗粒可以优选地呈纳米片的形式,纳米片由少量堆叠的各个石墨烯层形成,少量意为小于10个。例如,单个石墨烯层(二维单个石墨烯层的纵向范围)的尺寸在5和40μm之间。
33.一方面,石墨烯纳米颗粒的特点是比表面积大,例如,在50m2/g和1000m2/g之间。另一方面,石墨烯纳米颗粒比其他碳纳米粒子(例如碳纳米管)具有更高的表面能。这两种特性对所本发明所提出的纤维复合层压材料的机械特性都有积极的影响。此外,通过添加少量的石墨烯纳米粒子,可以以低成本效益的方式改善纤维复合层压材料的性能。例如,含石墨烯纳米颗粒的合成基体中所含有的石墨烯纳米颗粒的比例可以在以重量计的0.01%-10%之间。
34.任选地,例如,可通过修饰石墨烯纳米颗粒的表面来改善合成基体内的分布和/或稳定性。例如,表面修饰可以通过酸处理和分散在聚乙烯吡咯烷酮中进行,例如,sun,j.,ji,j.,chen z.,liu,s.,zhao,j.公开了含商用石墨烯的环氧树脂复合材料:向高韧性、高刚性方向发展。rsc adv.,2019,9,33147-33154。
35.通过石墨可以制得合适的石墨烯纳米颗粒,并且可以通过各种方法制备,例如化学剥离法、气相沉积法、氧化法和/或超声处理法。
36.通过石墨烯纳米颗粒增强的合成基体,可以提高层压材料吸收能量的能力,从而使层压材料能够更好地承受中间层可能发生的断裂。
37.换言之,石墨烯纳米颗粒的使用增加了断裂能,即为达到机械性能的渐进和可检测的退化或甚至达到灾难性断裂,材料系统或层压材料能够吸收的最大能量。事实依据为石墨烯增强复合材料具有较高的断裂伸长率或抗拉强度。
38.因此,与没有中间层的纤维复合层压材料(即具有背景技术中的结构)相比,中间层使用含石墨烯纳米颗粒的合成基体,其可以让纤维复合层压材料的性能得到改善。
39.发明人对有石墨烯纳米颗粒的有益特性给出了一个可能的、非限制性的解释,基于这样一个事实,即石墨烯纳米颗粒,由于在微观层面上的大比表面积,充当了原本柔软的基体的增强剂,因此,使得必要的断裂能显著增加。其中,石墨烯纳米颗粒改善了基体中纤维的“支撑”。
40.本发明的另一方面涉及一种板簧,其具有上述纤维复合层压材料。本发明中有关纤维复合层压材料相关的所有陈述,均可类似地应用于所提出的板簧中,且纤维复合层压材料的优点与板簧相对应。
41.对于本发明中的板簧,在其承受最大允许偏转时,在纵向方向上会出现最大应力。为了防止这种应力对材料的使用寿命产生不利影响,本发明提供了一个中间层,该中间层用石墨烯纳米颗粒增强,并且该中间层具有使板簧的纤维复合层压材料能够吸收更高能量的效果。
42.本发明的另一方面涉及一种具有上述纤维复合层压材料的卷簧。本发明中有关纤维复合层压材料相关的所有陈述,均可类似地应用于所提出的卷簧,且纤维复合层压材料的优点与卷簧相对应。
43.在压缩过程中,卷簧承受高扭转载荷,从而产生高剪切应力。在这种情况下,同样可以在最高剪切应力所导致组件使用寿命显著降低的位置,提供用石墨烯纳米颗粒增强的中间层。
44.本发明的另一方面涉及一种具有上述板簧或卷簧的车辆。本发明中有关板簧或卷簧相关的所有陈述,均可类似地应用于所提出的车辆。且板簧或卷簧的优点与车辆相对应。
45.车辆可以理解为以任何方式移动的运输工具,例如,可以是一种陆地交通工具,如客车,也可以是一种水上交通工具或飞机。
46.在车辆中,对比钢弹簧,由于板簧或卷簧的重量更轻,因而具有特别有利的效果,即降低车辆重量。
47.本发明的另一方面涉及一种用于生产上述纤维复合层压材料的方法。这种纤维复合层压材料可通过以下方法步骤生产:生产形成中间层、中间层和外层的纤维基体半成品,将形成中间层的纤维基体半成品设置在形成中心层的纤维基体半成品上,将形成外层的纤维基体半成品设置在中间层的与中心层相对的一侧上,并对纤维基体半成品进行固化。
