1.本发明涉及防火材料技术领域,尤其涉及一种防火设备。
背景技术:
2.防火设备主要是消防人员用来灭火和救护生命的设备。从近些年消防人员在灭火救援中伤亡的案例来看,消防员的防火设备对新材料和新工艺的依赖性越来越大。随着消防员防护标准要求的不断提高,各类防护产品的性能也越来越高。
3.人体皮肤对温度非常敏感,当人体皮肤的热流密度达到2.68j/cm2,即皮肤温度达到45℃时,人就会有灼痛感;当热流密度增大到5.02j/cm2,即人体皮肤温度达72℃时,就会造成皮肤的二度烧伤。因此,在高温环境中身着防火设备如防火毯可有效保护皮肤,降低人体皮肤的升温速率,并提供逃离的时间,以避免或减轻热源对人体的伤害。在剧热环境下,防火毯须能提供足够时间以确保消防人员抢险后安全离开,同时具备足够的热稳定性和热机械强度以避免熔融或破裂。
4.据统计分析预测,世界范围内防火毯的总消耗额呈逐年增长的趋势。随着科学技术的不断发展,人们对于防护设备的重视程度和需求量不断提高。目前,工业生产中的爆炸、火灾等灾难性事故频发,所以设计开发新型高效的功能防护材料,提高应急救援防火毯的防护水平就成为关键。
5.防火毯一般由隔热材料制成,常见的隔热材料为纤维类隔热材料,有石棉、岩棉、玻璃纤维、硅酸铝纤维、高硅氧纤维和氧化铝纤维等,这些材料具有低热导率、轻容重、高热容、易加工成型和良好的力学性能等特点。但单一的传统纺织材料不能满足高温下防火装备的耐高温隔热要求。
6.李红艳等研究发现将耐高温阻燃织物nomex、kermel和芳砜纶织物与ptfe、tpu和三维阻燃间隔织物组合,隔热层对多层织物的热辐射性能和热传递性能等热防护性能具有重要的影响,三维阻燃间隔织物比隔热毡具有更好的隔热透湿效果(李红艳,吴宣润,张渭源.多层织物系统综合热防护性能[j].材料科学与工程学报,2008,(8)98-100)。但目前织物所用的纤维多为有机纤维,其是防火毯的最主要类型之一,具有质地柔软、密度小、强度高和易加工成型等优点,但其耐高温隔热性能有限。
[0007]
cn 101112645a公开了一种多层复合材料灭火毯,该多层复合材料灭火毯表面采用高硅氧玻璃纤维基布,由于高硅氧布的成本较高,并且夹有纤维状活性碳夹层,更增加了该多层复合材料灭火毯的制作成本。
[0008]
cn 104532575a公开了一种玻璃纤维灭火毯的制作方法及其涂料,采用水溶性混合料,对玻璃纤维基布采用浸涂的方式进行涂覆,在玻璃纤维基布的表面形成了一层致密的防火涂料,虽然提高了防火性能,但是隔热性能有限,同时易破裂,力学强度受限。
[0009]
因此,为了满足日益增加的高温环境下消防及其他领域对防火毯的需求,需要研制耐高温与隔热性能更好,同时力学性能优异的防火设备材料。
技术实现要素:
[0010]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种防火设备。
[0011]
一种防火设备,包括复合基底,复合基底表面依次设置有柔性石棉层、防烫纤维层及增摩凸起层;复合基底包括玻璃纤维三维间隔织物基底,负载在基底上的气凝胶层,及包覆在气凝胶层表面的硅酸铝纤维层;气凝胶层采用双重气凝胶,包括:保温气凝胶层及结合在保温气凝胶层表面的防火气凝胶层,保温气凝胶层与防火气凝胶层的界面处形成网络互穿的微观结构。
[0012]
优选地,保温气凝胶层是以壳聚糖为支撑结构的碳气凝胶层。
[0013]
优选地,防火气凝胶层为负载有氢氧化镁的气凝胶层。
