1.本发明涉及音响的技术领域,尤其涉及音响透光板的高效制备方法。
背景技术:
2.音响是日常生活中常见的电子设备,其可以还原播放音频信号,例如在家庭中或者各种娱乐场所中。为了增加音响的娱乐效果,一般会在音响中加入发光功能,随着音乐的播放,可以配合发出特殊效果的光效。
3.在具有光效的音响中,透光板是必备的部件之一,透光板设置在音响的前端,这样,音响内部的灯板发出的光则可以通过透光板透射出来,且根据控制灯板的发光色彩以及发光调节,实现多样化以及酷炫的发光效果,可以配合音乐实现不同的发光效果。
4.现有技术中,在音响透光板制备方法中,通常先需要将固态塑性树脂熔化为液态,形成液态塑性树脂,然后再在液态塑性树脂中混合色粉以及白光扩散粉,再利用搅拌轴进行搅拌,形成注塑塑料,最后将注塑塑料注入模具的模腔中,经过冷却固化后成型透光板。
5.由于熔化后形成的液态塑性树脂的粘稠度较大,再将色粉以及白光扩散粉混合在液态塑性树脂中,需要进行长时间的搅拌,才可以搅拌均匀,大大降低了制备效率。
技术实现要素:
6.本发明的目的在于提供音响透光板的高效制备方法,旨在解决现有技术中,音响透光板制备效率较低的问题。
7.本发明是这样实现的,音响透光板的高效制备方法,包括以下制备步骤:
8.1)、将颗粒状的固态塑性树脂、色粉以及白光扩散剂进行混合,形成混合均匀的固态混合物,将所述固态混合物置于热熔器中进行加热熔化,直至固态塑性树脂熔化为液态塑性树脂,所述固态混合物形成液态混合物;
9.2)、将所述液态混合物注入搅拌筒的搅拌腔中进行搅拌,直至所述液态混合物被搅拌均匀形成液态的注塑塑料;
10.3)、将所述注塑塑料注入注塑模具的模腔中,待冷却固化后,成型透光板。
11.进一步的,所述制备步骤1)中,所述固态混合物在热熔器中熔化的过程中,所述固态混合物处于流动状态,直至所述固态混合物形成液态混合物。
12.进一步的,所述固态混合物自上而下流动。
13.进一步的,所述容腔器包括加热筒,所述加热筒的内部具有加热腔,所述加热腔中设有加热条,所述加热条沿着加热筒的轴向上下延伸布置;所述加热条中设有加热流道,所述加热流道沿着加热条的长度方向延伸布置;所述加热流道贯穿加热条的上端,形成上端开口,所述加热流道贯穿加热条的下端,形成下端开口;
14.所述制备步骤1)中,所述加热筒处于加热状态,所述固态混合物由上端开口进入加热流道,沿着加热流道朝下流动,所述固态混合物在加热流道中熔化为液态混合物,并由下端开口流出。
15.进一步的,所述加热条自上而下盘旋状盘旋布置,所述加热流道沿着加热条的长度方向,自上而下盘旋布置。
16.进一步的,所述加热流道的横截面呈扁平状,且沿着加热流道自上而下的方向,所述加热流道的宽度逐渐缩小。
17.进一步的,所述加热流道的内侧壁中凸设有多个过渡挡壁,所述过渡挡壁的内端对接在加热流道的一内侧壁上,所述过渡挡壁的外端朝向加热流道的另一内侧壁延伸布置,且与加热流道的另一内侧壁之间具有间隔。
18.进一步的,多个所述过渡挡壁沿着加热流道的长度方向间隔布置。
19.进一步的,所述加热流道的两个内侧壁上的过渡挡壁上下错位布置。
20.进一步的,所述加热流道的上端开口朝上延伸,形成入料腔,所述入料腔位于加热筒的上方,所述加热流道的下端开口朝下延伸,形成出料腔,所述出料腔处于加热腔的内部,所述加热腔处于封闭加热状;
21.所述制备步骤1)中,所述固态混合物加入在入料腔中,再由入料腔通过上端开口加入加热流道中,所述固态混合物沿着加热流道自上而下流动,被熔化为液态混合物,并落入在出料腔中继续加热设定时间后,注入搅拌筒的搅拌腔中进行搅拌。
22.与现有技术相比,本发明提供的音响透光板的高效制备方法,先将固态塑性树脂、色粉以及白光扩散粉混合形成固态混合物,再将固态混合物在热熔器中进行热熔呈液态混合物,在热熔的过程中,熔化后的液态塑性树脂、色粉以及白光扩散粉之间预先形成了均匀混合,在后续的搅拌过程中,则无需进行长时间的搅拌,则可形成混合均匀的注塑塑料,成型后的透光板的透光效果也较佳。
附图说明
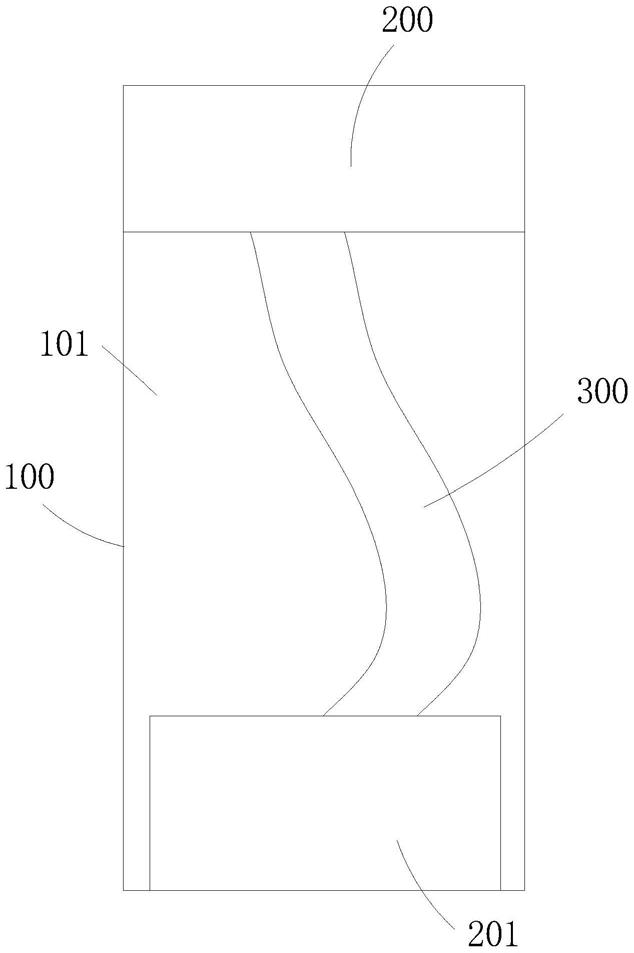
23.图1是本发明提供的加热筒的主视示意图;
24.图2是本发明提供的加热条的剖切示意图。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.以下结合具体实施例对本发明的实现进行详细的描述。
