金属pcb成型装置及方法
技术领域
1.本发明涉及一种金属pcb成型装置及方法,其结构如下,通过固定单元支撑为了弯曲而被投入的金属pcb,利用所述金属pcb的两侧具有突起部的第一夹具和具有对应所述突起部的凹槽部的第二夹具进行施压而弯曲金属pcb。
背景技术:
2.通常,当对金属板进行塑性弯曲时,使用由一组上部模具和下部模具组成的弯曲用模具。
3.上述弯曲用模具由上部表面形成向内凹陷的弯曲槽的下部模具和下部表面形成对应所述弯曲槽的弯曲突起的上部模具构成。
4.并且,将金属板放置到如上构成的弯曲用模具的下部模具的上部表面后,将上部模具移动到下部而使弯曲突起插入到弯曲槽,从而以对应弯曲槽的形状地弯曲金属板。
5.并且,当前适用于许多领域的led照明适用使用金属材料基板的金属基板,以能够容易地实现安装在基板的led芯片的散热,而且相对于一个模具而向多种方向弯曲一个金属基板来使用,从而所述金属基板也能在多种方向呈现led照明。
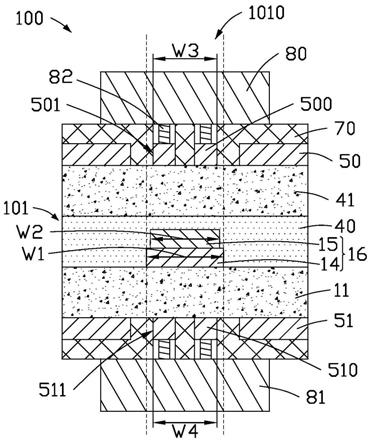
6.关于这种技术,韩国公开专利2014-141294号中提供了一种弯曲方法,其结构如图1,包括:下部模具110,在上部表面以暴露金属板10的一侧地放置;上部模具100,以可以升降地设置在下部模具110的上部,通过下部表面与下部模具110的上部表面接触而支撑金属板10;弯曲冲头200,以可以升降地设置在上部及下部模具100、110的侧面,通过升降弯曲金属板10的一侧;侧边冲头300,以可以倾斜滑动地设置在弯曲冲头200的内部,从而冲压金属板10弯曲区域的两侧。
7.并且,所述上部模具100上形成与固定突起111对应的插入孔101,当上部模具100与下部模具110接触时,固定突起111被插入到插入孔101,加压板320被施压而使滑块310下降时,侧边冲头300基于滑块310的下部锥形区域而倾斜地滑动,从而冲压金属板10弯曲区域的两侧,在位于加压板320和弯曲冲头200的上部的支撑板230之间设置弹性部件330,向上部推动加压板320。
8.并且,以可以旋转地设置的弯曲滚轴220在弯曲冲头200下降时,与金属板10接触而旋转,从而弯曲金属板10。
9.但是,如上所述的弯曲方法的缺点在于,用于弯曲的模具的结构比较复杂,在多个方向进行不同的弯曲操作时,会增加操作时间和负荷。
10.并且,其缺点在于,因结构是使用定型化的上、下部模具来执行弯曲操作,无法迅速改变其形状应用到各种不同的产品。
技术实现要素:
11.(要解决的技术问题)
12.用于改善所述现有技术的问题的本发明的目的在于,提供一种金属pcb成型装置
及方法,可以简化装置的结构,能够实现多种弯曲方向和弯曲角度,作为一个装置可以实现具有多种弯曲角度的金属pcb成型,实现准确的成型操作,可以自由改变弯曲角度及弯曲方向。
13.(解决问题的手段)
14.本发明为了达成所述目的,提供一种金属pcb成型方法,包括如下步骤:通过固定单元支撑为了弯曲而被投入的金属pcb;分别准备所述金属pcb的两侧具有突起部的第一夹具和具有与所述突起部对应的凹槽部的第二夹具;根据控制部的信号,在金属pcb的一侧面准备第二夹具后,对第一夹具施压而弯曲金属pcb。
15.并且,提供一种金属pcb成型方法,包括:所述控制部被预先输入用于弯曲的金属pcb的弯曲位置及角度,或通过准备的视觉单元得出而执行弯曲操作,
16.视觉单元被预先输入与拍摄的弯曲前金属pcb的拍摄画面对应的弯曲位置及角度的资料,被输入完成弯曲的金属pcb的资料而与完成操作的金属pcb进行比较之后感测不良。
17.并且,提供一种金属pcb成型方法,所述第一、第二夹具可以实现垂直方向及水平方向的移动和旋转,可以实现三维移动。
18.并且,提供一种金属pcb成型方法,所述固定单元实现选自垂直方向及水平方向和旋转移动中的任意一个操作。
