1.本发明涉及机械制造中的锻造技术领域,尤其涉及一种堆内构件中环的制造方法。
背景技术:
2.堆内构件是反应堆的核心部件,其位于反应堆压力容器内,在高温、高压、强辐射下运行,并且长期承受冷却流体的冲刷,需要承受高中子注量的辐照和冷却剂的腐蚀,而且要在高温、负载工况下保持足够的强度,服役条件十分恶劣,过去多采用耐腐蚀的不锈钢材料制造。
3.由于材料研究的深入发展,镍基高温合金由于其良好的耐蚀性和较高的高温强度成为了新一代堆内构件锻件材料的发展方向。
4.0cr15ni70ti3alnb系列合金是以ti、al生成γ相强化的材料,在热加工范围内变形抗力较大,热变形窗口较为狭窄,温度过高会造成晶粒粗化,低于一定温度合金将会变硬,继续加工会在温度较低的部位发生开裂,造成表面或内部缺陷,应用传统的堆内构件锻造方法制造的堆内构件的抗拉强度和冲击韧性等综合性能无法满足反应堆的运行和维护要求。
技术实现要素:
5.鉴于目前堆内构件锻造方法制造的堆内构件的抗拉强度和冲击韧性等综合性能无法满足反应堆的运行和维护要求,本发明提供一种堆内构件中环的制造方法,通过优化的锻造工艺控制和热处理,能够有效避免出现裂纹、疏松等锻造缺陷,使材料提高抗拉强度和冲击韧性等综合性能。
6.为达到上述目的,本发明的实施例采用如下技术方案:
7.一种堆内构件中环的制造方法,包括如下步骤:
8.制坯阶段:将原料锭装炉加热至锻造温度进行反复多次的锻压,镦粗、拔长后,并用冲头冲孔得到满足要求的坯料;
9.成型阶段:利用扩孔工装对所述坯料进行扩孔,得到堆内构件中环毛坯锻件;
10.热处理阶段:将所述堆内构件中环毛坯锻件置于热处理炉中,控制合适的工艺参数,使锻件均匀加热后,将锻件出炉并水冷。
11.依照本发明的一个方面,所述制坯阶段包括第一火次锻压,第一火次锻压分为多次,控制锻造温度,轻拍钢锭,每一火次锻压后,将钢锭返炉加热并保温;中间火次锻压,分为2次,第一次镦粗拔长,回炉,第二次镦粗,用冲头冲孔,回炉;每火的变形量不低于50%。
12.依照本发明的一个方面,所述成型阶段包括用马架、芯棒进行扩孔,锻造比不小于3。
13.依照本发明的一个方面,所述成型阶段还包括用扩孔工装将锻件扩孔至要求尺寸,所述扩孔工装为一带有凹槽的套环,套环凹槽宽度与锻件锻造完工宽度相近,凹槽带有
5-15
°
的斜角,采用窄平砧作为上砧,上砧宽度接近芯棒套环底部的宽度,将所述套环套在芯棒上固定后将坯料放入扩孔至要求尺寸。
14.依照本发明的一个方面,所述第一火次锻压温度区间1100℃-950℃。
15.依照本发明的一个方面,所述中间火次锻压温度区间1150℃-950℃。
16.依照本发明的一个方面,所述成型阶段温度为1120℃-950℃。
17.依照本发明的一个方面,所述热处理阶段采用阶梯式加热,具体为加热至600℃度保温1小时;继续加热锻件,以不大于100℃/h的升温速度加热至900℃,保温1小时;继续加热锻件,以不大于1小时的时间加热至1050-1100℃范围内,保温时间为每1毫米锻件厚度保温0.5-1.5分钟。
18.依照本发明的一个方面,所述热处理阶段水冷的方法为:在水槽底部设置垂直向上的水流驱动装置,所述水的初始温度不高于30℃,利用垂直方向的水流打破聚集在锻件底部的蒸汽膜。
19.依照本发明的一个方面,所述水冷之后锻件出水15分钟后的表面温度不高于80℃。
20.依照本发明的一个方面,所述热处理阶段还包括时效处理,具体为加热至400℃度保温1小时;继续加热锻件,以不大于100℃/h的升温速度加热至600℃,保温1小时;继续加热锻件,以不大于50℃/h加热至700
±
15℃范围内,保温18-22h,将锻件出炉并空冷。
21.依照本发明的一个方面,所述钢锭是选择0cr15ni70ti3alnb系列镍基高温合金为原料,是一种以奥氏体为基体、利用γ相析出强化的材料。