[0014]
上述防火设备的制备方法,包括如下步骤:
[0015]
(1)将壳聚糖、羧基化碳纳米管加入水中搅拌,将玻璃纤维三维间隔织物基底浸没其中进行超声震荡,超声频率为10-20khz,然后向其中加入质量分数为5-46%的偏磷酸钠溶液继续超声震荡,调节体系ph至4.2-4.6,接着超声震荡,真空冷冻干燥得到填充有保温气凝胶层的基底;
[0016]
(2)将琼脂粉加入水中,水浴搅拌至融化完全,向其中加入氢氧化镁搅拌均匀,再将填充有保温气凝胶层的基底浸没其中进行超声震荡,超声频率为10-20khz,真空冷冻干燥得到填充气凝胶层的基底;
[0017]
(3)在填充气凝胶层的基底表面包覆硅酸铝纤维层得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0018]
优选地,步骤(1)中,偏磷酸钠溶液的ph值为5-5.4。
[0019]
优选地,步骤(1)中,壳聚糖、羧基化碳纳米管和偏磷酸钠溶液的质量比为1-5:1-5:11-20。
[0020]
优选地,步骤(2)中,羧基化碳纳米管采用如下步骤制取:将浓硝酸、浓硫酸混合均匀,加入碳纳米管,40-50℃搅拌10-15h,采用去离子水稀释至体系ph值为6.0-6.5,过滤,真空干燥得到羧基化碳纳米管。
[0021]
申请人经过反复试验发现,直接将壳聚糖溶解于醋酸水溶液中,然后添加碳纳米管,碳纳米管在搅拌过程中形成团絮状结构,无法均匀分散于体系中,无法进行后续工艺,这是由于体系粘度升高,而羧基化碳纳米管重量轻,同时具有纳米材料的小尺寸效应、表面效应和宏观量子隧道效应,使得羧基化碳纳米管无法分散于体系中。
[0022]
优选地,羧基化碳纳米管的制取步骤中,浓硝酸、浓硫酸、碳纳米管的质量比为10-30:5-10:1-5。
[0023]
优选地,步骤(2)中,琼脂粉、水、氢氧化镁的质量比为1-5:30-100:10-20。
[0024]
本发明的技术效果如下所示:
[0025]
(1)本发明首先将壳聚糖、羧基化碳纳米管分散在水中,相比分散在醋酸水溶液中,羧基化碳纳米管在水中分散均匀性更加,然后将玻璃纤维三维间隔织物基底浸没其中;在超声作用下,壳聚糖与羧基化碳纳米管充分分散至织物的三维间隔内和纤维结构间,然后再加入偏磷酸钠溶液,在酸性条件下,壳聚糖的氨基与羧基化碳纳米管的羧基反应,经过冷冻干燥后,在玻璃纤维三维间隔织物基底纤维结构间构筑大量的支撑结构,同时借助具
有稳定性质与有序微观结构的纳米二氧化硅,可有效增强壳聚糖支撑结构的稳定性,同时其丰富的孔隙结构与极低的导热系数能有效增强基底的保温隔热性能,但内部壳聚糖结构的防火性能差,在遇明火时很容易破坏其保温效果,因此在保温气凝胶层外再次设置配合防火气凝胶层,两者协同作用,阻燃性能优异,可有效保护内部气凝胶结构,增强保温隔热效果。
[0026]
(2)本发明将氢氧化镁分散在琼脂粉中,然后在基底结构中构筑双重气凝胶,大量的氢氧化镁颗粒附着在气凝胶外壁,构筑基体结构的第一重防火线,虽然氢氧化镁的加入在一定程度上破坏了保温气凝胶层的外部结构,导致空气的填充量减少,但经过申请人反复试验,发现相比添加单层气凝胶,本发明在具有更优的热防护性能的基础上,保温隔热性能变化不大,本发明依旧可维持较好的保温效果;进一步在具有双重气凝胶的基体上包覆外硅酸铝纤维层,构筑基体结构的第二重防火线,防火性能极为优异。
[0027]