48.对于本发明所制造的纤维基体层压材料的对称结构,其中,形成中间层的纤维基体半成品设置在形成中心层的纤维基体半成品的两侧,形成外层的纤维基体半成品设置在中间层的与中心层相对的两侧。
49.因此,对于本发明所生产的纤维基体层压材料的对称结构,具体方法步骤如下:生产形成中心层、中间层和外层的纤维基体半成品,将形成中间层的纤维基体半成品设置在中心层的两侧,将形成外层的纤维基体半成品设置在与中心层连接的中间层相对的另一侧,并对纤维基体半成品进行固化。
50.术语“纤维基体半成品”是指由增强纤维组成的半成品,例如浸渍过合成基体的玻璃或碳纤维。例如,纤维基体半成品可以是“预浸材料”。
51.形成中心层的纤维基体半成品包含用合成基体浸渍的碳纤维。形成中间层的纤维基体半成品包含用含石墨烯纳米颗粒的合成基体浸渍的碳纤维和/或玻璃纤维。形成外层的纤维基体半成品包括浸渍有合成基体的玻璃纤维。
52.上述所提出的方法使生产各个单独层的半成品成为可能,任选的,也可以通过机器提前生产出半成品,进而在以后根据需要对预生产半成品进行彼此组合。以此方式,可以快速且低成本的生产纤维复合层压材料。
53.生产形成中间层的纤维基体半成品可以包括用含有石墨烯纳米颗粒的合成基体
浸渍碳和/或玻璃纤维。
54.换言之,石墨烯纳米颗粒和合成基体的塑料可以首先彼此混合,然后将所得的包含石墨烯纳米颗粒的合成基体施加到碳和/或玻璃纤维上,例如,可以通过浸渍法或喷涂法将包含石墨烯纳米颗粒的合成基体施加到碳纤维和/或玻璃纤维上。这种方法变体的特点是石墨烯纳米颗粒在合成基体中具有良好的分散性。与下述的方法变体相比,该方法可以提高可重复性,从而能够可靠地生产质量均匀的纤维复合层压材料。
55.作为另一种选择,生产形成中间层的纤维基体半成品可包括用合成基体浸渍碳或玻璃纤维,然后喷涂石墨烯纳米颗粒。
56.换言之,合成基体可以首先应用于碳纤维和/或玻璃纤维,例如,使用浸渍法或喷涂法。随后,通过喷涂工艺将石墨烯纳米颗粒施加到已经用合成基体浸渍过的纤维上。该方法变体的优点在于,石墨烯纳米颗粒主要沉积在表面位置,并且当排列形成各层的纤维基体半成品时,石墨烯纳米颗粒主要位于相邻层的界面处。这可以对界面特性产生有利影响。此外,与上述方法变体相比,石墨烯纳米颗粒可以减少消耗。
57.在以上两种方法变体中,所获得的浸渍纤维后续可以被沉积、排列,以获得所需的纤维基体半成品。
附图说明
58.本发明通过下方示例进行解释,并参照附图中的优选实施例,以下所示的特征可以单独或以各种组合形式形成本发明的一个方面。图中:
59.图1示出了现有技术的玻璃纤维层压材料中x方向上的应力示意图;
60.图2示出了现有技术的玻璃纤维层和碳纤维层的层压材料中x方向上的应力示意图;
61.图3示出了纤维复合层压材料中x方向的应力示意图,该纤维复合层压材料具有石墨烯纳米颗粒增强中间层的玻璃纤维层和碳纤维层;
62.图4示出了用于形成中间层的示例性纤维基体半成品的生产示意图;
63.图5示出了替代方法的示意图,该方法用于生产形成中间层的示例性纤维基体半成品;
64.图6示出了示例性纤维基体半成品的生产示意图,该示例性纤维基体半成品用于形成中心层;
65.图7示出了示例性纤维基体半成品的生产示意图,该示例性纤维基体半成品用于形成外层;
66.图8示出了示例性纤维复合层压材料的示意图;
67.图9示出了断裂能变化的示意图;
68.图10示出了示例性方法的流程图;以及