22.本发明实施的优点:所述堆内构件中环的制造方法,通过锻造温度控制、轻拍释放应力、两次镦粗拔长等锻造工艺的控制,能够有效避免出现裂纹、疏松等锻造缺陷;利用带有凹型套环装配在芯棒上,有利于锻件的压实效果,锻件在模具内实现整形效果,同时进一步压缩了锻造余量,降低原材料的消耗,缩短加工周期;采用合理的热处理工艺参数,使均匀、细小的第二相粒子主要在晶内析出,减少第二相沿晶析出的情况,使材料获得良好的综合性能。通过本方法制造的堆内构件中环,在室温和350℃高温均具有1000mpa以上的抗拉强度,同时大于90j/cm2的冲击韧性,能够满足恶劣的环境要求。
附图说明
23.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
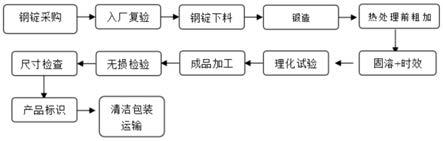
24.图1为本发明所述的一种堆内构件中环的制造方法的工艺流程示意图;
25.图2为本发明所述的一种堆内构件中环的制造方法的固溶处理工艺曲线图;
26.图3为本发明所述的一种堆内构件中环的制造方法的时效处理工艺曲线图。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.本发明为一种堆内构件中环的制造方法,包括如下步骤:制坯阶段:将原料锭装炉加热至锻造温度进行反复多次的锻压,镦粗、拔长后,并用冲头冲孔得到满足要求的模锻坯料;成型阶段:利用扩孔工装对所述模锻坯料进行扩孔,得到堆内构件中环毛坯锻件;热处理阶段:所述热处理阶段包括固溶和时效处理,将所述堆内构件中环毛坯锻件置于热处理炉中,控制合适的工艺参数,采用低温区分阶段预热,高温区快速加热的加热方式,保留材料较细的晶粒度,使合金加热到高温单相区恒温保持,过剩相充分溶解到固溶体中后快速水冷冷却,在经过热处理,以得到过饱和固溶体。所述原料锭为外购钢锭,通过严格编制钢锭采购技术条件,明确冶炼要求,并对主要化学成分进行优化控制,进行入厂复验,从源头保证材料综合性能。设计制作专用扩孔工装模具,满足锻件成型的实现。
29.所述制坯阶段包括第一火次锻压,第一火次锻压分为多次,控制锻造温度区间1100℃-950℃,轻拍钢锭,这是由于第一火次生产时,钢锭的铸态组织塑性差,易在钢锭表面产生锻造裂纹,此时只适合轻拍钢锭,释放钢锭铸态应力。本发明在第一火次锻压后,表面铸态组织改善后,能够实现良好的性能。每一火次锻压后,将钢锭返炉加热并保温,中间火次锻压,分为2次,控制中间火次锻压温度区间1150℃-950℃,第一次镦粗拔长,回炉,第二次镦粗,用冲头冲孔,回炉。所述成型阶段为终锻,控制温度为1120℃-950℃。包括用马架、芯棒进行扩孔,所述成型阶段还包括用扩孔工装将锻件扩孔至要求尺寸,所述扩孔工装为一带有凹槽的套环,套环凹槽宽度与锻件锻造完工宽度相近,凹槽带有5-15
°
的斜角,采用窄平砧作为上砧,上砧宽度接近芯棒套环底部的宽度,将所述套环套在芯棒上固定后将坯料放入扩孔至要求尺寸。
30.基于奥氏体晶粒会受到环境冷却速度的限制又会重新长大,温度过低,塑性变差,会产生锻造裂纹,因此本发明严格控制第一火次锻造温度区间为1100℃-950℃,中间火次锻造温度区间1150℃-950℃,成型阶段终锻温度的范围在1120℃-950℃。
31.本发明的原料锭的材质以0cr15ni70ti3alnb系列镍基高温合金为原料,是一种以奥氏体为基体、利用γ相析出强化的材料,在热加工范围内变形抗力较大,热变形窗口较为狭窄,温度过高会造成晶粒粗化,低于一定温度合金将会变硬,继续加工会在温度较低的部位发生开裂,造成出现表面或内部缺陷。材料上述热变形特性决定了需要提高变形速率,因此在可锻温度范围内尽可能加大变形量,确保每火次的有效变形量≥50%。