19.进而,提供一种金属pcb成型方法,可以设置多个所述固定单元而固定各个金属pcb,或者将多个金属pcb固定到一个所述固定单元,从而供给多个金属pcb。
20.并且,提供一种金属pcb成型方法,所述第一、第二夹具以金属pcb为中心,位于垂直方向上、下侧。
21.并且,提供一种金属pcb成型方法,所述第一、第二夹具在金属pcb的长度方向上彼此分离而被隔开设置。
22.进而,提供一种金属pcb成型方法,所述第一、第二夹具以金属pcb为中心,位于垂直方向上、下侧,在金属pcb的长度方向上彼此分离而被隔开设置。
23.并且,提供一种金属pcb成型方法,所述第一、第二夹具同时弯曲位于垂直方向的多个金属pcb。
24.另外,提供一种金属pcb成型装置,包括:固定单元,通过第一输送手段移动且固定金属pcb;第一、第二夹具单元,分别位于所述金属pcb的两侧面,通过第二输送手段进行三维运动;夹具块,同时装载适用于所述第一、第二夹具单元的各个夹具;以及视觉单元,由摄像头和照明构成,检查弯曲金属pcb或者感测被投入的金属pcb。
25.并且,提供一种金属pcb成型装置,所述第一输送手段由球头螺栓构成。
26.进而,提供一种金属pcb成型装置,所述第二输送手段由一个以上的lm导轨和水平输送块、垂直输送块、旋转夹头构成。
27.(发明的效果)
28.根据如上所述的本发明,其效果在于,简化了装置的结构,实现了多种弯曲方向和弯曲角度,作为一个装置可以实现具有多种弯曲角度的金属pcb成型,实现准确的成型操作,可以自由改变弯曲角度及弯曲方向。
附图说明
29.图1是示出现有弯曲方法的侧视图。
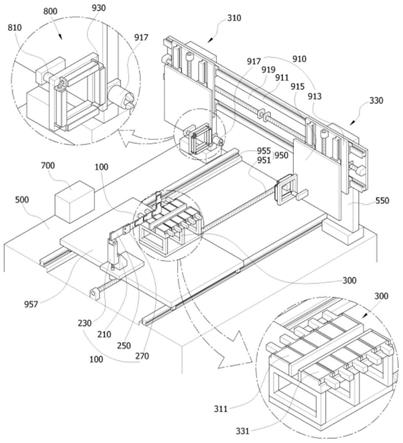
30.图2是示出本发明的金属pcb成型装置的外观图。
31.图3是示出本发明的金属pcb弯曲用夹具的安装状态图。
32.图4是示出本发明的金属pcb的弯曲状态图。
33.图5是示出本发明的金属pcb成型装置的侧视图及平面图。
34.图6是为了同时弯曲本发明的上、下两个金属pcb而两个夹具被安装到上、下侧的状态图。
35.图7是为了以一定间隔同时弯曲本发明的一个金属pcb而在吊架的两侧安装夹具单元的状态图。
36.图8是本发明的上、下两个金属pcb且以一定间隔同时弯曲各金属pcb而在吊架的两侧面上、下侧分别安装夹具单元的状态图。
37.图9是基于一个夹具单元弯曲为了同时弯曲本发明的上、下两个金属pcb的一地点而具有对应大小的夹具的状态图。
38.图10是本发明的上、下两个金属pcb且为了以一定间隔同时弯曲各金属pcb而在吊架的两侧面上、下侧分别安装夹具单元的结构以底座为中心而安装在其上、下侧的状态图。
39.图11是在主框架的内侧以一定间隔隔开设置多个的各个底座,设置本发明的金属pcb弯曲装置的状态图。
40.图12是示出本发明的金属pcb成型方法的顺序图。
41.符号说明
42.100:金属pcb
ꢀꢀ
200:固定单元
ꢀꢀ
300:夹具块
43.500:底座
ꢀꢀ
550:吊架
ꢀꢀ
590:主框架
ꢀꢀ
700:控制部
44.800:视觉单元
ꢀꢀ
957:可变板
具体实施方式
45.以下参照附图详细描述本发明的实施例。
46.如图2至图12,根据本发明的金属pcb成型方法,首先通过设置在底座500的固定单元200支撑为了弯曲而被投入的金属pcb100。
47.其中,所述固定单元200具有一组以上的夹爪270而固定用于成型的金属pcb100,所述夹头可以手动或自动操作,被所述固定单元支撑的金属pcb位于空间上。
48.并且,分别准备具有突起部的第一夹具311和具有与所述突起部对应的凹槽部的第二夹具331,使其分别位于所述金属pcb100的两侧面。
49.其中,在设置于底座500的夹具块300的上部两侧,以对应多种弯曲形状地被区分而提前准备多个所述第一、第二夹具,通过第一、第二夹具单元310、330被固定支撑。