69.图11示出了示例性板簧和其中出现的应力的分布示意图。
具体实施方式
70.图1示出了根据现有技术的单层玻璃纤维层压材料在弯曲载荷下出现的应力图。例如,如果将单层玻璃纤维层压材料用作板簧10,就会出现这种弯曲载荷。在层压材料的中
间,即相对层压材料的中心面的距离为0m时,应力为0pa。当距离层压材料的中心产生沿着z轴正向的扩张时,发生膨胀,当距离层压材料的中心产生沿着z轴负向的扩张时,发生压缩。对于单层玻璃纤维层压材料分析,得到应力随层压材料厚度(z方向)的线性曲线。
71.这种线性曲线在原则上是可取的,然而,单层玻璃纤维层压材料通常不适合用作板簧10,该解释见前面的陈述。
72.因此,图2示出了与图1类似的根据现有技术的三层层压材料的图像,该三层层压材料包括具有碳纤维增强合成基体6的中心层2和具有玻璃纤维增强合成基体的外层4a、4b。与图1相比,仅在2、4a、4b各层内发现了应力随层压材料厚度的线性曲线。相比之下,在每种情况下,在层2、4a、4b之间的界面处都存在突变,这会导致层间剪切应力,从而导致层压材料失效。
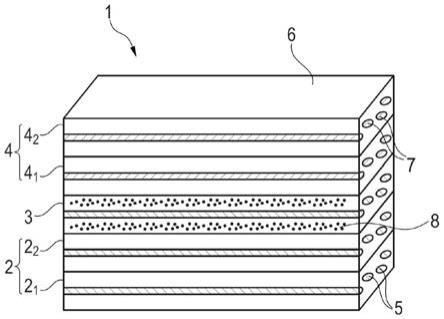
73.本发明实施例所提出的纤维复合层压材料1通过使用中间层3、3a、3b来减少这个问题的出现,图8示出了这种示例性纤维复合层压材料1的结构。
74.图8所示的示例性纤维复合层压材料1具有中心层2、设置在中心层2上的中间层3和设置在中间层3上的外层4。中心层2和外层4都由两个夹层组成,即它们包括中心夹层21和22以及外层夹层41和42。然而,夹层的数量没有限制并且可以存在不同数量的夹层。同样,中间层3也可以具有多个夹层。
75.中心层2包括由碳纤维5和合成基体6组成的复合材料,在示例性实施例中,合成基体6是环氧树脂基体。或者,也可以使用聚氨酯基体。碳纤维5呈连续纤维的形式,其中单个细丝组合以形成粗纱。碳纤维5的排列是单向的。
76.中间层3包括含有碳纤维5的复合材料和含有石墨烯纳米颗粒8的合成基体6,合成基体6同样是环氧树脂基。作为碳纤维5的替代或补充,中间层也可以包含玻璃纤维7。
77.外层4包括由玻璃纤维7和合成基体6组成的复合材料,合成基体6同样是环氧树脂基体。玻璃纤维7呈连续纤维的形式,其中单独的细丝结合以形成粗纱。玻璃纤维7的排列是单向的,平行于中心层2和中间层3中的碳纤维。
78.可选地,纤维复合层压材料1可以是对称构造,如图3所示在中心层2的两侧连接中间层3a、3b和外层4a、4b。与图8相关的解释可以以相应的方式应用于该实施例。
79.图3显示了与图1和图2类似的对称构造的纤维复合层压材料1的图像,该层压材料1具有由含有碳纤维5和合成基6的复合材料构成的中心层2,和包含碳纤维5或玻璃纤维7的复合材料和包含石墨烯纳米颗粒8的合成基体6的两个中间层3a、3b,以及由包含玻璃纤维7和合成基体6的复合材料组成的外层4a、4b。图3中所示的图例也适用于其他图像。
80.如图9所示,中间层3a、3b中的石墨烯纳米颗粒8导致断裂能增加,从而增加了纤维复合层压材料1在载荷下的使用寿命。如果使用混合物定律计算整个复合材料的预期拉伸强度和断裂伸长率,可以得出结论,石墨烯纳米颗粒增强复合材料的总能量,表示为图9中直线下方的面积变大。
81.图10示出了纤维复合层压材料1的生产流程图,在第一方法步骤s1中,生产形成成品纤维复合层压材料1中的中心层2、中间层3、3a、3b和外层4、4a、4b的纤维基体半成品9。
82.此处,形成中间层3、3a、3b的纤维基体半成品9可以通过用包含石墨烯纳米颗粒8的合成基体6浸渍碳纤维5和/或玻璃纤维7或通过用合成基体6浸渍碳纤维5或玻璃纤维7然后喷涂石墨烯纳米颗粒8来生产。