(3)本发明将复合基底与柔性石棉层、防烫纤维层及增摩凸起层复配,制备的防火设备,不仅轻薄,携带方便,同时阻燃、防火、隔热、保温性能优异,并经过撕破强力测试,产品撕裂强度高,力学性能优异;而增摩凸起层可有效防止因为火灾现场气流变化,导致防火毯掀起的现象,有效增强防火效果,另外增摩凸起层与防烫纤维层复配,凸起结构可有效降低防火毯与覆盖物的接触面积,进一步增强防烫隔热效果。
[0028]
为验证本发明的效果,申请人将本发明防火设备与灭火器进行对比试验。试验结果表明,灭火器的灭火时间较长并且有二次火焰升腾的现象,而使用本发明可以直接将火焰与空气隔绝,可直接达到灭火的目的,能够为人员逃生提供保护,避免火焰对人体造成的伤害。
[0029]
本发明经灭火试验测试灭火效果:采用直径为500mm的铁桶,内放置浸过煤油的棉纱,将棉纱点燃,待火焰将铁桶全部覆盖并火焰高度超过铁桶高度300mm以上时,用本发明1000
×
1000mm的灭火设备将铁桶覆盖,此时火焰在15s内熄灭,本发明不仅可以应用于石油、化工、造船等工业领域,还可能够广泛应用于家庭、餐饮、宾馆及人员相对密集的公共场所,使用范围广。
附图说明
[0030]
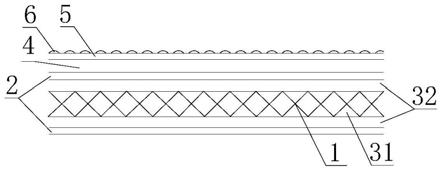
图1为本发明防火设备的截面结构示意图。
[0031]
图2为本发明防火设备的示意图。
[0032]
图3为试验例1中各组试样隔热性能对比图。
[0033]
图4为试验例3中各组试样撕破强力对比图。
具体实施方式
[0034]
下面结合具体实施例对本发明作进一步解说。
[0035]
实施例1
[0036]
如图1、2所示,一种防火设备,包括复合基底,复合基底表面依次设置有柔性石棉层4、防烫纤维层5及增摩凸起层6。
[0037]
复合基底包括玻璃纤维三维间隔织物基底1,负载在基底上的气凝胶层,及包覆在气凝胶层表面的硅酸铝纤维层2。
[0038]
气凝胶层采用双重气凝胶,包括:保温气凝胶层31及结合在保温气凝胶层表面的防火气凝胶层32,保温气凝胶层31与防火气凝胶层32的界面处形成网络互穿的微观结构。
[0039]
其中,保温气凝胶层31是以壳聚糖为支撑结构的碳气凝胶层,防火气凝胶层32为负载有氢氧化镁的气凝胶层。
[0040]
实施例2
[0041]
如实施例1所述防火设备的制备方法,包括如下步骤:
[0042]
i、将1kg偏磷酸钠加入至10kg水中,搅拌均匀,采用乙酸调节体系ph值为5-5.4,得到偏磷酸钠溶液;
[0043]
ii、将10kg浓硝酸、5kg浓硫酸混合均匀,加入1kg碳纳米管,40℃搅拌10h,用去离子水稀释至体系ph值为6.0-6.5,过滤,真空干燥得到羧基化碳纳米管;
[0044]
iii、将1kg壳聚糖、1kg羧基化碳纳米管加入至30kg水中,磁力搅拌1h,搅拌速度为1000r/min,将玻璃纤维三维间隔织物基底浸没其中,超声震荡20min,超声频率为10khz,然后向其中加入偏磷酸钠溶液,继续超声震荡20min,采用乙酸调节体系ph值为4.2-4.6,接着超声震荡1h,取出并送入真空冷冻干燥机干燥,得到填充有保温气凝胶层的基底;
[0045]
iv、将1kg琼脂粉加入30kg水中,水浴搅拌至融化完全,向其中加入10kg氢氧化镁搅拌均匀,再将填充有保温气凝胶层的基底浸没其中,超声震荡1min,超声频率为10khz,取出并送入真空冷冻干燥机干燥,得到填充气凝胶层的基底;
[0046]
