1.本技术属于食品加工技术领域,尤其涉及一种适用于总线控制的智能直排式包馅机的多辊压面机。
背景技术:
2.在现有的自动化加工包馅食品(如馄饨)设备中,对于面皮的处理方式大多是让面带经过多个相互独立的压面辊实现对面带的逐步压制,从而实现面带厚度的压薄。直排式结构主要是针对现有技术中普遍使用的转盘式结构而言的,转盘式结构是指多个成型模具位于环形的轨道上,且多个成型模具在转盘的带动下在环形轨道上进行运动,对于非环形轨道式的结构可称为直排式结构。
3.现有的自动化生产设备有如专利号为cn200720023249.x,申请日为20070615,名称为《一种面皮成型机构》的实用新型专利,其技术方案为:包括机架、动力装置及通过传动机构连接动力装置的顺面机构、压面机构、输送带机构、切刀机构;压面机构由两压面辊组成,顺面机构、输送带机构分别设置在压面机构的上、下方,切刀机构包括两组刀具,第一组面皮成型刀具包括刀轴及安装在刀轴上且与刀轴垂直设置的多个圆盘状切刀焊片,切刀焊片上均焊接有圆弧切刀;第二组面皮成型刀具包括刀轴及安装在刀轴上且与刀轴垂直的多个圆盘切刀;所述的两组刀具的轴套长度相等,两刀轴平行设置且均通过轴承安装在机架上。它生产效率高,减轻了工人的劳动强度且所切面皮大小均匀、切面光滑。上述专利采用的面皮成型机构是选择两个相邻设置的压面辊,面皮从两个压面辊之间输送,进行压薄。但是当遇到要压制面皮厚度差较大的情况时,需要设置很多对压面辊,这样不仅增加了生产成本,也增加了设备的占地空间。并且上述设备并不能融入整个生产线进行整体控制,只能单独进行调整。
技术实现要素:
4.为了克服现有的压面机存在的上述问题,现在提出一种适用于总线控制的智能直排式包馅机的多辊压面机,本技术通过改进的多辊结构设置和增加和总线相连的伺服电机,优化了面皮压制效果,并使多辊压面机能够融入到整个生产线的智能化控制中。
5.为实现上述技术效果,本技术的技术方案如下:
6.一种适用于总线控制的智能直排式包馅机的多辊压面机,包括第一伺服电机、第二伺服电机、压面机头、第一压面输送带、第二压面输送带和第三压面输送带;所述压面机头位于第一压面输送带、第二压面输送带和第三压面输送带上方,所述第一伺服电机与总线相连,控制第一压面输送带和第二压面输送带运动,所述第二伺服电机与总线相连,控制第三压面输送带运动。
7.进一步地,所述压面机头包括压面轨道,所述压面轨道上设置有多个压面辊,且多个压面辊沿压面轨道循环运动,所述压面机头两端设置有用于将压面机头在压面过程中进行提升和下降的升降机构,所述升降机构与第三伺服电机相连。
8.所述升降机构为蜗轮蜗杆结构,所述第三伺服电机的输出轴插入至蜗轮蜗杆结构的连接孔中,从而带动蜗轮蜗杆结构运动,蜗轮蜗杆结构带动压面机头做整体升降运动。
9.进一步地,所述压面辊为无动力的压面辊。
10.进一步地,第一压面输送带、第二压面输送带和第三压面输送带与水平面的夹角不同。
11.再进一步地,第一压面输送带、第二压面输送带和第三压面输送带与水平面夹角依次增大,且第一压面输送带、第二压面输送带和第三压面输送带与水平状态的压面辊之间间距逐渐增大。
12.再进一步地,第一压面输送带、第二压面输送带和第三压面输送带的传输速度不相同。
13.三段压面输送带与面皮接触的部分倾斜角度不一样,倾斜角度最大的是第三压面输送带,它的主要功能是运送输送带进入多辊压面机和初压缩。第二压面输送带的倾斜角度较第一压面输送带小很多,它是面皮主要厚度压缩区域。第三压面输送带倾斜角度在三条输送带中最小接近于水平,作用主要有两个第一是让面皮达到最终设定需要厚度;第二是把面皮输送出多辊压面机。第一压面输送带与第二压面输送带是由同一电机提供动力,但是他们两的移动速度不一样,第一压面输送带比第二压面输送带快,第三压面输送带为独立动力。在三段输送带中移动速度属于最慢的。第一压面输送带和第二压面输送带移动速度与第三压面输送带移动速度可以根据进入多辊压面机面皮厚度和输出压面机面皮厚度的不同进行相应的调整。
