1.本发明涉及一种电感器成型工装及方法,尤其涉及一种可调式扁平线电感器成型工装及成型方法。
背景技术:
2.扁平线电感器具有承受电流大、工作频率高、工作温度宽、可靠性高等特点,广泛应用于短波超短波功放模块、高频开关电源、雷达通信系统等电子设备中。当前国内的扁平线电感器产品大多任依赖于美国的coilcraft、日本的村田、tdk等公司,国产化程度较低。
3.扁平线电感器引脚的成型当前主要是手动弯折或者引进国外先进自动化设备,前者成型工艺误差比较大,且容易伤线,成型难度大,不利于产品性能参数的一致性和可靠性,后者则成本太高,不适用于扁平线电感器品种多但批量小的企业。
4.扁平线电感器采用扁平线圈进行引脚弯折成型,扁平线圈包括线圈部、第一引脚、第二引脚。弯折的结构可参见图2,将图2左侧结构弯折成图2右侧结构。弯折后的引脚高度为d,引脚长度为w。
技术实现要素:
5.本发明的目的就在于提供一种解决上述问题,产品性能参数的一致性和可靠性高、成都低廉的一种可调式扁平线电感器成型工装及成型方法。
6.为了实现上述目的,本发明采用的技术方案是这样的:一种可调式扁平线电感器成型工装,用于将扁平线圈成型为扁平线电感器,包括一竖直设置的矩形基座,所述基座包括正面和背面,所述扁平线圈包括线圈部、分别位于线圈部正面和背面且竖直向上设置的第一引脚和第二引脚,第一引脚和第二引脚的宽度、厚度均相同;所述基座顶部设有一放置部和一定位机构,所述放置部包括放置孔、第一缺口、第二缺口和两条引脚定位槽,所述放置孔贯穿基座正反两面、内径与线圈部外径匹配,且当线圈部位于放置孔中时,第一缺口正对第一引脚,其深度使线圈部正面与基座正面平齐,第二缺口正对第二引脚,其深度大于线圈部厚度,引脚定位槽位于第一缺口和第二缺口的延长线上,深度为第一引脚和第二引脚的厚度、宽度为第一引脚或第二引脚的宽度;所述定位机构包括定位片和支撑螺杆,定位片位于放置孔并能沿第二缺口长度方向移动,所述支撑螺杆从基座背面伸入放置孔中与定位片接触,并与放置孔螺纹配合;所述基座正面可拆卸连接一压板,所述压板至少包括一水平段,所述水平段厚度为成型后扁平线电感器的引脚高度、水平段宽度为成型后扁平线电感器的引脚长度,水平段顶部与基座顶部平齐,且正对两引脚定位槽处分别设有一导向槽,所述导向槽沿引脚定位槽延长线方向设置、贯穿压板两端、深度和宽度均与引脚定位槽相同;两导向槽朝向压板正面的一端向下延伸,分别形成一贯穿水平段底部的竖直槽。
7.作为优选:所述压板为开口朝下的u形,基座正面设有支撑压板两端的支撑梁。
8.作为优选:所述基座底部也设有一放置部,放置部处设有匹配的定位机构和压板,
且顶部和底部的放置部对应不同尺寸的扁平线圈。
9.作为优选:所述基座采用不锈钢材料制成,所述基座与压板通过固定销可拆卸连接,所述固定销与压板由非金属耐磨材料加工而成。
10.一种可调式扁平线电感器成型工装的成型方法,包括以下步骤;(1)根据需加工成的扁平线电感器选择扁平线圈,并确定扁平线圈的参数,所述参数包括线圈部的外径、线圈部的厚度、第一引脚和第二引脚的厚度和宽度、加工成扁平线电感器后产品的引脚高度和引脚长度,并根据上述参数设计可调式扁平线电感器成型工装;(2)将线圈部装入放置孔中,第一引脚、第二引脚分别位于第一缺口、第二缺口中,安装压板;(3)调整支撑螺杆,使支撑螺杆、定位片、线圈部、压板均紧密贴合;(4)第一次弯折成型:将第一引脚、第二引脚水平弯折至两条引脚定位槽中,得到半成品a;(5)翻转半成品a,水平弯折后的第一引脚、第二引脚分别位于第二缺口、第一缺口中;(6)第二次弯折成型:将第一引脚、第二引脚分别沿导向槽、竖直槽向下弯折,得到半成品b;(7)将半成品b中超出竖直槽的部分切脚去漆,得到扁平线电感器。