v、在填充气凝胶层的基底的表面包覆硅酸铝纤维层,得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0047]
实施例3
[0048]
如实施例1所述防火设备的制备方法,包括如下步骤:
[0049]
i、将5kg偏磷酸钠加入至15kg水中,搅拌均匀,采用乙酸调节体系ph值为5-5.4,得到偏磷酸钠溶液;
[0050]
ii、将30kg浓硝酸、10kg浓硫酸混合均匀,加入5kg碳纳米管,50℃搅拌15h,用去离子水稀释至体系ph值为6.0-6.5,过滤,真空干燥得到羧基化碳纳米管;
[0051]
iii、将5kg壳聚糖、5kg羧基化碳纳米管加入至50kg水中,磁力搅拌2h,搅拌速度为2000r/min,将玻璃纤维三维间隔织物基底浸没其中,超声震荡40min,超声频率为20khz,然后向其中加入偏磷酸钠溶液,继续超声震荡40min,采用乙酸调节体系ph值为4.2-4.6,接着超声震荡4h,取出并送入真空冷冻干燥机干燥,得到填充有保温气凝胶层的基底;
[0052]
iv、将5kg琼脂粉加入100kg水中,水浴搅拌至融化完全,向其中加入20kg氢氧化镁搅拌均匀,再将填充有保温气凝胶层的基底浸没其中,超声震荡2min,超声频率为20khz,取出并送入真空冷冻干燥机干燥,得到填充气凝胶层的基底;
[0053]
v、在填充气凝胶层的基底的表面包覆硅酸铝纤维层,得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0054]
实施例4
[0055]
如实施例1所述防火设备的制备方法,包括如下步骤:
[0056]
i、将2kg偏磷酸钠加入至14kg水中,搅拌均匀,采用乙酸调节体系ph值为5-5.4,得
到偏磷酸钠溶液;
[0057]
ii、将15kg浓硝酸、8kg浓硫酸混合均匀,加入2kg碳纳米管,47℃搅拌12h,用去离子水稀释至体系ph值为6.0-6.5,过滤,真空干燥得到羧基化碳纳米管;
[0058]
iii、将4kg壳聚糖、2kg羧基化碳纳米管加入至45kg水中,磁力搅拌1.3h,搅拌速度为1800r/min,将玻璃纤维三维间隔织物基底浸没其中,超声震荡25min,超声频率为18khz,然后向其中加入偏磷酸钠溶液,继续超声震荡25min,采用乙酸调节体系ph值为4.2-4.6,接着超声震荡3h,取出并送入真空冷冻干燥机干燥,得到填充有保温气凝胶层的基底;
[0059]
iv、将2kg琼脂粉加入70kg水中,水浴搅拌至融化完全,向其中加入12kg氢氧化镁搅拌均匀,再将填充有保温气凝胶层的基底浸没其中,超声震荡1.8min,超声频率为12khz,取出并送入真空冷冻干燥机干燥,得到填充气凝胶层的基底;
[0060]
v、在填充气凝胶层的基底的表面包覆硅酸铝纤维层,得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0061]
实施例5
[0062]
如实施例1所述防火设备的制备方法,包括如下步骤:
[0063]
i、将3kg偏磷酸钠加入至12kg水中,搅拌均匀,采用乙酸调节体系ph值为5-5.4,得到偏磷酸钠溶液;
[0064]
ii、将25kg浓硝酸、6kg浓硫酸混合均匀,加入4kg碳纳米管,43℃搅拌14h,用去离子水稀释至体系ph值为6.0-6.5,过滤,真空干燥得到羧基化碳纳米管;
[0065]