83.在方法步骤s2中,纤维基体半成品9按照所要求的顺序一个叠放于另一个之上设置,即将形成中间层3、3a、3b的纤维基体半成品9设置在形成中心层2的纤维基体半成品9上,将形成外层4、4a、4b的纤维基体半成品9设置在形成中间层3、3a、3b的纤维基体半成品9上。
84.在方法步骤s3中,纤维基体半成品产品被固化,例如通过高压和/或高温的作用。
85.图4至图7示意性地显示了各个纤维基体半成品9的生产流程。
86.图4和图5示出了用于生产纤维基体半成品9的两种替代方法,通过其可以形成由含有碳纤维5的复合材料和含有石墨烯纳米颗粒8的合成基体6组成的中间层3、3a、3b,可以使用玻璃纤维7作为碳纤维5的替代或补充。
87.图4中所示的方法是单阶段浸渍工艺,其中首先由石墨烯纳米颗粒8和合成基体(例如环氧树脂)6形成含有石墨烯纳米颗粒8的合成基体6。为此,石墨烯纳米颗粒8可以通过常规方法分散在合成基体6中。可以选择对石墨烯纳米颗粒进行预处理,例如表面修饰,以改善其在合成基体中的分布和/或提高分散的稳定性。
88.随后,将包含石墨烯纳米颗粒8的合成基体6加到以粗纱形式存在的碳纤维5上,例如喷涂。随后,用包含石墨烯纳米颗粒8的合成基体6浸渍碳纤维5,将其以所需排列方式沉积,将合成基体6部分交联,便可获得板状纤维基体半成品9的预浸材料。
89.图5示出了一种具有两阶段浸渍过程的替代方法。在第一浸渍阶段中,以粗纱形式存在的碳纤维5被合成基体6浸渍,随后用石墨烯纳米颗粒8喷涂以这种方式浸渍的纤维。然后,预浸材料在这样的单阶段浸渍过程中形成。
90.图6示出了用于生产纤维基体半成品9的方法,通过此方法可制成中心层2,该中心层2由碳纤维5和合成基体6组成的复合材料构成。为实现此目的,用合成基体6浸渍以粗纱形式存在的碳纤维5。在用合成基体6浸渍的碳纤维5完成后,将其以所需排列方式沉积,将合成基体6部分交联,便可获得纤维基体半成品9的预浸材料。
91.图7示出了用于生产纤维基体半成品9的方法,通过该方法可制成外层4、4a、4b,外层4、4a、4b由包含玻璃纤维7和合成基体6的复合材料构成。为实现此目的,用合成基体6浸渍以粗纱形式存在的玻璃纤维7,在用合成基体6浸渍的玻璃纤维7完成后,将其以所需排列方式沉积,将合成基体6部分交联,便可获得纤维基体半成品9的预浸材料。
92.图11示出了示例性板簧10的放大区域a的示意图。板簧10具有对称结构的纤维复合层压材料1,其具有与中心层2两侧相邻接的中间层3a、3b和外层4a、4b。在示例性实施例中,中心层2和外层4a、4b均具有三个夹层21,22,23,41,4 2
,43,44,45,46,,其中夹层数也可以是与之不同的。对于更详细的解释,参考与图3相关的解释,图3示出了类似构造的纤维复合层压材料1。
93.除了纤维复合层压材料1的结构外,图11还示出了板簧10在箭头方向受到载荷时,纤维复合材料层合板1内的应力分布情况。由此可见,用石墨烯纳米颗粒增强的中间层3a、3b可以吸收大量能量,因此整体上的断裂能得到了提升。
94.附图标记表
95.1 纤维复合层压材料
96.2 中心层
97.21,22,
…
2n 中心层夹层
98.3、3a、3b 中间层
99.4、4a、4b 外层
100.41,42,
…
4n 外层夹层
101.5 碳纤维
102.6 合成基体
103.7 玻璃纤维
104.8 石墨烯纳米颗粒
105.9 纤维基体半成品
106.10 板簧
107.s1到s3方法步骤
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。