14.面皮的厚度的压缩拉伸主要是靠压面辊的作用,该压面辊由三个动作组成,一个是压面辊绕自身轴心的转动(此运动的动力来源是面皮与压面辊之间的摩擦力);一个是在压面机头内的循环转动(此运动的动力来源是由压面机头上的伺服电机提供);在这两个运动的复合作用下,封闭圆环内的多个压面辊的运动和手工擀面的动作完全一样,从而让该设备生产出来的面皮也能达到手工擀面的效果。升降机构可以在开机前对压面机头与输送带的角度进行调整。
15.本技术的优点在于:
16.1、本技术的多辊压面机通过与总线连接的第一伺服电机和第二伺服电机,能够实现对多辊压面机整体的信号控制,将多辊压面机融入到整个生产线的整体控制之中,实现了多多辊压面机的直排式包馅机的智能化控制,而不是将多辊压面机作为一个独立的部件进行单独的控制。
17.2、本技术通过设置多个独立的压面输送带和多个压面辊,实现了对面带的逐步压薄,避免了采用多个独立的压面辊依次压制的结构,采用多个转动的压面辊和压面输送带配合,实现了一次性的压面效果。
附图说明
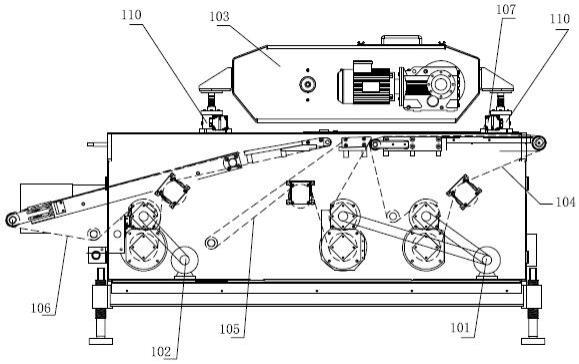
18.图1为多辊压面机一侧结构示意图。
19.图2为多辊压面机另一侧结构示意图。
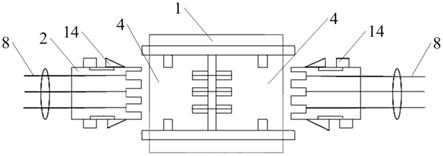
20.图3为升降机构为蜗轮蜗杆的结构示意图。
21.图4为蜗轮蜗杆与第三伺服电机连接处剖视示意图。
22.附图中:101-第一伺服电机,102-第二伺服电机,103-压面机头,104-第一压面输送带,105-第二压面输送带,106-第三压面输送带,107-第三伺服电机,108-压面轨道,109-压面辊,110-升降机构,111-输出轴,112-连接孔。
具体实施方式
23.实施例1
24.一种适用于总线控制的智能直排式包馅机的多辊压面机,包括第一伺服电机101、第二伺服电机102、压面机头103、第一压面输送带104、第二压面输送带105和第三压面输送带106;所述压面机头103位于第一压面输送带104、第二压面输送带105和第三压面输送带106上方,所述第一伺服电机101与总线相连,控制第一压面输送带104和第二压面输送带105运动,所述第二伺服电机102与总线相连,控制第三压面输送带106运动。第一伺服电机101和第二伺服电机102通过总线与工控机相连,工控机对于整个生产线上的所有设备进行信号的控制,而不仅仅局限于多辊压面机这单一的设备。
25.实施例2
26.一种适用于总线控制的智能直排式包馅机的多辊压面机,包括第一伺服电机101、第二伺服电机102、压面机头103、第一压面输送带104、第二压面输送带105和第三压面输送带106;所述压面机头103位于第一压面输送带104、第二压面输送带105和第三压面输送带106上方,所述第一伺服电机101与总线相连,控制第一压面输送带104和第二压面输送带105运动,所述第二伺服电机102与总线相连,控制第三压面输送带106运动。第一伺服电机101和第二伺服电机102通过总线与工控机相连,工控机对于整个生产线上的所有设备进行信号的控制,而不仅仅局限于多辊压面机这单一的设备。
27.所述第三伺服电机107与总线相连。第三伺服电机107通过总线与工控机相连,工控机对于整个包馅食品加工生产线上的所有设备进行信号整体控制。