11.与现有技术相比,本发明的优点在于:本发明可在顶部和底部安装一到两个放置部,用于不同型号、尺寸的扁平线电感器成型,本发明中,第一缺口有定位功能,用于保证放入放置孔中的扁平线圈正面能与基座正面平齐,第二缺口深度大于线圈部厚度,可以灵活调整线圈部中线圈的匝数、并结合定位机构和压板,将扁平线圈稳定的安装在放置孔中。通过转动定位机构的支撑螺杆,可以带动定位片移动,从而将扁平线圈压紧。
12.引脚定位槽用于引脚弯折时的定位,它的深度为第一引脚和第二引脚的厚度、宽度为第一引脚或第二引脚的宽度,利于操作人员手动高精度成型。
13.压板中水平段的厚度为成型后扁平线电感器的引脚高度,本发明中标记为d、水平段宽度为成型后扁平线电感器的引脚长度,本发明中标记为w,弯折后,我们直接利用压板的高度和厚度,即可实现引脚加工过程中高度、长度的控制,其中,我们只需要对应水平段的厚度d对第一引脚和第二引脚进行弯折,就可以满足产品的引脚高度要求,根据水平段宽度w进行切割,就可以满足产品的引脚长度要求,不仅利于操作人员手动高精度成型,且操作方法简单。
14.综上,本发明克服了现有技术中扁平线电感器引脚的成型只能采用手动弯折或者引进国外先进自动化设备的技术缺陷。提出了一种新的成型工装及成型方法,实现了扁平线电感器引脚的手动高精度成型,有效保证了扁平线电感器的工艺一致性,有利于多品种、小批量扁平电感器的成型和生产,提高了生产效率。
15.附图说明
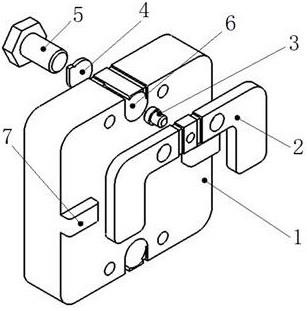
16.图1为本发明分解结构示意图;
图2为扁平线圈加工为扁平线电感器的结构示意图;图3为图2中扁平线电感器逆时针旋转90
°
后的主视图;图4为图1中基座另一角度结构示意图;图5为图4的a局部放大图;图6为图1中压板结构示意图;图7为图6的主视图;图8为图6的左视图;图9为图1中定位片的放大图;图10为本发明方法步骤(2)中装入线圈部的示意图;图11为本发明方法步骤(4)得到半成品a的示意图;图12为本发明方法步骤(5)示意图;图13为本发明方法步骤(6)得到半成品b的示意图;图14为本发明方法步骤(7)示意图;图15为从可调式扁平线电感器成型工装中取出扁平线电感器的示意图。
17.图中:1、基座;2、压板;3、固定销;4、定位片;5、支撑螺杆;6、放置孔;7、第一缺口;8、第二缺口;9、引脚定位槽;10、线圈部;11、第一引脚;12、第二引脚;13、导向槽;14、竖直槽。
18.具体实施方式
19.下面将结合附图对本发明作进一步说明。
20.实施例1:参见图1到图15,一种可调式扁平线电感器成型工装,用于将扁平线圈成型为扁平线电感器,包括一竖直设置的矩形基座1,所述基座1包括正面和背面,所述扁平线圈包括线圈部10、分别位于线圈部10正面和背面且竖直向上设置的第一引脚11和第二引脚12,第一引脚11和第二引脚12的宽度、厚度均相同,所述基座1顶部设有一放置部和一定位机构,所述放置部包括放置孔6、第一缺口7、第二缺口8和两条引脚定位槽9,所述放置孔6贯穿基座1正反两面、内径与线圈部10外径匹配,且当线圈部10位于放置孔6中时,第一缺口7正对第一引脚11,其深度使线圈部10正面与基座1正面平齐,第二缺口8正对第二引脚12,其深度大于线圈部10厚度,引脚定位槽9位于第一缺口7和第二缺口8的延长线上,深度为