iii、将2kg壳聚糖、4kg羧基化碳纳米管加入至35kg水中,磁力搅拌1.7h,搅拌速度为1200r/min,将玻璃纤维三维间隔织物基底浸没其中,超声震荡35min,超声频率为14khz,然后向其中加入偏磷酸钠溶液,继续超声震荡35min,采用乙酸调节体系ph值为4.2-4.6,接着超声震荡2h,取出并送入真空冷冻干燥机干燥,得到填充有保温气凝胶层的基底;
[0066]
iv、将4kg琼脂粉加入50kg水中,水浴搅拌至融化完全,向其中加入18kg氢氧化镁搅拌均匀,再将填充有保温气凝胶层的基底浸没其中,超声震荡1.2min,超声频率为18khz,取出并送入真空冷冻干燥机干燥,得到填充气凝胶层的基底;
[0067]
v、在填充气凝胶层的基底的表面包覆硅酸铝纤维层,得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0068]
实施例6
[0069]
如实施例1所述防火设备的制备方法,包括如下步骤:
[0070]
i、将2.5kg偏磷酸钠加入至13kg水中,搅拌均匀,采用乙酸调节体系ph值为5-5.4,得到偏磷酸钠溶液;
[0071]
ii、将20kg浓硝酸、7kg浓硫酸混合均匀,加入3kg碳纳米管,45℃搅拌13h,用去离子水稀释至体系ph值为6.0-6.5,过滤,真空干燥得到羧基化碳纳米管;
[0072]
iii、将3kg壳聚糖、3kg羧基化碳纳米管加入至40kg水中,磁力搅拌1.5h,搅拌速度为1500r/min,将玻璃纤维三维间隔织物基底浸没其中,超声震荡30min,超声频率为16khz,然后向其中加入偏磷酸钠溶液,继续超声震荡30min,采用乙酸调节体系ph值为4.2-4.6,接着超声震荡2.5h,取出并送入真空冷冻干燥机干燥,得到填充有保温气凝胶层的基底;
[0073]
iv、将3kg琼脂粉加入60kg水中,水浴搅拌至融化完全,向其中加入15kg氢氧化镁搅拌均匀,再将填充有保温气凝胶层的基底浸没其中,超声震荡1.5min,超声频率为15khz,取出并送入真空冷冻干燥机干燥,得到填充气凝胶层的基底;
[0074]
v、在填充气凝胶层的基底的表面包覆硅酸铝纤维层,得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0075]
对比例1
[0076]
一种防火设备的制备方法,包括如下步骤:
[0077]
i、将2.5kg偏磷酸钠加入至13kg水中,搅拌均匀,采用乙酸调节体系ph值为5-5.4,得到偏磷酸钠溶液;
[0078]
ii、将20kg浓硝酸、7kg浓硫酸混合均匀,加入3kg碳纳米管,45℃搅拌13h,用去离子水稀释至体系ph值为6.0-6.5,过滤,真空干燥得到羧基化碳纳米管;
[0079]
iii、将3kg壳聚糖、3kg羧基化碳纳米管加入至40kg水中,磁力搅拌1.5h,搅拌速度为1500r/min,将玻璃纤维三维间隔织物基底浸没其中,超声震荡30min,超声频率为16khz,然后向其中加入偏磷酸钠溶液,继续超声震荡30min,采用乙酸调节体系ph值为4.2-4.6,接着超声震荡2.5h,取出并送入真空冷冻干燥机干燥,得到填充有保温气凝胶层的基底;
[0080]
iv、在填充有保温气凝胶层的基底表面包覆硅酸铝纤维层,得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0081]
对比例2
[0082]
一种防火设备的制备方法,包括如下步骤:
[0083]