32.从原料锭到模锻坯料,进行至少两次墩粗拔长,确保锻造比≥3,保证坯料得到较细的晶粒。实际应用中,未经过锻造的钢锭在加热完成后,其组织是原始的铸态组织,这一组织的特点是:晶粒粗大,晶粒结合不致密,塑性较差;轻拍的目的是为了击碎表面层的铸态组织,使其结合致密,并具有良好的塑性。由于通过第一火次锻压,钢锭表面的塑性得到很大的改善,小于3的锻比就会出现晶粒粗大现象,进而造成最终性能不合格,因此选择锻造比不小于3。
33.通过锻造温度控制、轻拍释放应力、两次镦粗拔长等锻造工艺的控制,能够有效避免出现裂纹、疏松等锻造缺陷;利用带有凹型套环装配在芯棒上,有利于锻件的压实效果,锻件在模具内实现整形效果,同时进一步压缩了锻造余量,降低原材料的消耗,缩短加工周期;采用合理的热处理工艺参数,使均匀、细小的第二相粒子主要在晶内析出,减少第二相
沿晶析出的情况,使材料获得良好的综合性能。
34.在本实施例中,所述热处理阶段包括固溶处理,所述固溶处理采用阶梯式加热,具体为加热至600℃度保温1小时;继续加热锻件,以不大于100℃/h的升温速度加热至900℃,保温1小时;继续加热锻件,以不大于1小时的时间加热至1050-1100℃范围内,保温时间为每1毫米锻件厚度保温0.5-1.5分钟,使锻件中的碳化物相、γ相充分溶解,使均匀、细小的第二相粒子主要在晶内析出,减少第二相沿晶析出的情况,获得过饱和度的固溶体,达到强化的目的。具体的,可以采用热电偶接触锻件表面,以测定锻件表面的温度。在锻件的最厚、最薄的地方各放置一根热电偶,在锻件中间也放置一根热电偶,以控制锻件温度的均匀性。水冷的方法为:在水槽底部设置垂直向上的水流驱动装置,所述水的初始温度不高于30℃,利用垂直方向的水流打破聚集在锻件底部的蒸汽膜,增加热交换次数,从而保证底部获得足够的冷却速率。为了保证堆内构件中环的综合性能,所述水冷之后锻件出水15分钟后的表面温度不高于80℃。
35.固溶处理是为了溶解基体内碳化物、γ相等以得到均匀的过饱和固溶体,便于时效时重新析出颗粒细小、分布均匀的碳化物和γ等强化相,同时消除由于冷热加工产生的应力,使合金发生再结晶。其次,固溶处理是为了获得适宜的晶粒度,以保证合金高温抗蠕变性能。
36.固溶处理的温度范围设置在1050-1100℃之间,以保证主要强化相必要的析出条件和一定的晶粒度。
37.进一步的,所述热处理阶段还包括时效处理,具体为加热至400℃度保温1小时;继续加热锻件,以不大于100℃/h的升温速度加热至600℃,保温1小时;继续加热锻件,以不大于50℃/h加热至700
±
15℃范围内,保温18-22h,将锻件出炉并空冷。
38.堆内构件中环锻件经固溶处理后,再进行时效处理后,硬度和强度有所增加,塑性韧性和内应力则有所降低,能够达到比较理想的强化效果。
39.由于材料是靠沉淀相析出强化来实现强度的提高的,析出相的形态和数量等对材料的强度、塑性、冲击性能都有不同的影响,本发明中,通过合理的固溶和时效处理,调整析出相的数量和形态,使锻件获得良好的强韧性,具有1000mpa以上的抗拉强度,同时保持90j/cm2的冲击韧性,使堆内构件能适应恶劣的服役环境。
40.本发明可锻制钢材质,具体钢锭为电炉加电渣重溶的钢锭,具体是选择0cr15ni70ti3alnb系列镍基高温合金为原料,是一种以奥氏体为基体、利用γ相析出强化的材料,与传统奥氏体不锈钢的相比,在同等的耐腐蚀能力下,强度由500mpa等级提高至1000mpa等级,锻件的性能大幅度的提升,能够制造出满足反应堆的运行和维护要求的综合性能高的堆内构件。本发明的方法,除可锻制钢材质外,还可锻制其他材料的锻件,如铝合金、钛合金、铜合金等。
41.经过本发明制造的堆内构件中环,经过理化性能检验,检验合格后再进行成品加工,完成后进行无损检验。