第一引脚11和第二引脚12的厚度、宽度为第一引脚11或第二引脚12的宽度;所述定位机构包括定位片4和支撑螺杆5,定位片4位于放置孔6并能沿第二缺口8长度方向移动,所述支撑螺杆5从基座1背面伸入放置孔6中与定位片4接触,并与放置孔6螺纹配合;所述基座1正面可拆卸连接一压板2,所述压板2至少包括一水平段,所述水平段厚度为成型后扁平线电感器的引脚高度、水平段宽度为成型后扁平线电感器的引脚长度,水平段顶部与基座1顶部平齐,且正对两引脚定位槽9处分别设有一导向槽13,所述导向槽13沿引脚定位槽9延长线方向设置、贯穿压板2两端、深度和宽度均与引脚定位槽9相同;两导向槽13朝向压板2正面的一端向下延伸,分别形成一贯穿水平段底部的竖直槽14。
21.本实施例中,所述压板2为开口朝下的u形,基座1正面设有支撑压板2两端的支撑梁。所述基座1底部也设有一放置部,放置部处设有匹配的定位机构和压板2,且顶部和底部的放置部对应不同尺寸的扁平线圈。所述基座1采用不锈钢材料制成,所述基座1与压板2通过固定销3可拆卸连接,所述固定销3与压板2由非金属耐磨材料加工而成。
22.一种可调式扁平线电感器成型工装的成型方法,包括以下步骤;(1)根据需加工成的扁平线电感器选择扁平线圈,并确定扁平线圈的参数,所述参数包括线圈部10的外径、线圈部10的厚度、第一引脚11和第二引脚12的厚度和宽度、加工成扁平线电感器后产品的引脚高度和引脚长度,并根据上述参数设计可调式扁平线电感器成型工装;(2)将线圈部10装入放置孔6中,第一引脚11、第二引脚12分别位于第一缺口7、第二缺口8中,安装压板2;(3)调整支撑螺杆5,使支撑螺杆5、定位片4、线圈部10、压板2均紧密贴合;(4)第一次弯折成型:将第一引脚11、第二引脚12水平弯折至两条引脚定位槽9中,得到半成品a;(5)翻转半成品a,水平弯折后的第一引脚11、第二引脚12分别位于第二缺口8、第一缺口7中;(6)第二次弯折成型:将第一引脚11、第二引脚12分别沿导向槽13、竖直槽14向下弯折,得到半成品b;(7)将半成品b中超出竖直槽14的部分切脚去漆,得到扁平线电感器。
23.本发明利用简单工装及加工方法,实现了手工快速成型。成型后扁平线电感器结构具体参见图3,其引脚高度为d,引脚长度为w。那么则要求,压板2的水平段厚度为d,宽度为w,参见图7和图8。
24.实施例2:参见图1到图15,在实施例1的基础上,我们进一步改进。其中,可调式扁平线电感器成型工装结构与实施例1相同,在基座1顶部和底部分别设有放置部,用于匹配加工相同尺寸、或不同尺寸的扁平线电感器。而成型方法中,我们可以一次性加工2个同尺寸、或2个不同尺寸的扁平线电感器。
25.和现有技术进行对比:由于现有技术中多采用钳子手动弯折成型,存在两点问题,一是工艺一致性无法保证,造成产品外观尺寸和性能参数偏差大;二是钳子夹线容易伤线,造成产品漆层破坏或留下夹痕,影响产品外观甚至无法使用,成品率低。但本发明设计了线圈引脚定位槽9、线圈压板2等,严格控制了电感线圈的外形参数,保证了线圈的外观尺寸的一致性。同时本发明在线圈的成型过程中避免了对线圈漆层的破坏。
26.若引进国外一体化成型设备进行加工,价格比较昂贵,每款设备适用的扁铜线规格有严格的限制,经济性差,不适合多品种电感器样品的生产。但本发明结构简单,制造成本低,可以根据电感线圈尺寸不同制作不同规格的成型工装,经济效益高,实用性强。
27.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
