1.本发明涉及重研刷生产设备技术领域,尤其涉及一种重研刷加工用刷丝缠绕装置。
背景技术:
2.重研刷是一种针对不同用途选取相应的型号钢丝,选取不同的钢丝直径的刷子,钢丝有直丝和波纹丝两种,丝的粗细可根据不同的需要而定,直丝和曲丝两种,直丝适合于钻孔植毛方式的刷子较多,如木板钢丝刷,木柄钢丝刷,圆盘钢丝刷等,在圆盘钢丝刷制备时需要对刷丝进行捆扎缠绕,这就要用到缠绕扎丝设备。
3.现有的缠绕扎丝自动化程度低,送料不便,在捆扎时多道工序均需要人工协助,其严重影响了重研刷制备的效率,难以满足人们的使用要求,所以研究一种重研刷加工用刷丝缠绕装置是很有必要的。
技术实现要素:
4.本发明的目的是为了解决现有技术中耗费人力且效率低的问题,而提出的一种重研刷加工用刷丝缠绕装置。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种重研刷加工用刷丝缠绕装置,包括伺服驱动箱,伺服驱动箱输出端固定有转动杆,转动杆外壁固定有刷盘,所述伺服驱动箱前侧设置有工作台,工作台顶面两侧均安装有卷绕机构,所述卷绕机构包括安装座,安装座滑动阻尼连接在工作台顶面上,所述安装座顶面四个拐角处均固定有支座,前后侧两个所述支座之间均转动连接有螺纹杆,所述螺纹杆外壁通过螺纹连接有安装套,前后端所述安装套内侧还滑动连接有限位杆,且限位杆两侧两侧均固定在支座侧壁上,前后侧所述安装套靠近安装座中心一侧均固定有折弯条,折弯条靠近工作台中心一端前后侧均贯穿开设有矩形槽,矩形槽一侧内壁转动连接有导轮,所述安装座顶面背离安装座顶面中心一端固定有校位板,校位板顶面滑动阻尼连接有安装箱一,安装箱一内壁固定有伺服电机一,伺服电机一输出端固定有拧动盘,拧动盘内壁固定有电动伸缩杆,电动伸缩杆输出端均固定有夹持块,两个所述螺纹杆一侧均穿过支座并通过输送皮带转动连接,所述安装座顶面一侧还固定有伺服电机四,伺服电机四输出端与其中一个所述螺纹杆固定连接,所述卷绕机构靠近工作台中部一端前侧均安装有送丝机构。
7.优选的,所述送丝机构包括支撑座一,同侧两个所述支撑座一之间均转动连接有丝杆,两个所述丝杆前端均延伸至支撑座一外侧并转动连接有传送带,两个所述丝杆外壁通过螺纹连接有推进板,推进板顶面固定有送丝框,送丝框两侧内壁还转动连接有输送辊,所述撑座前端一侧还设置有安装箱二,安装箱二内壁通过螺钉固定有伺服电机二,伺服电机二输出端与其中一个所述丝杆固接,所述支撑座一前端两侧还设置有固定座,固定座上端转动连接有绕丝辊,所述固定座后侧还设置有支撑座二,支撑座二之间转动连接有挤压输送辊,支撑座二一侧还设置有安装箱三,安装箱三内壁固定有伺服电机三,伺服电机三输
出端与其中一个所述挤压输送辊固接,所述支撑座一后侧还设置有分切组件。
8.优选的,所述分切组件包括安装架,安装架外顶面通过螺钉固接有气缸,气缸输出端通过螺钉固接有分切刀,安装架内侧壁还固定有抵板。
9.优选的,所述支撑座一设有四个并呈矩形状固定在工作面上,固定座和支撑座二均设有两个并对称固定在工作面两侧。
10.优选的,所述输送辊设有多个并均匀分布在送丝框两侧内壁上,挤压输送辊设有两个并对称分布在支撑座二上下侧,且两个所述挤压输送辊之间的间隙与缠绕丝的直径相吻合。
11.优选的,所述安装套均设有两个并分布在折弯条的两侧位置。
12.优选的,所述电动伸缩杆设有两个并对称分布在拧动盘内壁上下侧。
13.优选的,所述夹持块靠近拧动盘中心一端均固定有软垫。
14.与现有技术相比,本发明提供了一种重研刷加工用刷丝缠绕装置,具备以下有益效果:
15.1、本发明设计合理,装置运行稳定,自动程度高,从而大大提高了重研刷加工的效率,为重研刷的批量快速生产提供了一定的保障;
16.2、本发明在完成送丝后,通过伺服电机四带动两根螺纹杆同步转动,此时折弯条完成刷丝的折弯,经折弯后刷丝一头通过电动伸缩杆带动夹持块实现刷丝的夹持,刷丝夹持后通过伺服电机一带动拧动盘旋转实现刷丝的缠绕,从而实现刷丝的自动化缠绕扎丝作业,其工作效率高,为刷丝的高效制备提供了一定的保障;
17.3、本发明在使用时通过移动安装箱一的位置能实现刷丝捆扎位置的调节,从而实现不同长度的刷丝的缠绕作业,进而大大增强了装置的适用范围;
18.4、本发明在刷丝缠绕前,通过伺服电机二带动两根丝杆同步转动,从而使送丝框穿过矩形槽,与此同时,通过伺服电机三带动挤压输送辊传动实现刷丝的推动完成自动上料,上料后分切组件完成刷丝的断切,然后送丝框回移实现下一次刷丝送料时的待用,进而完成刷丝的连续缠绕捆扎作业,大大提高了重研刷生产的效率。
附图说明
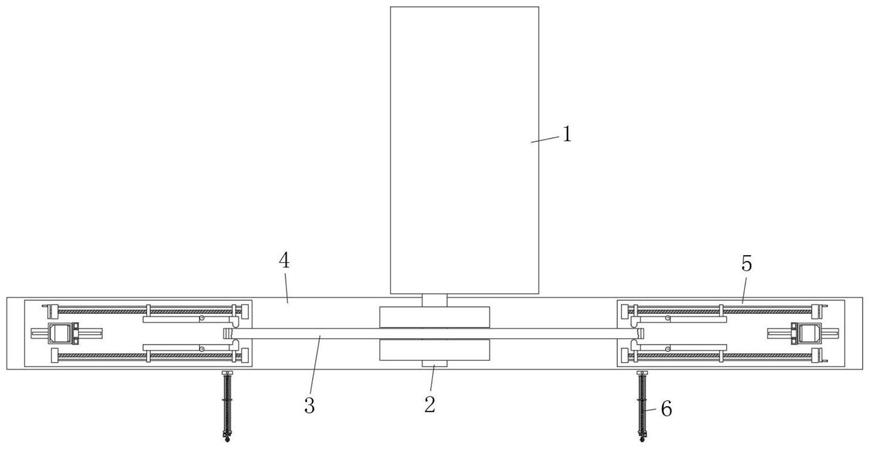
19.图1为本发明提出的一种重研刷加工用刷丝缠绕装置的结构示意图;
20.图2为本发明提出的一种重研刷加工用刷丝缠绕装置中卷绕机构的平面图;
21.图3为本发明提出的一种重研刷加工用刷丝缠绕装置中送丝机构的平面图;
22.图4为本发明提出的一种重研刷加工用刷丝缠绕装置图3中a处放大图;
23.图5为本发明提出的一种重研刷加工用刷丝缠绕装置中分切组件的平面图。
24.图中:伺服驱动箱1、转动杆2、刷盘3、工作台4、卷绕机构5、送丝机构6、安装座51、支座52、螺纹杆53、安装套54、限位杆55、折弯条56、导轮57、校位板58、安装箱一59、伺服电机一510、拧动盘511、电动伸缩杆512、夹持块513、伺服电机四514、支撑座一61、丝杆62、推进板63、送丝框64、输送辊65、安装箱二66、伺服电机二67、固定座68、绕丝辊69、支撑座二610、挤压输送辊611、安装箱三612、伺服电机三613、分切组件614、安装架6141、气缸6142、分切刀6143、抵板6144。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
26.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.实施例一
28.参照图1-5,一种重研刷加工用刷丝缠绕装置,包括伺服驱动箱1,伺服驱动箱1输出端固定有转动杆2,转动杆2外壁固定有刷盘3,伺服驱动箱1前侧设置有工作台4,工作台4顶面两侧均安装有卷绕机构5,卷绕机构5包括安装座51,安装座51滑动阻尼连接在工作台4顶面上,安装座51顶面四个拐角处均固定有支座52,前后侧两个支座52之间均转动连接有螺纹杆53,螺纹杆53外壁通过螺纹连接有安装套54,前后端安装套54内侧还滑动连接有限位杆55,且限位杆55两侧两侧均固定在支座52侧壁上,前后侧安装套54靠近安装座51中心一侧均固定有折弯条56,折弯条56靠近工作台4中心一端前后侧均贯穿开设有矩形槽,矩形槽一侧内壁转动连接有导轮57,安装座51顶面背离安装座51顶面中心一端固定有校位板58,校位板58顶面滑动阻尼连接有安装箱一59,在使用时通过移动安装箱一59的位置能实现刷丝捆扎位置的调节,从而实现不同长度的刷丝的缠绕作业,进而大大增强了装置的适用范围,安装箱一59内壁固定有伺服电机一510,伺服电