i、将3kg琼脂粉加入60kg水中,水浴搅拌至融化完全,向其中加入15kg氢氧化镁搅拌均匀,再将玻璃纤维三维间隔织物基底浸没其中,超声震荡1.5min,超声频率为15khz,取出并送入真空冷冻干燥机干燥,得到填充气凝胶层的基底;
[0084]
ii、在填充气凝胶层的基底的表面包覆硅酸铝纤维层,得到复合基底;在复合基底上方依次设置柔性石棉层、防烫纤维层及增摩凸起层,并采用粘结剂粘结,采用裁切机剪裁后缝制得到防火设备。
[0085]
采用实施例6和对比例1-2所得防火设备进行对比试验,具体如下:
[0086]
1、隔热性能测试
[0087]
参考《gb/t 39074-2020纺织品隔热性能的检测和评价》,将铝箔纸放置在加热装置上,启动加热装置设定试验温度至200℃,温度稳定后采用热电偶温度计测试铺在加热装置热平面上铝箔纸表面中心处的温度,直至达到设定温度并稳定,以此作为试验温度。随后,将对折后试样居中置于铝箔纸上,且试样使用面与铝箔纸接触,将另一热电偶温度计的探头放在对折后试样内部的中间位置,金属重块置于试样上,确保其位于试样内部热电偶温度计探头的正上方,放置完毕,立即开始测试计时。在试验温度条件下测试3min,记录热电偶温度计的温度。
[0088]
每次试验都更换新的铝箔纸。
[0089]
其结果如图3所示,由图3可知:本发明所得防火设备的基底通过填充双重气凝胶,达到有效隔热效果。通过实施例6与对比例1比较发现,在基底填充保温气凝胶层,能够有效
隔热,而本发明又加入防火气凝胶层,虽然从理论上来说,大量的氢氧化镁颗粒附着在气凝胶外壁,在一定程度上会破坏保温气凝胶层的外部结构,导致空气的填充量减少,但试验数据证实:本发明的隔热效果并未发生太大的变化。
[0090]
试验例2
[0091]
采用csi-206型tpp热防护性能测试装置,对各组试样进行测试。
[0092]
将试样水平放置在特定的热源上面,在规定距离内,热源以两种不同的传热形式-热对流和热辐射出现,而置于试样另一侧的铜片热流计则测量试样背面的温度。测试时要求火焰与试样直接接触,织物表面的热流量达到84kw/m2。铜片热流计测量温度,并得到升温曲线,将其与stoll标准曲线比较可得到二级烧伤所需时间t2,从而可得tpp值。
[0093]
tpp=t2×q[0094]
式中:q=2.0
×
4.187j/(cm2·
s),为规定辐射热流量;t2为引起二度烧伤的时间(s)。燃烧时间根据经验设为30-65s(tpp实验仪器的最大燃烧时间为65s)。
[0095] 实施例6对比例1对比例2暴露时间,s30.030.030.0燃烧时间,s35.334.928.0初始温度,℃33.032.833.1最终温度,℃63.364.581.2tpp值71.369.635.7
[0096]
由上表可知:本发明所得放火设备的热防护性能优异,而且高于国标规定的防火服tpp值(tpp值大于等于28)。
[0097]
试验例3
[0098]
参照《gb/t3917.2-2009织物撕破性能第2部分:裤形试样(单缝)撕破强力的测定》测定各组试样,其结果如图4所示。
[0099]
由图4可知:本发明所得放火设备撕裂强力高。本技术人认为,这是由于向基底中填充双层气凝胶,从而使玻璃纤维三维间隔织物与双层气凝胶发生交联,增加了纱线间固接点,填充了纤维间空隙,增加了纱线间的摩擦,使纱线间滑移变小。
[0100]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。