1.本发明涉及复合材料及其成型技术领域,具体涉及一种复合材料及雷达天线罩的低温热压罐成型方法。
背景技术:
2.随着高速飞行器武器装备的发展,恶劣高温使用环境对透波复合材料的耐高温性能提出了越来越严苛的要求。此外,新型航空武器装备用雷达、干扰天线广泛采用大功率雷达罩,这也对雷达罩及其壳体承受高功率密度照射的能力提出了更高的要求。要耐大功率雷达辐照,降低复合材料的介电常数和介电损耗是关键,而要满足雷达罩及其壳体耐高温性能的要求,则必须通过开发耐高温且透波性能优异的树脂基复合材料来实现。为满足雷达天线罩耐高温和耐大功率辐射性两方面的应用需求,对雷达天线罩体材料的耐高温性能、介电性能提出了严峻挑战。
3.雷达天线罩体材料为纤维增强树脂基复合材料,其增强相以玻璃纤维、芳纶纤维、超高分子量聚乙烯纤维等传统高性能纤维为主。但这些传统纤维存在表面惰性大、易吸湿性、介电常数高、介电性能差等方面缺陷,此外成本较高。石英纤维是由极高纯度的sio2熔融制备而成的纤维,具有优异的介电性能,介电常数和介电损耗比玻璃纤维都小,同时其弹性模量还会随着温度的升高而增大。因此,使用石英纤维制造高性能雷达天线罩,可以满足天线罩的高效宽频透波要求,并具有优异的高温力学性能等特点。
4.中国专利“一种耐高温天线罩及其制备方法,公开号:cn112366448a”,该申请专利提供了一种采用rtm成型工艺将中空夹层结构与树脂复合成型制备耐高温天线罩的方法,该方法可在一定程度上提高天线罩的耐高温性能,但其成型工艺固化温度过高、固化时间过长,会对成型设备造成巨大损耗;中国专利“一种舰载耐高温隔热天线罩及其制备方法,公开号:cn109818148a”提及的天线罩内壁由内至外包括复合在一起的结构内层、复合芯层和结构外层,虽然其解决了天线罩隔热性能差的缺陷,但其多层复合工艺较为复杂,对人工及设备要求较高;“用于航天飞行器雷达天线罩的高性能复合材料及其制备方法,公开号:cn108329688a”提出由聚酰亚胺掺杂石英玻璃纤维制备雷达天线罩,可有效提升天线罩的耐高温性能,但聚酰亚胺价格昂贵,制备步骤繁琐,成型温度高,不利于大规模生产。
5.雷达天线罩用纤维增强树脂基复合材料的基体树脂的耐高温性能、介电性能是决定天线罩是否满足飞行器高速化和雷达高功率化发展需求的关键。常见耐高温树脂包括聚酰亚胺、酚醛树脂、耐高温环氧树脂等,聚酰亚胺树脂存在成本高、制备步骤繁琐、成型温度高等缺陷,难以在天线罩制造领域广泛推广应用,而酚醛树脂、耐高温环氧树脂等的耐温性能难以达到应用要求。有机硅树脂是一种新型耐高温特种高分子材料,具有半无机半有机的特殊分子结构,在应用过程中会体现出无机物石英的一系列性质,其作为有机物,又具备了高分子材料易加工的属性,因此是一种非常特殊的树脂基体,被称作“特种”高分子材料。有机硅树脂具有突出的耐高低温、电绝缘性、生理惰性和低表面张力,同时具有优良的介电性能,其在各种环境条件下的介电性能都比较稳定,是制备耐高温雷达天线罩的理想基体
材料。然而,目前有机硅树脂在应用过程中仍存在固化温度高、成型步骤复杂、成型设备依赖程度高、耐温性能不稳定等缺陷,极大限制了有机硅树脂在雷达天线罩领域的推广应用。
技术实现要素:
6.本发明为了克服传统雷达天线罩耐高温与介电性能不足、成型温度高、制备过程复杂等缺陷,更好地发挥纤维增强树脂基复合材料的性能优势,提供一种复合材料及雷达天线罩的低温热压罐成型方法。本发明根据雷达天线罩用耐高温透波材料对复合材料耐高温、耐大功率辐射的性能要求,以高透波的石英纤维为增强材料,以耐高温、电绝缘、固化温度低以及成本相对较低的改性有机硅树脂作为复合材料的树脂基体,采用固化温度相对较低的低温热压罐成型工艺制备耐高温耐大功率辐射复合材料雷达天线罩。所使用的改性有机硅树脂中的si-o-sio键含量高,耐温性能突出,低温成型有利于节能减耗并对成型设备的要求也进一步降低,因此在雷达天线罩领域具有更广泛推广应用价值。
7.为解决上述技术问题,本发明所采用的技术方案为:一种复合材料,由以下质量百分比的原料制备而成:石英纤维布50~70wt%、改性有机硅树脂30~50wt%。
8.进一步的,所述改性有机硅树脂为正硅酸乙酯改性有机硅树脂,正硅酸乙酯占有机硅树脂的比例为5~20wt%。
9.进一步的,所述石英纤维布为平纹布、斜纹布或缎纹布,单丝直径1~15μm,厚度0.03~0.6mm,10ghz的介电常数<4.0、介电损耗因子<2.5
×
10-3
。
10.一种雷达天线罩的低温热压罐成型方法,采用上述的复合材料制备,包括以下步骤:
11.(1)配制改性有机硅树脂树脂胶液,将其涂刷至石英纤维布表面,烘干后得到预浸料;
12.(2)将预浸料依次铺层在清洁并涂有脱模剂的雷达天线罩模具中直至获得所需铺层数;
13.(3)将完成铺层的雷达天线罩模具装入真空袋中并抽真空;
14.(4)将步骤(3)所得真空工装转移至热压罐中,分段式加热加压低温固化;
15.(5)自然冷却脱模后进行后处理,得到雷达天线罩。
16.优选的,所述步骤(1)中,改性有机硅树脂树脂胶液中的树脂含量为40~70wt%、溶剂为乙醇。
17.优选的,所述步骤(2)中,每铺2层进行一次抽真空排气,共铺层2~50层。
18.优选的,所述步骤(3)中预抽真空的真空度保持在500~900mba,时间持续10~40min。
19.进一步的,所述步骤(4)中分段式加热加压低温固化包括三段固化过程:1)室温加压至0.3-3mpa,并以1-5℃/min的升温速率升温至170-190℃,固化3-10min;2)压力增至0.8-5mpa,并以1-5℃/min的升温速率升温至180-200℃,再固化3-10min;3)压力增至1.5-8mpa,并以1-5℃/min的升温速率升温至固化温度190-250℃,固化3-8h。
20.进一步的,所述步骤(5)中后处理温度为250~300℃、时间为2~12h。
21.与现有技术相比本发明具有以下有益效果:
22.(1)采用正硅酸乙酯改性有机硅树脂,以正硅酸乙酯中键能较高的si-o替代有机
硅树脂中的si-c键,增加了有机硅树脂中si-o-sio键的含量,提升了有机硅树脂的耐高温性能,并降低了有机硅树脂固化温度。
23.(2)石英纤维增强改性有机硅树脂耐高温耐大功率辐射复合材料雷达天线罩,在高温条件下依然能够维持较高的力学性能而不被破坏且介电性能优异。此外,低温热压罐成型工艺改善了传统成型方法固化温度过高,同温度条件下固化时间过长,不利于大规模的生产应用等缺点,在高性能雷达天线罩生产制造领域具有更突出的应用优势。
附图说明
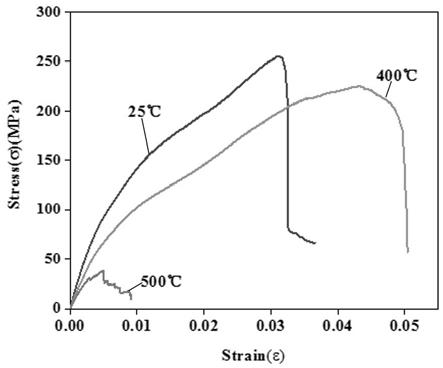
24.图1为本发明的耐高温耐大功率辐射复合材料雷达天线罩在25℃、400℃、500℃的拉伸应力-应变曲线。
25.图2为本发明的耐高温耐大功率辐射复合材料雷达天线罩高温下拉伸强度、拉伸模量变化。
26.图3为本发明的耐高温耐大功率辐射复合材料500℃、2h拉伸处理后复合材料形态图。
