1.本实用新型属于铁路货车转向架用承载鞍零件加工领域,具体是一种加工承载鞍挡边内侧面及底面的定位加工夹具。
背景技术:
2.转向架用承载鞍是铁路货车转向架部分的关键配件,对行车安全起着至关重要的作用。承载鞍挡边内侧面及底面与侧架内侧面接触连接,其装配尺寸较为关键,直接影响车辆运行过程的稳定性。
3.承载鞍加工过程中,需要对承载鞍进行精车,通常是将承载鞍进行简单的固定进而对其进行精车,固定效果差,加工过程中承载鞍可能会发生脱落,需要重新进行固定,影响加工的效率。在生产过程中为了满足不同的工位需要,对其定位装夹装置有较高的要求。
4.同时,为了提高承载鞍零部件的生产加工效率,需要适宜的工装夹具,满足其在不同的生产状态或生产工序能实现快速准确定位、固定和夹紧,或以一定的轨迹旋转或移动,以实现工序的加工与组装需要,并提高装夹生产效率、降低生产辅助时间消耗。
5.在常规生产过程中,加工承载鞍内侧面及底面需要进行两道工序,因承载鞍采用铸造模锻技术制造、结构较复杂,重量重,在其加工工序过程中的转运环节存在安全隐患,同时其装夹辅助时间消耗长,生产效率不高。
技术实现要素:
6.本实用新型的目的是针对现有技术中存在的不足,设计一种加工承载鞍挡边内侧面及底面的定位加工夹具,解决承载鞍内侧面及底面在加工过程中转运的问题,同时解决装夹稳定性差、生产效率不高等问题,实现零部件的高效加工,使得操作人员在固定的工位上借助支撑装置就可以对承载鞍零部件的不同位置进行加工,实现零部件的定置摆放,提高装夹辅助和加工效率。
7.为了实现上述目的,本实用新型提供一种加工承载鞍挡边内侧面及底面的定位加工夹具,包括:下底面、上底面、l型腹板、筋板、支撑块、水平夹紧螺栓,所述上底面设置在所述下底面上,所述上底面两侧对称设置有所述l型腹板及所述筋板,所述筋板垂直设置于所述上底面及所述l型腹板上,所述l型腹板开设有水平螺栓孔用于穿过所述水平夹紧螺栓,所述上底面中部设置有所述支撑块,在加工过程中,两个待加工承载鞍对置紧贴所述支撑块放置,通过拧紧所述水平夹紧螺栓实现两个待加工承载鞍水平方向的夹紧。
8.进一步的,所述支撑块顶部设置有垂直螺栓孔并有螺柱紧固其中,压块中部有中心孔,加工过程中,所述中心孔穿过所述螺柱使所述压块紧贴两个待加工承载鞍上表面,通过拧紧顶部夹紧螺母实现两个待加工承载鞍垂直方向的夹紧。
9.进一步的,两侧所述l型腹板与两个待加工承载鞍之间,各有一个l型挡块,加工过程中,所述水平夹紧螺栓顶紧所述l型挡块,由所述l型挡块顶紧两个待加工承载鞍,以保护两个待加工承载鞍侧表面。
10.进一步的,所述下底面分布有贯穿的通孔,底座螺栓从下向上与车床台面连接并穿过所述通孔,所述底座螺栓与底座垫圈和底座螺母进行旋紧配合,起到固定所述的一种加工承载鞍挡边内侧面及底面的定位加工夹具的作用,所述底座螺栓与所述底座垫圈和所述底座螺母旋紧配合后,所述底座螺母与两个待加工承载鞍底面进行接触,起到支撑两个待加工承载鞍的作用。
11.与现有技术相比,本实用新型的有益效果是:
12.采用加工承载鞍鞍带环面的定位加工夹具后,解决了铁路货车零部件承载鞍的装夹、定位及旋转问题:
13.一是提高了铁路货车零件承载鞍的生产加工效率,通过螺栓螺母的连接配合将两个对称性分布的承载鞍装夹在特殊的夹具中,既保证较大的装夹承载能力,又满足其能快速实现装夹、定位和夹紧,并以一定的轨迹移动,从而满足生产中工序的加工与其他需要,降低了生产辅助时间消耗,提高了组装、装夹和旋转等操作过程的生产效率。
14.二是优化和解决了车辆大型零部件承载鞍由于结构较为复杂、重量大,在生产加工过程中,必须依赖相关的夹具才能实现操作人员在固定工位上对零部件的各个不同部位加工下的位置进行加工的问题。
15.三是具有结构简单、成本低廉、维护方便、效果好的优点。
附图说明