50.并且,关于所述第一、第二夹具,根据控制部700的信号,在金属pcb100的一侧面准备第二夹具331之后,对第一夹具311施压而弯曲金属pcb。
51.并且,所述第一、第二夹具沿着长度方向,按预先输入的位置连续对金属pcb100反复执行上述操作而执行弯曲操作,从而实现成型。
52.继而,所述控制部700被预先输入用于弯曲的金属pcb的弯曲位置及角度。
53.并且,所述控制部700可以控制为,操作者无需选择用于弯曲的资料,通过视觉单元800获得金属pcb100而执行弯曲操作。
54.其中,关于与所述视觉单元800连接的控制部,被预先输入与被拍摄的弯曲前金属pcb的拍摄画面对应的弯曲位置及角度的资料,被输入完成弯曲的金属pcb的资料而与完成操作的金属pcb进行比较后,感测不良。
55.并且,所述视觉单元800由拍摄金属pcb的摄像头810和照明830构成。
56.并且,所述第一、第二夹具单元310、330可以通过第二输送手段910进行一次以上的垂直方向及水平方向的移动、旋转操作,从而可以实现三维移动。
57.进而,所述第二输送手段910由一个以上的lm导轨911和水平输送块913、垂直输送块915、旋转夹头917、移动所述水平输送块及垂直输送块的球头螺栓919构成。
58.其中,所述球头螺栓及旋转夹头被设置为基于驱动马达或液压/气压传递旋转力,所述第二输送手段910设置在与底座连接的吊架550。
59.并且,所述固定单元200被设置为可以执行选自垂直方向或水平方向的移动,角度调整或旋转移动中的至少一个操作。
60.即,所述固定单元200由3lm导轨210和升、下降块230及角度调整块250的组合构成,具有在所述角度调整块250的前方固定金属pcb的夹爪270。
61.并且,所述固定单元200与夹具块300连接设置到沿着底座的上部被输送到第一输送手段950的可变板957的上侧。
62.其中,所述第一输送手段950由1球头螺栓951和1lm导轨955构成。
63.进而,具有不同高度地分别设置有多个所述固定单元200,可以固定各个金属pcb或一个固定单元固定多个金属pcb100。
64.继而,在垂直方向上,与金属pcb对应地具有多个所述第一、第二夹具单元310、330,从而实现在垂直方向上具有高度差的多个金属pcb100的同时成型。
65.并且,在金属pcb的长度方向彼此隔开地设置所述第一、第二夹具单元310、330,为了同时实现多次弯曲操作,可以分别设置在吊架的两侧面。
66.其中,关于所述第一、第二夹具单元310、330,为了实现沿金属pcb的长度方向的间隔调整,还设置有可以实现横向水平移动的2水平输送块914。
67.进而,所述第一、第二夹具单元310、330及固定单元被分别设置在沿两侧的主框架590而在空间上设置多个的底座500上,
68.以金属pcb为中心而位于垂直方向的上、下侧,在金属pcb的长度方向彼此分离而被隔开。
69.即,所述第一、第二夹具单元310、330同时弯曲位于垂直方向的多个金属pcb。
70.另外,本发明的成型装置1000由以下构件组合而成:固定单元200,通过第一输送手段950移动且固定金属pcb100;第一、第二夹具单元310、330,分别位于所述金属pcb100的两侧面且通过第二输送手段910进行三维运动;夹具块300,同时装载适用于所述第一、第二夹具单元310、330的各个夹具。
71.并且,本发明的第一、第二夹具单元310、330的一侧还具有由摄像头810和照明830构成的视觉单元800,检查弯曲金属pcb或感测被投入的金属pcb。
72.描述如上构成的本发明的操作。
73.如图2至图12所示,根据本发明的金属pcb成型方法,首先通过设置在底座500的固定单元200支撑为了弯曲而被投入的金属pcb100。
74.其中,所述固定单元200的一侧具有夹爪270,固定用于成型的金属pcb100的一端。
75.进而,所述夹爪270与一般夹头一样通过操作者的手动操作或基于动力的自动操作来支撑金属pcb。