27.图4为本发明的耐高温耐大功率辐射复合材料雷达天线罩高温下的弯曲强度、弯曲模量变化。
28.图5为本发明的耐高温耐大功率辐射复合材料雷达天线罩热失重图。
29.图6为本发明的耐高温耐大功率辐射复合材料雷达天线罩频率-介电常数图。
30.图7为本发明的耐高温耐大功率辐射复合材料雷达天线罩实物图。
具体实施方式
31.以下结合具体实施例对本发明作进一步说明。
32.实施例1
33.一种耐高温耐大功率辐射复合材料雷达天线罩的低温热压罐成型方法,包括如下步骤:
34.(1)用占改性有机硅树脂溶液比例的60wt%有机硅树脂、10wt%正硅酸乙酯、30wt%乙醇配置改性有机硅树脂树脂胶液,将40wt%改性有机硅溶液涂刷至60wt%平纹、单丝直径5μm、厚度0.2mm的石英纤维表面,烘干溶剂得到预浸料;(2)将预浸料依次铺层在清洁并涂有脱模剂的雷达天线罩模具中,共铺贴4层;(3)将所述包覆雷达天线罩模具装入真空袋中保持真空度800mba持续20min抽真空;(4)将步骤(3)所得真空工装转移至热压罐中,分三段式加热加压低温固化:1)室温加压至0.5mpa,并以1℃/min的升温速率升温至180℃,固化5min;2)压力增至1mpa,并以1℃/min的升温速率升温至190℃,再固化5min;3)压力增至2mpa,并以1℃/min的升温速率升温至固化温度200℃,固化6h。(5)自然冷却脱模后进行250℃高温后处理12h,得到本发明所述耐高温耐大功率辐射复合材料雷达天线罩。
35.实施例1制备的耐高温耐大功率辐射复合材料雷达天线罩的性能测试结果如图1-6。图中显示,在室温、400℃拉伸强度均在200mpa左右,虽然500℃处理后的拉伸强度快速下降至39mpa,但仍未见破坏现象。图5表明热分解温度主要发生在443℃以后,均说明所制备的复合材料雷达天线罩具有较高的耐热性能;图6得出介电常数为3.22。图7为制备的雷达天线罩壳体的实物照片,可以看到,本实施例所制备的雷达天线罩表面光洁,无缺损无空
隙。表1汇总了实施例1所制备的复合材料雷达天线罩的性能数据。上述结果表明所制备的复合材料雷达天线罩耐高温性能和耐大功率辐射性能(介电性能)均优异。
36.表1所制备的复合材料雷达天线罩性能表
[0037][0038]
实施例2:
[0039]
一种耐高温耐大功率辐射复合材料雷达天线罩的低温热压罐成型方法,包括如下步骤:
[0040]
(1)用占改性有机硅树脂溶液比例的55wt%有机硅树脂、8wt%正硅酸乙酯、37wt%配置改性有机硅树脂树脂胶液,将43wt%改性有机硅溶液涂刷至57wt%平纹、单丝直径5μm、厚度0.1mm的石英纤维表面,烘干溶剂得到预浸料;(2)将预浸料依次铺层在清洁并涂有脱模剂的雷达天线罩模具中,共铺贴8层;(3)将所述包覆雷达天线罩模具装入真空袋中保持真空度500mba持续40min抽真空;(4)将步骤(3)所得真空工装转移至热压罐中,分三段式加热加压低温固化:1)室温加压至2mpa,并以3℃/min的升温速率升温至180℃,固化6min;2)压力增至3mpa,并以3℃/min的升温速率升温至185℃,再固化6min;3)压力增至7mpa,并以3℃/min的升温速率升温至固化温度210℃,固化5h。(5)自然冷却脱模后进行265℃高温后处理11h,得到本发明所述耐高温耐大功率辐射复合材料雷达天线罩。
[0041]
实施例3:
[0042]