42.实施例一:一种堆内构件中环的制造方法
43.步骤s1:原材料选择
44.钢锭采用ef esr工艺(电炉 电渣重熔),以确保原材料的纯净度。增加化学成分的内控要求,内控成分见下表:
45.降低c含量、提高cr含量,提高材料抗腐蚀性能;
46.提高ti、al、nb元素的含量,提高γ相生成元素,提高材料强度。
[0047][0048]
步骤s2:锻造
[0049]
(1)第1-3火次:钢锭下料约2100kg,锻造温度区间1100℃-950℃,轻拍钢锭,释放钢锭铸态应力,倒角至500mm左右的八角柱形坯料,回炉;
[0050]
(2)第4火次:锻造温度区间1150℃-950℃,完成一次镦粗拔长,倒角至500mm左右的八角柱形坯料,回炉;
[0051]
(3)第5火次:锻造温度区间1150℃-950℃,镦粗至约320mm高度,利用冲头冲孔,冲孔完成后回炉;
[0052]
(4)第6-7火次:锻造温度区间1120℃-950℃,利用马架、芯棒进行扩孔,锻件内孔扩至约
[0053]
(5)第8火次:锻造温度区间1120℃-950℃,扩孔工装为一带有凹槽的套环,套在芯棒上固定后将坯料放入。套环凹槽宽度与锻件锻造完工宽度相近,凹槽带有5-15
°
的斜角,以方便脱模,采用窄平砧作为上砧,上砧宽度接近芯棒套环底部的宽度,锻件扩孔至要求尺寸后完工。
[0054]
步骤s3:热处理
[0055]
材料以固溶 时效处理状态交货,固溶热处理温度为1050-1100℃,保温适当时间后在水中急冷,采用低温区分阶段预热,高温区快速加热的加热方式,保留材料较细的晶粒度,时效温度选择以700℃为目标温度,能够确保析出均匀、弥散的细颗粒第二相例子,控制时效时间在一定范围,避免欠时效和过时效,使材料获得良好的综合性能。
[0056]
步骤s4:理化检测
[0057]
热处理后截取试样进行必要的力学性能和成分等项目检测,检测结果如下:
[0058][0059][0060]
经过本发明热处理后的0cr15ni70ti3alnb钢锻件,其晶粒未有长大现象且组织均
匀,室温和350℃高温强度满足核电堆内构件设计要求,且富余量较大,两端的性能均匀,晶粒度未有明显长大,能够保证锻件的整体质量。
[0061]
步骤s5:机加工
[0062]
成品加工过程中采用龙门铣床、数控机床、立钻和镗床等设备,确保尺寸精度及光洁度满足要求。
[0063]
步骤s6:成品检验
[0064]
精加工完成后的产品需通过液体渗透检测和全体积超声波检测。
[0065]
在本实施例中,通过本方法制造的堆内构件中环,在室温和350℃高温均具有1000mpa以上的抗拉强度,同时大于90j/cm2的冲击韧性,能够满足恶劣的环境要求。进行精加工获得的产品超声波检测未发现缺陷反射信号,液体渗透检测未发现缺陷痕迹,均合格,能够满足质量要求。
[0066]
本发明实施的优点:所述一种堆内构件中环的制造方法,通过锻造温度控制、轻拍释放应力、两次镦粗拔长等锻造工艺的控制,能够有效避免出现裂纹、疏松等锻造缺陷;利用带有凹型套环装配在芯棒上,有利于锻件的压实效果,锻件在模具内实现整形效果,同时进一步压缩了锻造余量,降低原材料的消耗,缩短加工周期;采用合理的热处理工艺参数,使均匀、细小的第二相粒子主要在晶内析出,减少第二相沿晶析出的情况,使材料获得良好的综合性能能。通过本方法制造的堆内构件中环,在室温和350℃高温均具有1000mpa以上的抗拉强度,同时大于90j/cm2的冲击韧性,能够满足恶劣的环境要求。
[0067]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本领域技术的技术人员在本发明公开的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