76.并且,所述金属pcb100的以一端被支撑的状态进行弯曲的部分位于空间上,分别准备在所述弯曲点具有突起部的第一夹具311和具有与所述突起部对应的凹槽部的第二夹具331,按照凹槽部的形状及突起的形状,以所需角度进行弯曲。
77.即,虽然本发明中未示出,但对于所述金属pcb100,可以是首先在弯曲地点预先切割弯曲槽(未示出),第一夹具的突起部与该位置接触而朝向第二夹具施加压力,从而执行弯曲操作。
78.其中,在设置于底座500的夹具块300的上部两侧,预先以对应多种弯曲形状地准备多个所述第一、第二夹具,根据弯曲部的形状,具有多种形状的突起及凹槽部。
79.并且,所述第一、第二夹具被第一、第二夹具单元310、330固定支撑,从而实现三维运动及旋转,可以在所需的金属pcb方向上自由地实现弯曲操作。
80.并且,所述第一、第二夹具基于控制部700的信号而在金属pcb100的一侧面准备第二夹具331之后,对第一夹具311施压而弯曲金属pcb。
81.并且,所述第一、第二夹具单元在当金属pcb100在长度方向上形成多个弯曲槽时,沿长度方向按预先输入的位置连续地反复进行上述操作,从而执行弯曲操作,完成由弯曲操作构成的成型操作。
82.其中,所述控制部700控制为,被预先输入用于弯曲的金属pcb的弯曲位置及角度而进行操作时,以第一、第二夹具单元的所需位置及角度进行自动输送。
83.并且,所述控制部700控制为,操作者无需在操作之前选择弯曲所需的资料,可以通过视觉单元800自动执行获得金属pcb100的安装状态的弯曲操作。
84.其中,关于与所述视觉单元800连接的控制部,被预先输入与被拍摄的弯曲前金属pcb的拍摄画面对应的弯曲位置及角度的资料,被输入完成弯曲的金属pcb的资料而与操作完成的金属pcb进行比较后感测不良。
85.并且,所述视觉单元800由拍摄金属pcb的摄像头810和照明830构成,可以确保准确的影像。
86.并且,所述第一、第二夹具单元310、330可以通过第二输送手段910实现一次以上的垂直方向及水平方向的移动和旋转操作,从而实现三维移动。
87.其中,支撑所述金属pcb100的固定单元200和支撑第一、第二夹具的第一、第二夹具单元310、330使其中一个进行三维运动,使得第一、第二夹具迅速地位于金属pcb100的两侧面。
88.进而,所述第二输送手段910由一个以上的lm导轨911和水平输送块913、垂直输送块915、旋转夹头917、移动所述水平输送块及垂直输送块的球头螺栓919构成,当连接到球头螺栓且基于控制部的信号操作的各驱动马达(未示出)旋转时,通过以吊架为中心移动的水平输送块和以水平输送块为中心而被输送的垂直输送块,连接到垂直输送块的旋转夹头位于所需的三维位置。
89.其中,所述球头螺栓及旋转夹头通过驱动马达或液压/气压传递旋转力,坚固地支撑第一、第二夹具,所述第一、第二夹具单元310、330分别位于被固定单元200支撑的金属pcb的两侧。
90.即,所述第一夹具单元和第二夹具单元分别连接到吊架550的两侧,通过第二输送手段910彼此靠近或远离。
91.并且,所述固定单元200被设置为可以进行选自垂直方向或水平方向的移动、角度调整或旋转移动中的至少一个操作。
92.即,所述固定单元200由3lm导轨210和升、下降块230及角度调整块250的组合构成,所述角度调整块250的前方具有固定金属pcb的夹爪270,由夹爪支撑的金属pcb实现垂直方向及水平方向的移动和角度调整。
93.并且,所述固定单元200和夹具块300连接设置到沿底座的上部被输送到第一输送手段950的可变板957的上侧,从而实现水平方向的移动。
94.下面描述在一个以上的金属pcb上同时执行多个成型操作的本发明的成型装置的实施形态。
95.如图6,所述固定单元200分别设置多个且具有不同高度,当固定各个金属pcb时,使位于上、下侧的金属pcb的成型地点a、b同时成型。