28.压面机头103包括压面轨道108,所述压面轨道108上设置有多个压面辊109,且多个压面辊109沿压面轨道108循环运动,所述压面机头103两端设置有用于将压面机头103在压面过程中进行提升和下降的升降机构110,所述升降机构110与第三伺服电机107相连。
29.所述升降机构110可为蜗轮蜗杆结构,所述第三伺服电机107的输出轴111插入至蜗轮蜗杆结构的连接孔112中,从而带动蜗轮蜗杆结构做运动,蜗轮蜗杆升降机构带动压面机头103做整体升降运动。
30.压面辊109通过自身的自转、多个压面辊109沿轨道运动实现对从压面机头103和压面输送带之间经过的面带进行压制。并且通过压面机头103整体的上升和下降调整压面机头103和第一压面输送带104、第二压面输送带105和第三压面输送带106之间的间隙,以此调整面带的厚度。
31.升降机构110除了采用蜗轮蜗杆结构外,也可以使用平行四杆机构或凸轮机构等现有技术中公知的结构实现。
32.压面辊109为无动力的压面辊109。
33.第一压面输送带104、第二压面输送带105和第三压面输送带106与水平面的夹角不同。
34.第一压面输送带104、第二压面输送带105和第三压面输送带106与水平面夹角依
次增大,且第一压面输送带104、第二压面输送带105和第三压面输送带106与水平状态的压面辊109之间间距逐渐增大。夹角和间距的变化能够保证位于面带输送带和压面辊109之间的面带会逐渐被压薄。
35.第一压面输送带104、第二压面输送带105和第三压面输送带106的传输速度不相同。
36.三段压面输送带与面皮接触的部分倾斜角度不一样,倾斜角度最大的是第三压面输送带106,它的主要功能是运送输送带进入多辊压面机和初压缩。第二压面输送带105的倾斜角度较第一压面输送带104小很多,它是面皮主要厚度压缩区域。第三压面输送带106倾斜角度在三条输送带中最小接近于水平,作用主要有两个第一是让面皮达到最终设定需要厚度;第二是把面皮输送出多辊压面机。第一压面输送带104与第二压面输送带105是由同一电机提供动力,但是他们两的移动速度不一样,第一压面输送带104比第二压面输送带105快,第三压面输送带106为独立动力。在三段输送带中移动速度属于最慢的。第一压面输送带104和第二压面输送带105移动速度与第三压面输送带106移动速度可以根据进入多辊压面机面皮厚度和输出压面机面皮厚度的不同进行相应的调整。
37.面皮的厚度的压缩拉伸主要是靠压面辊109的作用,该压面辊109由三个动作组成,一个是压面辊109绕自身轴心的转动(此运动的动力来源是面皮与压面辊109之间的摩擦力);一个是在压面机头103内的循环转动(此运动的动力来源是由压面机头103上的伺服电机提供);在这两个运动的复合作用下,封闭圆环内的多个压面辊109的运动和手工擀面的动作完全一样,从而让该设备生产出来的面皮也能达到手工擀面的效果。升降机构110可以在开机前对压面机头103与输送带的角度进行调整。
38.本技术的多辊压面机通过与总线连接的第一伺服电机101和第二伺服电机102,能够实现对多辊压面机整体的信号控制,将多辊压面机融入到整个生产线的整体控制之中,实现了多多辊压面机的直排式包馅机的智能化控制,而不是将多辊压面机作为一个独立的部件进行单独的控制。本技术通过设置多个独立的压面输送带和多个压面辊109,实现了对面带的逐步压薄,避免了采用多个独立的压面辊109依次压制的结构,采用多个转动的压面辊109和压面输送带配合,实现了一次性的压面效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。