一种耐高温耐大功率辐射复合材料雷达天线罩的低温热压罐成型方法,包括如下步骤:
[0043]
(1)用占改性有机硅树脂溶液比例的52wt%有机硅树脂、8.5wt%正硅酸乙酯、39.5wt%配置改性有机硅树脂树脂胶液,将50wt%改性有机硅溶液涂刷至50wt%斜纹、单丝直径5.5μm、厚度0.25mm的石英纤维表面,烘干溶剂得到预浸料;(2)将预浸料依次铺层在清洁并涂有脱模剂的雷达天线罩模具中,共铺贴3层;(3)将所述包覆雷达天线罩模具装入真空袋中保持真空度900mba持续10min抽真空;(4)将步骤(3)所得真空工装转移至热压罐中,分三段式加热加压低温固化:1)室温加压至2mpa,并以2.5℃/min的升温速率升温至175℃,固化7min;2)压力增至4mpa,并以2.5℃/min的升温速率升温至185℃,再固化7min;3)压力增至6mpa,并以2.5℃/min的升温速率升温至固化温度195℃,固化7h。(5)自然冷却脱模
后进行270℃高温后处理10h,得到本发明所述耐高温耐大功率辐射复合材料雷达天线罩。
[0044]
实施例4:
[0045]
一种耐高温耐大功率辐射复合材料雷达天线罩的低温热压罐成型方法,包括如下步骤:
[0046]
(1)用占改性有机硅树脂溶液比例的50wt%有机硅树脂、5wt%正硅酸乙酯、45wt%配置改性有机硅树脂树脂胶液,将48wt%改性有机硅溶液涂刷至52wt%缎纹、单丝直径6μm、厚度0.15mm的石英纤维表面,烘干溶剂得到预浸料;(2)将预浸料依次铺层在清洁并涂有脱模剂的雷达天线罩模具中,共铺贴6层;(3)将所述包覆雷达天线罩模具装入真空袋中保持真空度600mba持续30min抽真空;(4)将步骤(3)所得真空工装转移至热压罐中,分三段式加热加压低温固化:1)室温加压至1.5mpa,并以5℃/min的升温速率升温至190℃,固化4min;2)压力增至2.5mpa,并以5℃/min的升温速率升温至200℃,再固化4min;3)压力增至3.5mpa,并以5℃/min的升温速率升温至固化温度250℃,固化3h。(5)自然冷却脱模后进行275℃高温后处理8h,得到本发明所述耐高温耐大功率辐射复合材料雷达天线罩。
[0047]
实施例5:
[0048]
一种耐高温耐大功率辐射复合材料雷达天线罩的低温热压罐成型方法一种耐高温复合材料雷达天线罩及其低温热压罐成型工艺,包括如下步骤:
[0049]
(1)用占改性有机硅树脂溶液比例的50wt%有机硅树脂、3wt%正硅酸乙酯、47wt%配置改性有机硅树脂树脂胶液,将45wt%改性有机硅溶液涂刷至55wt%斜纹、单丝直径5μm、厚度0.1mm的石英纤维表面,烘干溶剂得到预浸料;(2)将预浸料依次铺层在清洁并涂有脱模剂的雷达天线罩模具中,共铺贴8层;(3)将所述包覆雷达天线罩模具装入真空袋中保持真空度700mba持续25min抽真空;(4)将步骤(3)所得真空工装转移至热压罐中,分三段式加热加压低温固化:1)室温加压至3mpa,并以3.5℃/min的升温速率升温至188℃,固化10min;2)压力增至5mpa,并以3.5℃/min的升温速率升温至195℃,再固化10min;3)压力增至8mpa,并以3.5℃/min的升温速率升温至固化温度245℃,固化4h。(5)自然冷却脱模后进行300℃高温后处理5h,得到本发明所述耐高温耐大功率辐射复合材料雷达天线罩。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。