96.即,第一、第二夹具单元310、330也为了弯曲分别被所述多个固定单元支撑的金属pcb100,在一个垂直输送块915的上、下侧分别设置支撑第一、第二夹具的旋转夹头917。
97.并且,如图8及图9,为了缩短成型时间,在一个固定单元200同时固定多个金属pcb100而使多个金属pcb成型。
98.其中,所述图8中,使得上部金属pcb100的成型地点c、c'和下部金属pcb100的成型地点d、d'同时成型,所述多个成型地点分别在金属pcb100的长度方向隔开,在所述吊架550的两侧面上、下侧分别安装第一、第二夹具单元,使如所述隔开的成型地点c、c'同时成型。
99.并且,关于所述第一、第二夹具单元310、330中位于吊架550后方的第一、第二夹具单元,还连接可以进行横向的水平移动的2水平输送块914,从而能够进行用于成型的弯曲地点的位置调整,以沿着金属pcb的长度方向进行间隔调整。
100.并且,为了使被一个以上的固定单元支撑的金属pcb100同时成型,每个金属pcb100还具有一组第一、第二夹具单元。
101.继而,如图7所示,所述第一、第二夹具单元310、330使金属pcb100的成型地点a、b同时成型,使所述各个成型地点分别在金属pcb100的长度方向隔开,为了使如上所述的隔开的成型地点a、b同时成型,在所述吊架550的两侧面上、下侧分别安装第一、第二夹具单元。
102.进而,关于所述第一、第二夹具单元310、330中位于吊架550的后方的第一、第二夹具单元,还连接能够进行横向的水平移动的2水平输送块914而能够进行用于成型的弯曲地点的位置调整,以沿着金属pcb的长度方向进行间隔调整。
103.并且,如图9,根据本发明,多个金属pcb100在垂直方向上同时被安装到一个固定单元200,为了所述上、下侧金属pcb100的成型地点e、f的同时成型,一个第一、第二夹具单元310、330上准备具有可以使所述上、下侧金属pcb同时成型的大小的一个第一、第二夹具而实现同时成型。
104.继而,如图10所示,根据本发明,当支撑一个以上的金属pcb100的一个以上的固定单元200分别位于一个底座500上、下侧,为了执行所述金属pcb的成型操作,底座500的上、下侧分别具有吊架550,所述吊架也分别设置有用于固定第一、第二夹具的第一、第二夹具单元,在底座的上、下侧同时进行金属pcb的弯曲操作。
105.即,根据本发明,可以使得底座上部的垂直方向上形成于两个金属pcb两侧的成型地点g、h及g'、h'和位于底座下部的垂直方向上分别形成于两个金属pcb两侧的成型地点i、j及i'、j'同时成型。
106.进而,如图11,所述第一、第二夹具单元310、330及固定单元分别设置于沿着两侧的主框架590而在空间上设置多个的底座500,从而以金属pcb为中心位于垂直方向上、下侧,在金属pcb的长度方向彼此分离地隔开设置。
107.即,所述第一、第二夹具单元310、330同时弯曲位于垂直方向的多个金属pcb。
108.另外,本发明的成型装置1000由以下构件组合而成:固定单元200,通过第一输送手段950移动且固定金属pcb100;第一、第二夹具单元310、330,分别位于所述金属pcb100的两侧面,通过第二输送手段910进行三维运动;夹具块300,同时装载适用于所述第一、第二夹具单元310、330的各个夹具。据此,用第一、第二夹具单元固定位于夹具块的各个第一、第二夹具311、331并使其移动,在金属pcb的两侧面进行施压,使其以所需角度弯曲成型。
109.并且,本发明的第一、第二夹具单元310、330的一侧还具有由摄像头810和照明830构成的视觉单元800,用于检查完成弯曲的金属pcb或感测被投入的金属pcb100,从而自动执行下一个工序。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。