机一510输出端固定有拧动盘511,拧动盘511内壁固定有电动伸缩杆512,电动伸缩杆512输出端均固定有夹持块513,两个螺纹杆53一侧均穿过支座52并通过输送皮带转动连接,安装座51顶面一侧还固定有伺服电机四514,伺服电机四514输出端与其中一个螺纹杆53固定连接,卷绕机构5靠近工作台4中部一端前侧均安装有送丝机构6,通过伺服电机四514带动两根螺纹杆53同步转动,此时折弯条56完成刷丝的折弯,经折弯后刷丝一头通过电动伸缩杆512带动夹持块513实现刷丝的夹持,刷丝夹持后通过伺服电机一510带动拧动盘511旋转实现刷丝的缠绕,从而实现刷丝的自动化缠绕扎丝作业,其工作效率高,为刷丝的高效制备提供了一定的保障。
29.实施例二
30.如图1、3和4所示,本实施例与实施例1基本相同,优选地,送丝机构6包括支撑座一61,同侧两个支撑座一61之间均转动连接有丝杆62,两个丝杆62前端均延伸至支撑座一61外侧并转动连接有传送带,两个丝杆62外壁通过螺纹连接有推进板63,推进板63顶面固定有送丝框64,送丝框64两侧内壁还转动连接有输送辊65,撑座61前端一侧还设置有安装箱二66,安装箱二66内壁通过螺钉固定有伺服电机二67,伺服电机二67输出端与其中一个丝杆62固接,支撑座一61前端两侧还设置有固定座68,固定座68上端转动连接有绕丝辊69,固定座68后侧还设置有支撑座二610,支撑座二610之间转动连接有挤压输送辊611,支撑座二610一侧还设置有安装箱三612,安装箱三612内壁固定有伺服电机三613,伺服电机三613输出端与其中一个挤压输送辊611固接,支撑座一61后侧还设置有分切组件614,支撑座一61设有四个并呈矩形状固定在工作面上,固定座68和支撑座二610均设有两个并对称固定在工作面两侧,输送辊65设有多个并均匀分布在送丝框64两侧内壁上,挤压输送辊611设有两个并对称分布在支撑座二610上下侧,且两个挤压输送辊611之间的间隙与缠绕丝的直径相
吻合。
31.本实施例中,在刷丝缠绕前,通过伺服电机二67带动两根丝杆62同步转动,从而使送丝框64穿过矩形槽,与此同时,通过伺服电机三613带动挤压输送辊611传动实现刷丝的推动完成自动上料,上料后分切组件614完成刷丝的断切,然后送丝框64回移实现下一次刷丝送料时的待用,进而完成刷丝的连续缠绕捆扎作业,大大提高了重研刷生产的效率。
32.实施例三
33.如图3和5所示,本实施例与实施例1基本相同,优选地,分切组件614包括安装架6141,安装架6141外顶面通过螺钉固接有气缸6142,气缸6142输出端通过螺钉固接有分切刀6143,安装架6141内侧壁还固定有抵板6144。
34.本实施例中,在完成送料后,通过气缸6142带动分切刀6143下移实现刷丝的快速分切,从而实现刷丝的连续输送作业。
35.实施例四
36.如图1和2所示,本实施例与实施例1基本相同,优选地,安装套54均设有两个并分布在折弯条56的两侧位置。
37.本实施例中,安装套54均设有两个,从而使折弯条56平移更稳定。
38.实施例五
39.如图2所示,本实施例与实施例1基本相同,优选地,电动伸缩杆512设有两个并对称分布在拧动盘511内壁上下侧,夹持块513靠近拧动盘511中心一端均固定有软垫。
40.本实施例中,通过两个夹持块513实现刷丝一头的夹持,从而很好的保证了刷丝缠绕时的稳定性。
41.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。