27.参照图1-2所示,为本发明提供的较佳实施例。
28.音响透光板的高效制备方法,包括以下制备步骤:
29.1)、将颗粒状的固态塑性树脂、色粉以及白光扩散剂进行混合,形成混合均匀的固态混合物,将固态混合物置于热熔器中进行加热熔化,直至固态塑性树脂熔化为液态塑性树脂,固态混合物形成液态混合物;
30.2)、将液态混合物注入搅拌筒的搅拌腔中进行搅拌,直至所述液态混合物被搅拌均匀形成液态的注塑塑料;
31.3)、将注塑塑料注入注塑模具的模腔中,待冷却固化后,成型透光板。
32.上述提供的音响透光板的高效制备方法,先将固态塑性树脂、色粉以及白光扩散
粉混合形成固态混合物,再将固态混合物在热熔器中进行热熔呈液态混合物,在热熔的过程中,熔化后的液态塑性树脂、色粉以及白光扩散粉之间预先形成了均匀混合,在后续的搅拌过程中,则无需进行长时间的搅拌,则可形成混合均匀的注塑塑料,成型后的透光板的透光效果也较佳。
33.制备步骤1)中,固态混合物在热熔器中熔化的过程中,固态混合物处于流动状态,直至固态混合物形成液态混合物。固态混合物处于流动状态,这样,熔化后形成的液态混合物中,液态塑性树脂、色粉以及白光扩散粉之间混合更为均匀。
34.固态混合物自上而下流动,这样,配合固态混合物的重力作用,可以实现自动流动的效果。
35.本实施例中,容腔器包括加热筒100,加热筒100的内部具有加热腔101,加热腔101中设有加热条300,加热条300沿着加热筒100的轴向上下延伸布置;加热条300中设有加热流道301,加热流道301沿着加热条300的长度方向延伸布置;加热流道301贯穿加热条300的上端,形成上端开口,加热流道301贯穿加热条300的下端,形成下端开口;
36.制备步骤1)中,加热筒100处于加热状态,固态混合物由上端开口进入加热流道301,沿着加热流道301朝下流动,固态混合物在加热流道301中熔化为液态混合物,并由下端开口流出。
37.加热筒100处于加热状态,从而加热条300中的加热流道301也处于加热状态,实现双重加热,可以使得加热流道301内的固态混合物更快速熔化。
38.加热条300自上而下盘旋状盘旋布置,加热流道301沿着加热条300的长度方向,自上而下盘旋布置,这样,增加加热流道301的盘旋路径,保证从加热流道301的下端开口出来的固态混合物熔化更为彻底。
39.本实施例中,加热流道301的横截面呈扁平状,且沿着加热流道301自上而下的方向,加热流道301的宽度逐渐缩小。由于沿着自上而下的流动方向,固态混合物是逐渐熔化为液态混合物的,而液态混合物的流动性比固态混合物的流动性更佳,通过设置逐渐缩小宽度的加热流道301,便于固态混合物以及液态混合物在不同阶段的流动。
40.加热流道301的内侧壁中凸设有多个过渡挡壁303,过渡挡壁303的内端对接在加热流道301的一内侧壁上,过渡挡壁303的外端朝向加热流道301的另一内侧壁延伸布置,且与加热流道301的另一内侧壁之间具有间隔302。
41.通过设置过渡挡壁303,固态混合物或液态混合物在加热流道301中流动的过程中,会被间断阻挡,降低流动速度,从而保证有足够多的加热时间。
42.多个过渡挡壁303沿着加热流道301的长度方向间隔布置。加热流道301的两个内侧壁上的过渡挡壁303上下错位布置。这样,固态混合物或液态混合物在流动过程中,可以实现跳动时流动,进一步提高混合的均匀性。
43.本实施例中,加热流道301的上端开口朝上延伸,形成入料腔200,入料腔200位于加热筒100的上方,加热流道301的下端开口朝下延伸,形成出料腔201,出料腔201处于加热腔101的内部,加热腔101处于封闭加热状;
44.制备步骤1)中,固态混合物加入在入料腔200中,再由入料腔200通过上端开口加入加热流道301中,固态混合物沿着加热流道301自上而下流动,被熔化为液态混合物,并落入在出料腔201中继续加热设定时间后,注入搅拌筒的搅拌腔中进行搅拌。
45.通过设置入料腔200,便于固态混合物的入料,设置出料腔201,且出料腔201位于加热腔101中,可以对形成的液态混合物进行二次加热混合,保证其热熔程度足够,且混合更为均匀。
46.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