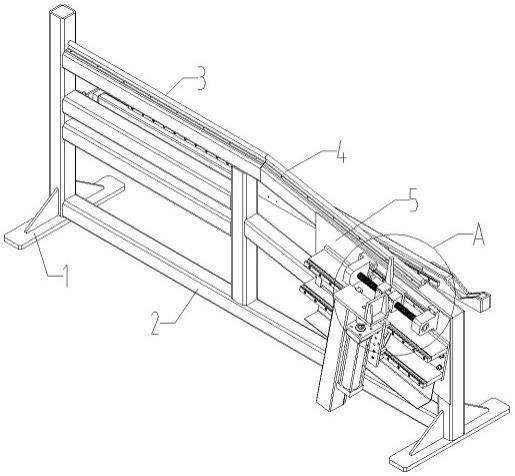
16.图1为根据本实用新型实施例一的装夹承载鞍时的结构示意图;
17.图2为根据本实用新型实施例一的装夹承载鞍时的正视示意图;
18.图3为根据本实用新型实施例一的支撑块的结构示意图;
19.图4为根据本实用新型实施例一的压块的结构示意图;
20.图5为根据本实用新型实施例一的l型腹板的结构示意图;
21.图6为根据本实用新型实施例二的装夹承载鞍时的结构示意图;
22.图7为根据本实用新型实施例二的装夹承载鞍时的正视示意图;
23.图8为根据本实用新型实施例一的下底面和上底面的结构示意图;
24.图9承载鞍结构示意图主视图;
25.图10承载鞍结构示意图俯视图。
26.附图标记说明:
27.1-下底面、2-上底面、3-l型腹板、31-水平螺栓孔、4-筋板、5-l型挡块、6-支撑块、61-垂直螺栓孔、7-压块、71-中心孔、8-承载鞍、81-承载鞍底面、82-承载鞍挡边内侧面、9-水平夹紧螺栓,10-底座螺栓、11-底座垫圈、12-底座螺母、13-螺柱、14-夹紧垫圈、15-夹紧螺母、16-通孔。
具体实施方式
28.下面将更详细地描述本实用新型的优选实施方式。虽然以下描述了本实用新型的优选实施方式,然而应该理解,可以以各种形式实现本实用新型而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本实用新型更加透彻和完整,并且能够将本实用新型的范围完整地传达给本领域的技术人员。
29.实施例一:如图1、图2、图5所示,本实施例提供了一种加工承载鞍挡边内侧面及底面的定位加工夹具,加工承载鞍挡边内侧面及底面的定位加工夹具包括下底面1、上底面2、l型腹板3、筋板4、支撑块6、水平夹紧螺栓9,其中上底面2设置在下底面1上部,上底面2两侧对称设置有l型腹板3及筋板4,筋板4垂直设置于上底面2及l型腹板3上,起到加固的作用,l型腹板3开设有水平螺栓孔31用于穿过水平夹紧螺栓9,上底面2中部设置有支撑块6,在加工过程中,两个承载鞍8对置紧贴支撑块6放置,通过拧紧两侧的水平夹紧螺栓9,将水平夹紧螺栓9压紧在两个待加工承载鞍8上,并将两个待加工承载鞍8压紧在支撑块6上,由此实现两个待加工承载鞍8水平方向的夹紧。
30.请参阅图1-图4,支撑块6顶部设置有垂直螺栓孔61并有螺柱13紧固其中,压块7中部有中心孔71,在加工过程中,两个待加工承载鞍8对置紧贴支撑块6放置,中心孔71穿过螺柱13使压块7紧贴两个待加工承载鞍8上表面,通过拧紧顶部夹紧螺母15实现两个待加工承载鞍垂直方向的夹紧。
31.请参阅图1、图2、图8,下底面1分布有贯穿的通孔16,底座螺栓10从下向上与车床台面连接并穿过通孔16,底座螺栓10与底座垫圈11和底座螺母12进行旋紧配合,起到在车床上固定的一种加工承载鞍挡边内侧面及底面的定位加工夹具的作用,同时底座螺栓10与底座垫圈11和底座螺母12旋紧配合后,底座螺母12与两个待加工承载鞍8底面进行接触,起到支撑两个待加工承载鞍的作用。
32.实施例二,请参阅图6、图7,在实施例一的基础上,两侧l型腹板与两个待加工承载鞍8之间,各有一个l型挡块5,加工过程中,水平夹紧螺栓9顶紧l型挡块5,由l型挡块5顶紧两个待加工承载鞍8,以保护两个待加工承载鞍8的侧表面。
33.依据上述实施例可以将承载鞍8牢固的固定在夹具中,对承载鞍底面81、承载鞍挡边内侧面82进行金属切削加工。
34.本实用新型具有结构简单,使用方便,在显著提高生产效率的同时极大的减少了工序辅助时间消耗,同时极大的提高了生产的安全性。
35.以上已经描述了本实用新型的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。